自動絲網印花機精密定位裝置設計
2013-05-08 08:24:32王健偉梅順齊席程琳郝瑞欣
紡織科技進展 2013年1期
王健偉,梅順齊,席程琳,郝瑞欣
(武漢紡織大學 機械工程及自動化學院,湖北 武漢 430073)
絲網印花是平面篩網印花的工藝之一,印花過程中,織物固定于臺板上,臺板上面放有色漿的網框。在印花工位,臺板通過機械裝置與網框對齊并緊密接觸,刮刀開始刮印,網框上的色漿受到刮刀的擠壓通過具有花型的絲網到達織物,刮印完成后臺板繼續向前運動,進入烘干、清洗等工序[1]。隨著科學技術的發展,絲網印花機從手動逐步向自動化演變,無論是手動印花還是自動印花,由于織物固定在臺板上,都必須要求絲網框與放有織物的臺板嚴格對準,因此臺板與網框之間的定位是極其重要的環節,直接關系到印花的成敗[2]。臺板與網框之間必須具有較高的定位精度,否則就會出現錯花、脫版等疵病[3-4],絲網框與臺板之間的快速、精準的定位是保證印花質量和印花效率的關鍵。目前生產中應用最廣泛的一種橢圓型自動絲網印花機,橢圓形結構,模塊化組合,方便空間布局,可隨時擴充印頭、工位,采用集中控制系統和人機界面,操作簡潔,刮刀由電控運行更精確平穩,可提高印花的清晰度和質量。刮刀行程與角度調節便捷,每把刮刀的工作壓力都可單獨調節,采用機、電、氣一體化自動控制,運用絲網印刷原理,套色精確,大大增加工作效率[5]。
1 常用網框定位方式
1.1 銷孔定位
傳統的印花機大部分都是網框運動臺板固定,如圖1所示是一種傳統定位中典型的定位方式,主要利用銷孔來定位。利用三點確定一個平面的原理,用三對定位銷、孔對網框和臺板進行定位,適用于對花型清晰度要求不高的產品,定位誤差比較大[6]。其誤差來源有如下幾點:(1)銷孔的固有間隙及使用過程中產生的磨損,導致銷孔之間出現較大的松動。(2)銷與孔之間較大的間隙,定位時產生無限的定位點,造成不穩定的定位點,且每個工位上的定位點也不相同,嚴重影響印花質量。(3)不同的網框中三個定位銷的位置會不同,但臺板上面的三個孔不變,一旦更換網框,可能會出現較大誤差,不能保證每個網框裝進去后的定位精度,操作較復雜,該定位方式現已很少用。
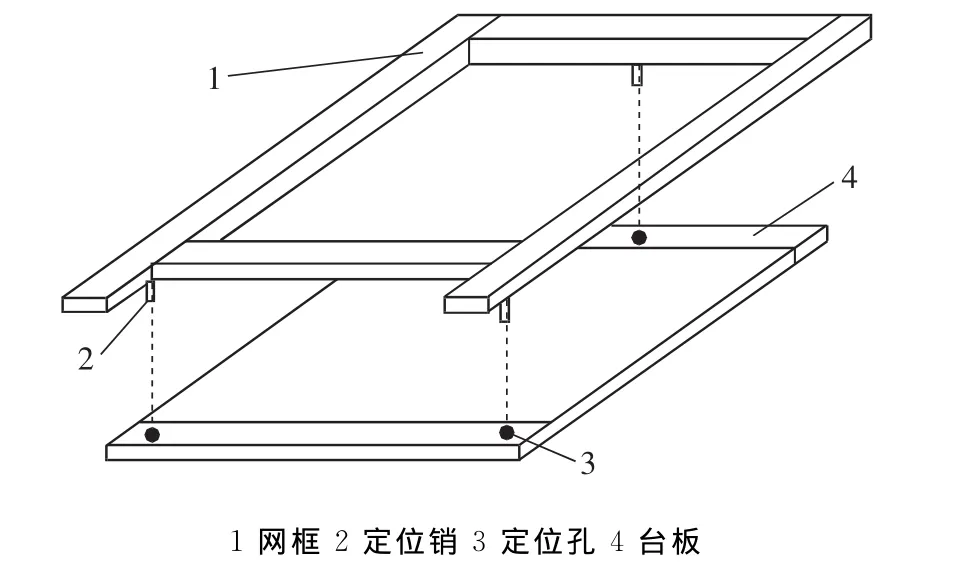
圖1 三孔定位裝置
1.2 二銷三點定位
在傳統手工印花技術中,常用的一種定位方式是二銷三點定位,如圖2和圖3所示為二銷三點定位裝置示意圖,臺板固定,網框活動。二銷三點定位原理是利用網框上的三根圓銷靠在臺板前后邊緣上來固定網框的前后方位,其中一定位銷與固定在臺板邊緣上的定位圓柱接觸,限定網框左右方向,將網框固定在臺板上面。該定位裝置是方法合理但機構不合理,存在很多缺陷[2],主要有以下幾個方面:(1)印花時工人先用一個定位銷抵住定位圓柱然后慢慢旋轉網框使之與臺板重疊,定位推力大小的不同會影響定位精度。(2)網框左右方向的定位是通過一個定位銷與定位圓柱實現,隨著時間的推移,定位銷與定位圓柱之間的磨損會使其變得不規則,產生定位誤差。(3)印花過程中工人用網框的兩個銷子來“找”臺板上的定位圓柱,容易造成定位不準,降低印花效率,同時也要求工人有熟練的經驗。絲網印花機從手動逐步向自動化演變,而該裝置主要用于手工印花,需要很多的人力,很難被推廣。

圖2 二銷三點定位裝置
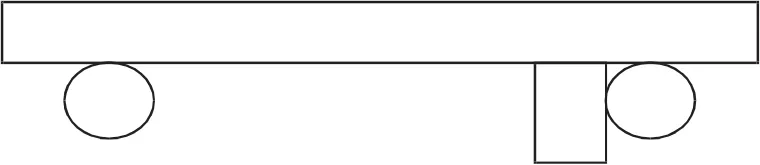
圖3 二銷三點定位圖
2 新型定位裝置
目前的定位方法多是采用銷孔鎖緊等機械方法,避免了使用銷孔定位,主要是使用V形塊及網框支座、定位塊。裝置分為兩個部分,第一部分是用兩個相互垂直的V形塊來定位臺板,第二部分是臺板和網框之間的定位,主要是利用內嵌于網框支座、定位塊之中的5個鋼球來保證臺板與網框的精確定位。
2.1 臺板的定位
V形塊是定位元件之一,主要用來安放軸,圓盤等圓形工件[7]。如圖4所示為用兩個相互垂直V形塊定位臺板的示意圖,其中4和9是兩個V形塊,相互垂直且都固定在臺板的背面;兩個V形塊定位軸座固定在氣缸上,可隨著氣缸一起上下運動。在印花工位中,臺板運動到網框的正下方后停止,氣缸開始動作將定位軸往上頂,依次帶動V形塊、臺板一起向上運動,直到臺板與網框接觸為止。這種定位方式既方便又快捷,可提高工作效率,用兩相互垂直V形塊定位有如下優點:(1)可限制臺板各個方向的運動。如圖5所示是兩垂直V形塊定位示意圖,V形塊Ⅰ和V形塊Ⅱ下面連接氣缸,如圖4所示,可限制臺板沿Z方向的移動→ˉZ和X、Y方向的轉動,V形塊Ⅰ限制X方向的移動,V形塊Ⅱ限制Y方向的移動,兩個V形塊一起限制Z方向的轉動,臺板六個方向的自由度都被限制,屬于完全定位。(2)保證臺板與水平面的平行度。只用一個V形塊或不是兩垂直V形塊來定位都達不到這樣的效果[8-9]。

圖4 臺板定位示意圖
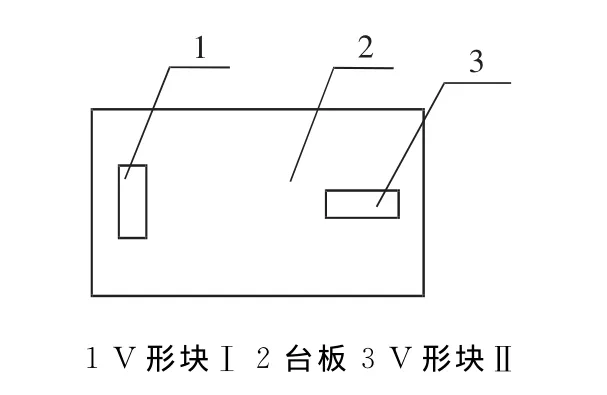
圖5 兩個垂直V形塊定位示意圖
對臺板與水平面的平行度進行分析,如圖6所示。臺板下裝有兩個相互垂直的V形塊Ⅰ和V形塊Ⅱ,現假設臺板的定位基準為直線O1O2(定位軸Ⅱ的軸線與定位軸Ⅰ的軸線交于點O1,取定位軸Ⅱ的中點為O2),V形塊的傾斜角為β,且不考慮V形塊的制造誤差。假設定位軸Ⅰ、定位軸Ⅱ的直徑分別為和,公差分別為2Td1和2Td2。定位軸與V形塊接觸后的中心點會隨著定位軸直徑的改變而變化,由于制造誤差,會造成定位基準產生位移和偏轉,導致臺板發生傾斜。傾斜最嚴重的情況就是O1在最低位置O2在最高位置或者O1在最高位置O2在最低位置,由于前后兩種情形所產生的誤差是相同的,就以前者為例,如圖6所示。
過 O1′作 O1′O垂直 OO2″于 O點,其中 O1′是 O1的最低點,O2′是O2的最低點,此時臺板所在平面的位置是O1′O2″,假設與水平面的傾斜角度為α。O1O1″=而 L是兩V形塊中心距,大小跟臺板大小相關,一般都很大,Td1和Td2是圓筒直徑的誤差,一般都比較小[7],所以可認為 L?(Td1+Td2),則故這樣誤差就比較小,傾斜程度微弱,可認為臺板是水平的。

圖6 放大后的極限位置
2.2 臺板與網框的定位[10]
在絲網印花技術中,應盡量避免網框與臺板發生歪斜,必須保持正對。預先將網框固定在網框支座上,網框支座分為前后兩個部分,且都與機架相連。如圖7所示是臺板到達印花工位時臺板與網框支座、左定位塊和右定位塊之間的位置關系圖。網框支座、左定位塊和右定位塊四者處于同一平面,均在臺板的正上方,其中后網框支座沒有畫出來。左定位塊固定于機架,右定位塊可在后面氣缸的推動下左右運動。小鋼球總共有5個,其中前網框支座內嵌兩個,后網框支座內嵌一個,左、右定位塊各內嵌一個。臺板停好后,氣缸就會頂起臺板與網框接觸,此時右定位塊也在氣缸的推動下與臺板邊緣接觸,兩個動作同時完成,如圖8所示是臺板與網框定位完成的示意圖。活動的右定位塊不但可確保臺板有足夠的空間上升,另一方面還可用來修正臺板與網框之間的歪斜。A、B、C三個鋼球限制了臺板的前后方向,三個處于同一平面的小鋼球是保證臺板水平,防止臺板發生傾斜,D、E兩個鋼球限制了臺板的左右方向,且鋼球E通過活動的定位塊可將臺板夾緊,5個小鋼球將臺板限制在網框的正下方,實現臺板與網框的精確定位。
與傳統的定位裝置相比,本裝置具有如下優點:(1)定位準確,操作快捷,裝置利用了網框支座,再加上定位塊和鋼球,定位方式簡單方便,成本低廉,定位精度高。(2)上下裝卸網版快速、簡便,更換不同花版、花版檢查對版可直接快速目視調整,加漿料方便,無障礙,不損花版,獨特的網框臺板對位系統,上、下、左、右均可定位。(3)能長久保持高精度,裝置的套印對花精度很高,不會產生像圓盤印花機因套色數量遞增而導致機械直徑變大,使精度偏差增高,無論套色數量的多少,都可保障網印的高精度和快速度。

圖7 臺板網框支座、定位塊之間的位置關系

圖8 臺板網框定位
該定位裝置不僅精度高且定位速度快、操作方便,具有較強的可行性和實用價值,應用到自動絲網印花生產上,大大提高絲網印花機的工作效率,降低能耗。如圖9所示是應用該定位裝置研制的新型自動絲網印花機,目前該自動絲網印花機已經安裝完畢并調試成功,完全達到預期的效果。

圖9 新型自動絲網印花機
3 結語
新型定位裝置顛覆了傳統的定位方式,利用相互垂直的V形塊定位臺板,用網框支座、定位塊和鋼球定位,有效的減少了誤差源,提高了定位精準度的層次,定位方式更方便、更快捷,能提高印花效率,對印花的質量大大提升,對印花機的全自動化具有促進作用,應用前景十分樂觀。
[1] 劉 平.自動絲網印花機傳動定位系統的研究[D].武漢:武漢紡織大學,2010.
[2] 王俊興.手工絲網印花定位分析[J].針織工業,1995,(2):33-34.
[3] 林曉偉.絲網印花疵病分析[J].網印工業,2009,(6):31-35.
[4] 齊 成.織物絲網印花故障及解決方法(一)[J].網印工業,2004,(10):12-15.
[5] 黃國光.橢圓形全自動平網印花機的優勢[J].絲網印刷.2006,(5):30-31.
[6] 劉 平.自動絲網印花機定位系統的設計[J].輕工機械,2011,29(6):22-24.
[7] 李紅英.淺談工件“過定位”的消除方法[J].裝備制造技術,2009,(3):147-149.
[8] 楊志宏,黃克正.夾具定位原理在產品設計自動化中的應用[J].機械制造,2003,41(463):31-33.
[9] 花愛珍.夾具六點定位原理在產品設計自動化中的應用[J].河南職業技術師范學院學報,2004,12(4):32-34.
[10]梅順齊.基于CCD圖像攝影的自動絲網印花機定位系統研究[A].第六屆湖北科技論壇論文集粹[C].湖北,2011.
