柴油機(jī)活塞環(huán)槽的加工工藝研究
2013-05-05 07:27:36徐建兵王光軍汪洋
船電技術(shù) 2013年10期
關(guān)鍵詞:工藝
徐建兵,王光軍,汪洋
?
柴油機(jī)活塞環(huán)槽的加工工藝研究
徐建兵,王光軍,汪洋
(武漢船用電力推進(jìn)裝置研究所,武漢 430064)
通過對(duì)某船用柴油機(jī)活塞環(huán)槽的結(jié)構(gòu)特點(diǎn)及加工難點(diǎn)的分析,介紹了該活塞環(huán)槽加工的裝夾方法,并通過工藝試驗(yàn)制定了經(jīng)濟(jì)、可行、穩(wěn)定的活塞環(huán)槽加工工藝,較好地解決了活塞加工中環(huán)槽不合格率較高的問題。
活塞環(huán)槽 裝夾方法 加工工藝
0 引言
活塞是發(fā)動(dòng)機(jī)的“心臟”,承受交變的機(jī)械負(fù)荷和熱負(fù)荷,是發(fā)動(dòng)機(jī)中工作條件最惡劣的關(guān)鍵零部件之一[1]。活塞的功用是承受氣體壓力并通過活塞銷傳給連桿驅(qū)使曲軸旋轉(zhuǎn),由于活塞在高溫、高壓、高速、潤(rùn)滑不良的條件下工作[2],活塞的加工質(zhì)量直接影響著發(fā)動(dòng)機(jī)工作的穩(wěn)定和壽命。活塞環(huán)槽用于安裝活塞環(huán),在發(fā)動(dòng)機(jī)工作時(shí)決定著活塞環(huán)密封和調(diào)節(jié)機(jī)油的作用,其加工質(zhì)量的好壞決定著整個(gè)活塞的品質(zhì)。
1 柴油機(jī)活塞環(huán)槽的特點(diǎn)以及工藝難點(diǎn)分析
某船用柴油機(jī)活塞的零件結(jié)構(gòu)簡(jiǎn)圖如圖1所示,活塞材質(zhì)為硅鋁合金(ZL108),該型活塞上需加工6個(gè)環(huán)槽(如圖1中B1-B6位置),環(huán)槽的公差范圍0~+0.02mm,環(huán)槽的表面粗糙度Ra1.25,環(huán)槽的垂直度0.03,圓跳度0.03,精度要求高。

圖1 某柴油發(fā)動(dòng)機(jī)活塞環(huán)槽示意簡(jiǎn)圖
按照先前的加工工藝進(jìn)行生產(chǎn),環(huán)槽加工的不合格率較高,占活塞不合格率的60%左右。不合格的環(huán)槽主要是尺寸精度和表面粗糙度不達(dá)標(biāo)。為確保環(huán)槽加工的尺寸精度以及表面粗糙度,需要采用散熱性好,刃部鋒利、刀面光滑的刀具進(jìn)行加工,同時(shí)改進(jìn)加工方法,調(diào)整環(huán)槽加工的加工余量和走刀次數(shù),確定加工時(shí)的主軸轉(zhuǎn)速、進(jìn)給量、背吃刀量。因此,有必要通過一定的工藝摸索和試驗(yàn),并對(duì)各項(xiàng)因素進(jìn)行分析比較,制定出一種滿足質(zhì)量要求,經(jīng)濟(jì)合理的活塞環(huán)槽加工方法。
2 裝夾方式的實(shí)現(xiàn)
由于活塞尺寸規(guī)格大、質(zhì)量大,表面尺寸精度和粗糙度要求高,因此在環(huán)槽加工時(shí),設(shè)計(jì)了專用的裝夾工具(見圖2)。裝夾時(shí),用止口盤與活塞端面定位,一個(gè)專用拉桿和受力筒通過活塞的銷孔和車床的主軸將活塞拉緊,另一端通過頂針固定。
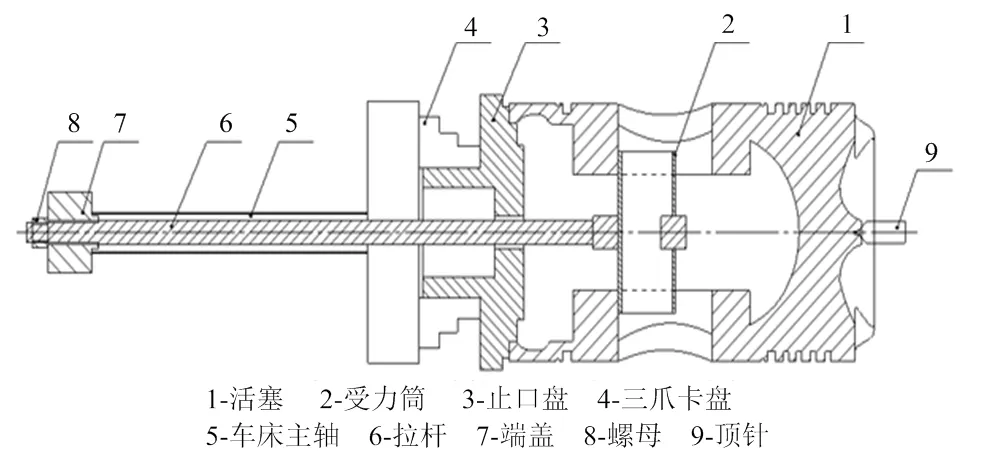
圖2 活塞環(huán)槽加工裝夾簡(jiǎn)圖
裝夾時(shí),先將止口盤用三爪卡盤夾緊,止口盤的臺(tái)階面在裝夾后經(jīng)過二次加工,以保證與車床主軸的同軸度,然后將活塞裝在止口盤上,活塞內(nèi)孔與止口盤的臺(tái)階面的配合間隙保證在0.05 mm以內(nèi),同時(shí)用拉桿借助受力筒將活塞拉緊,利用受力筒與活塞的銷孔受力來保證活塞安裝的夾緊力。同時(shí),利用頂針頂住頂針孔,將活塞的另一端固定。這樣活塞加工過程中既能保證與車床主軸的同軸度,又能保證得到較大的夾緊力,防止活塞自身的質(zhì)量不平衡和切削力產(chǎn)生的振動(dòng)。在后續(xù)加工中證實(shí),該裝夾方法很好地控制了活塞環(huán)槽加工時(shí)產(chǎn)生的跳動(dòng)誤差。
3 柴油機(jī)活塞環(huán)槽加工工藝的研究以及實(shí)施方案
3.1 刀具的選擇
在加工過程中,采用普通合金刀片,刀具磨損嚴(yán)重,容易產(chǎn)生積屑瘤(見圖3)。分析原因,由于活塞材質(zhì)為硅鋁合金,而硅鋁合金的硬度和耐磨性比其他鋁合金高,切削時(shí)刀具交替地切削軟的鋁基和硬的硅顆粒,使用普通刀具時(shí)很容易磨損并產(chǎn)生積屑瘤,使工件加工精度和表面粗糙度惡化[3]。

圖3 普通刀具加工失效
金剛石刀具具有極高的硬度和耐磨性、低摩擦系數(shù)、高彈性模量、高熱導(dǎo)、低膨脹系數(shù),以及與非鐵金屬親和力小等優(yōu)點(diǎn),非常適用于活塞硅鋁合金的加工[4]。結(jié)合刀具的使用經(jīng)驗(yàn),在加工時(shí)采用焊接式切刀,刀頭材料為人造聚晶金剛石復(fù)合片,刀體材料YG8。
3.2 加工方法的制定
合理選擇切削用量的原則是:粗加工時(shí),一般以提高生產(chǎn)效率為主,但也應(yīng)考慮經(jīng)濟(jì)性和加工成本;半精加工和精加工時(shí),應(yīng)在保證加工質(zhì)量的前提下,兼顧切削效率、經(jīng)濟(jì)性和加工成本[5]。加工工藝過程如表1所示。
表1 活塞環(huán)槽加工工藝過程

半精加工和精加工采用一次裝夾完成,只是使用的刀具不同,其中,將精加工后磨損的刀具降級(jí)為半精加工時(shí)使用。通過換刀架自動(dòng)換刀,既保證加工的質(zhì)量,又最大限度的提高了刀具的使用率。
3.3 精加工工藝參數(shù)的試驗(yàn)及確認(rèn)
3.3.1試驗(yàn)方法
試驗(yàn)的目的是通過正交實(shí)驗(yàn)法,找出最佳加工參數(shù)組合,達(dá)到以較低成本,同時(shí)滿足降低表面粗糙度和提高加工精度的要求。
由于活塞質(zhì)量和尺寸規(guī)格比較大,出于安全考慮,主軸轉(zhuǎn)速≤ 600 r/min。通過以往的試驗(yàn)資料和經(jīng)驗(yàn),確定試驗(yàn)時(shí)的主軸轉(zhuǎn)速S分別為300、400、500 r/min;進(jìn)給量分別為0.08,0.12,0.18 mm/r;背吃刀量a分別為0.2、0.1、0.05 mm。
3.3.2試驗(yàn)結(jié)果與分析
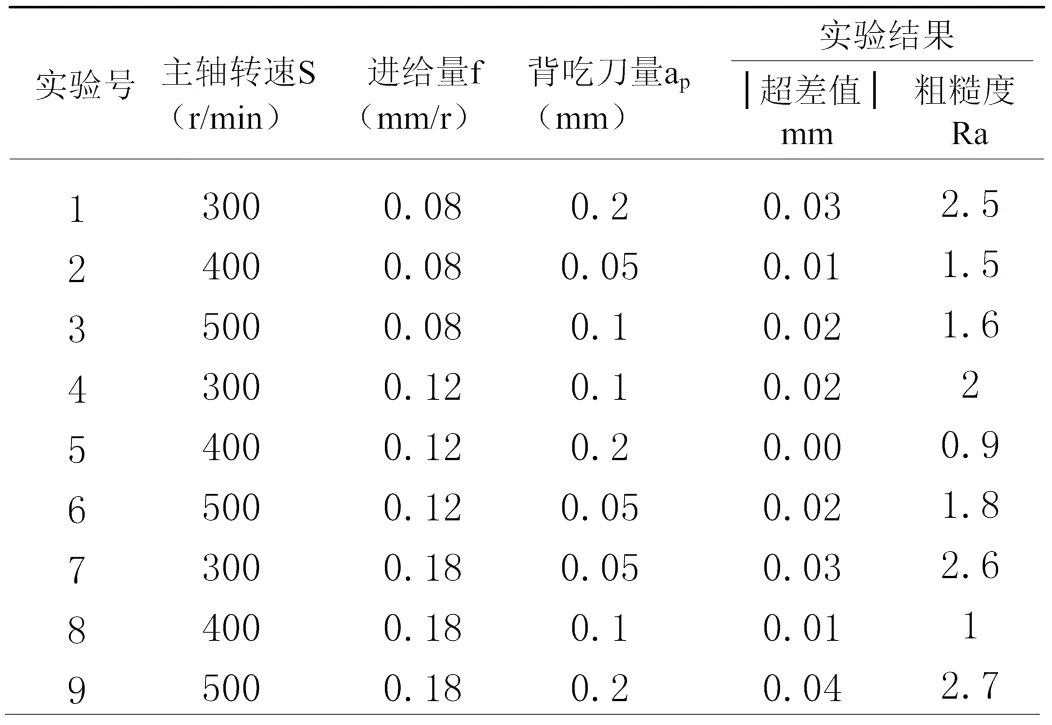
通過對(duì)活塞環(huán)槽加工的工藝試驗(yàn),得到主軸轉(zhuǎn)速、進(jìn)給量、背吃刀量三者之間與公差值與表面粗糙度的數(shù)據(jù)對(duì)比,表2為實(shí)驗(yàn)的L9(34)正交表。
通過對(duì)表2中試驗(yàn)數(shù)據(jù)的分析,得出以下結(jié)論:
1)影響環(huán)槽精度和表面粗糙度的因素重要程度的次序均為主軸轉(zhuǎn)速>進(jìn)給量>背吃刀量;
2)正交實(shí)驗(yàn)結(jié)果分析表明:表2中第五組加工工藝參數(shù)較為理想,但通過試驗(yàn)數(shù)據(jù)位級(jí)之和分析,在背吃刀量a為0.1 mm時(shí),能得到較好的效果;
3)對(duì)位級(jí)之和分析的參數(shù)組合(主軸轉(zhuǎn)速400 r/min;進(jìn)給量0.12 mm/r;背吃刀量0.1 mm)進(jìn)行驗(yàn)證試驗(yàn),得到公差滿足要求,粗糙度Ra0.7的實(shí)驗(yàn)結(jié)果,優(yōu)于第五組試驗(yàn)的工藝參數(shù)。
表2 活塞環(huán)槽加工的工藝試驗(yàn)表
4 結(jié)束語(yǔ)
通過對(duì)活塞環(huán)槽加工工藝的研究,在進(jìn)行工藝試驗(yàn)的基礎(chǔ)上,對(duì)試驗(yàn)數(shù)據(jù)統(tǒng)計(jì)分析后,得出經(jīng)濟(jì)、可行、穩(wěn)定的活塞環(huán)槽加工工藝,較好地解決了活塞加工中環(huán)槽不合格率較高的問題,取得了良好的效果,對(duì)同類的產(chǎn)品加工也提供了寶貴的經(jīng)驗(yàn)。
[1] 丁其國(guó). 活塞環(huán)材料、工藝及潤(rùn)滑狀態(tài)分析[J]. 內(nèi)燃機(jī)與配件, 2010. 11: 26-27.
[2] 高暉等. 基于ANSYS活塞頭部的可靠性分析[J]. 農(nóng)業(yè)裝備與車輛工程, 2011. 3(236): 15-17.
[3] 張寶國(guó). 超硬刀具刃磨對(duì)鋁硅合金活塞加工的影響[J]. 現(xiàn)代零部件, 2011. 9: 72-73.
[4] 艾興. 高速切削加工技術(shù)[M]. 北京: 國(guó)防工業(yè)出版社, 2003.
[5] 陳宏鈞主編. 機(jī)械加工工藝設(shè)計(jì)員手冊(cè)[M]. 北京: 機(jī)械工業(yè)出版社, 2009.
Research on Processing Technology of Diesel Engine’s Piston Ring Groove
Xu Jianbing, Wang Guangjun, Wang Yang
(Wuhan Institute of Marine Electric Propulsion, Wuhan 430064, China)
TP273
A
1003-4862(2013)10-0045-02
2012-11-14
徐建兵(1981-),男,碩士研究生。研究方向:機(jī)電產(chǎn)品的設(shè)計(jì)與制造。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52