輪胎模具鋁花紋塊加工的新工藝
2013-05-14 00:54:14李爽
當代化工 2013年2期
關鍵詞:工藝
李 爽
( 沈陽子午線輪胎模具有限公司, 遼寧 沈陽 110036)
輪胎模具按結構基本上分為兩半模具和活絡模具兩種,而活絡模具可細分為圓錐面導向活絡模具和斜面式導向活絡模具。我公司作為最早引進輪胎活絡模具的企業,已經在輪胎活絡模具的設計和制造上加入了特有的技術,生產的活絡模具銷往國內、外等眾多的著名輪胎廠家,如美國的Goodyear公司、德國的Continental公司、中國的華南公司、佳通公司、杭州中策集團、招遠玲瓏公司等。但隨著行業競爭的激烈,科技的進步以及加工設備的更新,原有的一些技術已經不再適應高速的行業的發展,因此,我公司通過與國外模具生產企業的合作與交流和自身的技術提高,發明了一種填補國內行業空白的花紋塊生產加工工藝(已獲國家發明專利),來提高花紋塊的生產質量和生產效率。
1 活絡模具簡介
輪胎活絡模具是子午線輪胎生產中,最后硫化成型用的模具。活絡模具的主要結構[1,2]包括殼體和型腔兩大部分。殼體又稱為向心機構,是輪胎模具的外部結構,起到連接硫化機與內部型腔的作用;型腔是模具的內部結構,是與輪胎胎坯接觸,并在高溫硫化和內壓下使輪胎胎坯成型的模腔。殼體部件有外模套、導向機構、弓形座、上蓋及底座;型腔包括花紋塊、上、下側模和上、下鋼圈等。型腔中的花紋塊是輪胎硫化后直接形成胎頂花紋的重要部分;上、下側模和上、下鋼圈則是輪胎胎側和字體硫化成型的重要部件。輪胎質量的優劣主要取決于型腔的加工質量,但是殼體的好壞也會影響到輪胎的質量和硫化機的使用。
2 花紋塊的加工
對輪胎質量的優劣程度有影響的主要部分是型腔中的胎側板和花紋塊,胎側板和花紋塊的加工質量將直接影響到輪胎的美觀度、輪胎圓度、動平衡等參數。因此提高模具質量的關鍵就是提高胎側板的加工和花紋塊的加工,尤其是花紋塊的加工質量決定了輪胎的圓度和動平衡,也就決定了汽車駕駛的舒適度和平穩性。
2.1 花紋塊分類
花紋塊根據材質可分為鋁花紋塊和鋼花紋塊;根據加工方法的不同又可分為鑄造加工和電火花加工,而今隨著數控加工中心能力的提高又增添了直接單塊機械加工的方法。本篇文章所闡述的只涉及鑄造鋁制花紋塊的加工,所以以下文章中提到的花紋塊均指鑄鋁花紋塊。
2.2 花紋塊現有加工工藝
現今絕大多數的模具制造廠家,鋁花紋塊是通過鑄造形成鋁花紋圈(不包括壓鑄技術的使用),然后通過機加工和鉗工修整達到用戶要求。具體工藝簡介如下(圖1)。
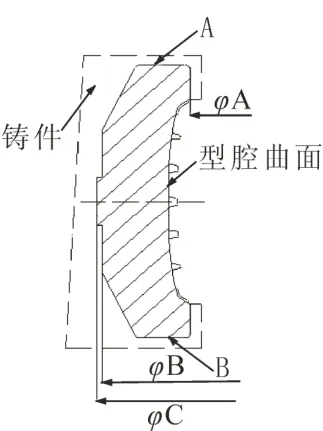
圖1 花紋塊Fig.1 Segment block
(1)鑄造[3]:將液態鋁澆筑至砂型中,待冷卻后除去型芯,形成鑄鋁花紋圈;
(2)車[4,5]:通過找正在車床上粗、精車出整體花紋圈的ΦB、ΦC及A、B平面;
(3)分瓣:通過線切割機床將花紋圈分割為花紋塊;
2013年12月20日,中國水務公司與新疆烏魯木齊市政府簽訂了《城市基礎設施項目投資建設合作框架協議書》。此舉標志著中國水務公司在開拓水務一體化市場方面又邁出了有力一步。我們看到,中國水務公司正沿著既定的目標和方向穩步前行。
(4)通過胎具以ΦB徑為基準精車出ΦA徑;
(5)以ΦA徑為精基準,鉗工修整加工型腔曲面。
以上加工工藝是現在大多數輪胎模具廠家應用的加工工藝。但是該工藝對于真正加工出高質量的花紋塊是有所欠缺的。它首先不能解決鑄造過程中易出現的花紋塊位置的改變(如圖2、圖3)。
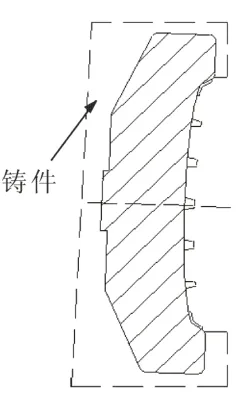
圖2 傾斜Fig.2 Incline
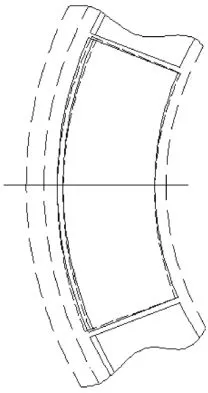
圖3 變形Fig.3 Deformation
另一方面是澆筑至冷卻過程中受熱及降溫過程中產生的傾斜即產生傾斜量(圖2),并在以上的機加工過程中無法對此處產生花紋塊的變形進行彌補,只能在花紋塊的修整過程中需要人工去修整傾斜和位置變化產生的加工余量,造成加工量大,花紋塊表面變形大,而且皮下縮孔(即砂眼)的產生,從而影響了模具質量及使用壽命。
2.3 花紋塊新加工工藝的研發
針對現有加工技術中存在的問題,我研發了一種新的加工工藝,解決現有技術中存在的加工問題,并且減少了鉗工的修整量,從而提高了花紋塊的加工質量,提高了生產效率,并取得了國家的專利。首先,我通過工藝學的基礎將粗基準選擇為最終要保證的型腔曲面。其次,將原來的先整圈精車、后分瓣的機加過程改為先分瓣后精車。具體工藝簡介如下:
(1)鑄造:將液態鋁澆筑至砂型中,待冷卻后除去型芯,形成鑄鋁花紋圈;
(2)車:將鑄造表面進行簡單車削;
(3)分瓣:通過帶鋸床或者線切割機床將花紋圈分割為花紋塊;
(4)銑:將單塊花紋塊固定在特制裝夾具上,以型腔曲面為基準找正,粗、精銑A、B面、及B面上的定位基準槽;
(5)銑:以 B面和基準槽為基準,在特制裝夾具上找正裝夾后,精銑花紋塊的兩個側面;
(6)車:以 B面和基準槽為基準,將單塊的花紋塊拼裝在工作盤上,固定后整體吊裝到車床上粗、精車ΦB、ΦC;
(7)通過胎具以ΦB徑為基準精車出ΦA徑;
(8)以ΦA徑為精基準,鉗工修整加工型腔曲面。
由于本工藝是在花紋塊鑄造后,進行簡單的粗車加工后,進行分瓣,使之成為單塊。然后根據每塊鑄造曲面和每塊預留的鑄造基準,在第一種工裝和設備上精銑A、B面和定位槽。完成后通過第二組工裝和設備,精銑花紋塊的兩個配合的側面。最后通過第3種工裝,精車出花紋塊重要的配合尺寸。這樣就能根據鑄造時每一塊的精確基準,加工出以后各工序的半精基準和精基準,通過數控設備的加工,保證花紋塊外形的幾何尺寸。最后,到達鉗工修整工序時,花紋塊的型腔面就沒有鑄造時產生的傾斜和變形量,而且花紋塊的圓度和每塊花紋塊的角度也會得以保證。
另外本工藝加工過程中還實現了基準的統一,即銑花紋塊側配合面和精車ΦB徑的基準一致,這樣精基準ΦB徑和ΦA徑的加工也得以保證;另外鉗工工序修整量的減少,避免了花紋曲面的變形和皮下縮孔的產生。
[1]李爽.淺談輪胎模具鐳射線的加工[J].中國橡膠,2012(12):47-48.
[2]石偉,齊曉紅,胡海余.淺談輪胎胎冠鋼片窩的實現[J].中國橡膠,2007(01):37-38.
[3]選普,李繼強.鑄造工藝學[M]. 北京:化學工業出版社,2009-08-01.
[4]朱淑萍.機械加工工藝及裝備[M]. 北京:機械工業出版社,2007-04-01.
[5]王先逵. 機械工藝手冊[M].北京:機械工業出版社, 2007-02-01.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
