并聯打磨機插補算法的設計
2013-05-08 23:32:24解本銘
機電產品開發與創新 2013年6期
解本銘,王 磊
(中國民航大學,天津 300300)
0 引言
插補計算是實現并聯機床刀具高速、高精度軌跡控制的關鍵技術。在數控加工中,數控系統要解決控制刀具與工件運動軌跡的問題,在規定路徑上根據某一數學函數確定已知兩點間多個中間點坐標。插補的實質其實是根據有限信息完成“數據密化”的工作[1]。
數控加工程序提供了刀具運動的起點、終點和運動軌跡,具體到刀具如何從起點沿運動軌跡走到終點則由數控系統的插補裝置來控制。原則上講,刀具運動軌跡應該準確的按零件的輪廓形狀生成。但是,由于對于復雜的曲線輪廓,直接計算刀具運動軌跡非常復雜,計算工作量很大,不能滿足數控加工的實時控制要求。因此,在實際應用中,是用一小段直線或圓弧去逼近零件輪廓曲線,即直線和圓弧插補。對于大多數數控系統來說,都具有直線和圓弧插補功能,只有在一些較高檔次的數控系統才具有拋物線、螺旋線插補功能[2]。本課題所需打磨的零件輪廓可以近似等效為直線與圓弧的組合,因此,如何設計直線和圓弧的插補算法是本系統的主要任務。
1 插補算法的選擇
插補方法常見的有脈沖增量插補和數據采樣插補兩大類。脈沖增量插補法適用于以步進電機為驅動裝置的開環數控系統。它僅僅適用于中等精度和中等速度、以步進電機為執行機構的機床數控系統。數據采樣插補方法適用于閉環和半閉環以直流或交流伺服電機為執行機構的數控系統。本系統打磨機采用了半閉環的交流伺服電機作為執行機構,在插補算法選擇中選擇數據采樣插補。時間分割插補法作為典型的數據采樣插補方法,它每次插補一小段直線,各坐標同時進給,具有更高的軌跡控制精度[3]。本系統要實現三軸聯動直線插補和圓弧插補的半閉環伺服控制功能,采用時間分割法,對插補過程進行分析研究,為后續軟件實現做好鋪墊。
2 時間分割直線插補算法的基本原理
設工件或刀具在三維空間中作直線運動,如圖1所示。 假設直線段的起點坐標為 Ps(Xs,Ys,Zs), 終點坐標為Pe(Xe,Ye,Ze), Pi(Xi,Yi,Zi)為一瞬時插補點, 插補周期為 t(ms),采樣周期與插補周期相同,進給速度為v(mm/min)。


圖1 插補直線段
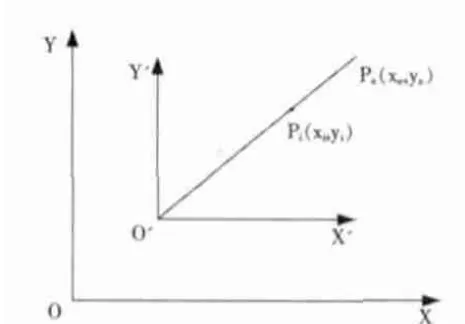
圖2 直線插補終點判別原理
程 序 段 在 各 坐 標 軸 的 單 位 分 量 為 :X'=|x2-x1|/L,Y'=|Y2-Y1|/L,Z'=|Z2-Z1|/L。 在一個插補周期內刀具在各坐標方向的進給為:X=s*X',Y=s*Y', Z=s*Z'。
在插補過程中,各坐標進給量是不變的,因此只需插補開始一次離線計算,插補過程中無需重復計算,之后每進行一次插補計算,輸出下一組插補點坐標并進行終點的判別。
直線插補的終點判別:直線插補的終點判別原理如圖2 所示。 已知插補起始點為 P0(x0,y0),終點為 Pe(xe,ye),中間瞬時插補點為Pi(xi,yi),OXY坐標系為直線插補參考坐標系。以插補起始點為原點建立輔助坐標系O'X'Y',設Sx,Sy為終點判別參數。它們的取值取決于終點在輔助坐標系中的位置。

直線插補終點判別條件為:

如果式(1)成立,則表明插補點在X上的坐標超過了插補終點的坐標,因此,X軸的進給量應該改為xe-xi-1;同理,如果式(2)成立,則Y軸的進給應改為ye-yi-1。
直線插補終點判別方法中,Sx和Sy在插補開始前就已經離線計算好,只需實時計算終點判別條件是否成立。
3 時間分割圓弧插補算法
圓弧插補的思想是在滿足精度要求的前提下,用弦或割線、切線代替圓弧進給,時間分割法采用的是用弦線代替圓弧進給。實際上也是用直線逼近圓弧,重要的是計算出下一個插補點的坐標和進給量。

圖3 時間分割圓弧插補原理
如圖3所示,圓上Pi,Pi+1是插補中第一象限相鄰兩點,在一次插補周期內進給量PiPi+1即為進給步長。PiP是圓弧在Pi點的切線,M是弦PiPi+1的中點,OM⊥PiPi+1,ME⊥PiF,E為AF的中點。
因為 OPi⊥PiP, 所以有△PiOC~△PPiF, 則:

因為PiP為切線,所以:

計算tanα很困難。為此,用cos45°和sin45°來代替cosα和sinα。上式可改為:

因為Pi點的坐標值已知,若想求Pi+1點的坐標可通過求X軸的進給量:

又因為Pi,Pi+1是圓弧上兩點,所以滿足圓的方程式:


由此可以得出下一個插補點Pi+1的坐標為:

以上是以第一象限順時針插補計算得到的進給公式,其它象限推導過程同理。
圓弧插補終點判別:終點判斷是保證插補運動能順利實現的重要因素。在圓弧插補的過程中,終點判斷失效可能導致插補進入死循環。因此,終點判斷方法的合理設計直接關系到圓弧插補程序的可靠性。
現令已知圓弧插補起、終點坐標及I,K參數,由此得到圓弧圓心坐標為 xo=xs+I,yo=ys+J,(xs,ys)為輔助坐標系O'X'Y'的原點在坐標系OXY中的坐標值。設兩個終點判別參數Sx,Sy。
(1)順圓插補時,Sx,Sy的表達式為:

(2)逆圓插補時,Sx,Sy的表達式為:

其中,sgn(*)表示符號函數,定義:

設變量Psx與Psy用來判別插補點是否與插補終點處于輔助坐標系O'X'Y'中所定義象限的同一象限,定義為:
順圓插補時,Psx=-Sy,Psy=Sx;逆圓插補時,Psx=Sy,Psy=-Sx。 設 Si為插補點 Pi(xi,yi)到終點 Pe(xe,ye)的距離, 為:
Si=。判斷插補點與插補終點在輔助坐標系同一象限的條件為: (xi-xo)Psx>0, (yi-yo)Psy>0。 終點判別的條件表達式為: (xi-xe)Sx>0, (yi-ye)Sy>0。
在插補開始時,首先檢查插補點與插補終點間距離是遞減還是遞增,這一過程只需比較大小,不需求出具體值,即只需進行符號判斷[4]。
在圓弧插補終點快速判別方法中,判別終點和象限所用的變量Sx,Sy,Psx與Psy的計算均為離線計算,在插補開始前計算好,由其表達式可知,在插補過程中它們的值不變。實時計算的值是象限判別式的計算,因為在插補過程中要時時判別插補點與插補終點是否到達同一象限,從而判斷是否進行終點判別。
4 誤差分析
數據采樣插補算法得出的不是進給脈沖,而是用二進制表示的進給量,也就是在下一插補周期中,輪廓曲線上的進給段在各坐標軸上的分矢量。計算機定時對坐標的實際位置進行采樣,采樣數據與指令位置進行比較,得出位置誤差,再根據位置誤差對伺服系統進行控制,達到消除誤差、使實際位置跟隨指令位置[5]。
在直線插補過程中,插補分割后的微小直線段與給定曲線是重合的(給定輪廓曲線是直線),所以不存在輪廓誤差。實例假設在OXY平面中插補起始點坐標(2,0),終點坐標(5,3),插補步長l=0.1。在MatLAB中編程后插補仿真如圖4所示,仿真結果與理論軌跡無誤差。
時間分割圓弧插補法是用弦線代替圓弧插補,插補實例仿真結果如圖5所示。雖然插補點均在所需插補圓弧上,由于相鄰插補點之間是直線進給逼近,所以插補過程中仍會產生徑向誤差。

圖4 直線插補運行軌跡與理論軌跡

圖5 圓弧插補理論與實際軌跡



圖6 時間分割圓弧插補誤差

其中:F—進給速度;T—插補周期。由式(4)可知,徑向誤差 與插補周期 、插補圓弧半徑 和進給速度 有關。在一臺確定的數控機床中,允許的插補誤差是確定的,它小于機床的分辨率,即小于一個脈沖當量[6]。因此,在誤差確定的基礎上,可以通過平衡進給速度和插補周期的關系以實現所優先考慮的插補參數。值得一提的是,插補周期的選擇還要受計算機運算速度的限制,插補周期應大于插補運算時間和完成其他如顯示等任務所用時間之和。在實際應用中可據此根據要求合理設計插補參數,以期達到理想中的效果。
5 結論
針對所研究打磨機課題,對數控系統中關鍵環節插補算法的設計進行了研究。根據打磨機系統的半閉環交流伺服系統要求,插補方法選擇了數據采樣插補算法,對該算法的原理、插補過象限問題、終點判別及誤差分析進行了研究,通過在MatLAB中編程仿真驗證,證實了所采用算法的正確性及實現過程的可行性。從而為后續插補軟件的設計提供了參考。
[1]李恩林.數控系統插補原理通論[M].國防工業出版社,2008.
[2]孔德彭,張國平,等.基于圓弧插補的時間分割插補算法改進[J].機械與電子,2010,2.
[3]林本杰,石川,張輝,等.圓弧插補終點判斷方法研究[J].制造技術與機床,2007,6.
[4]張吉堂.現代數控原理及控制系統[M].國防工業出版社,2009.
[5]伍胡平,周亞軍.數據采樣插補算法的研究[J].組合機床與自動化加工技術,2008,9.
[6]陳東海,牛景麗,劉進錢.CNC系統數據采樣插補的新算法[J].制造業自動化,2009,9.
