天然金剛石晶體的真空熱化學腐蝕工藝
2013-03-28 12:42:20宗文俊李增強胡振江苑世劍
哈爾濱工業大學學報 2013年3期
宗文俊,李增強,胡振江,孫 濤,苑世劍
(1.哈爾濱工業大學 機電工程學院 150001 哈爾濱;2.哈爾濱工業大學 材料科學與工程學院,150001 哈爾濱)
天然金剛石晶體以硬度高、耐磨損、化學惰性良好等特性而廣泛用作超精密切削加工的刀具材料.但對于精度要求嚴格的切削加工應用場合,刀具的耐磨損性能(使用壽命)還需特殊考慮.隨著人們逐步深入認識天然金剛石晶體的物理、力學性能,若不考慮冷卻液(氣)、振動輔助、低溫和表面改性等切削工藝措施,天然金剛石晶體篩選法、晶面優選法和晶體表面工藝損傷層消除法是提高刀具耐磨損性能的有效方法.
天然金剛石晶體是各向異性特征明顯的材料,用X射線從不同角度照射晶體表面,會出現不同的衍射圖案,而根據不同晶面的特征圖案即可選擇合適的晶面.D.L.Decker等[1]提出了 X射線預選晶面的方法,并采用掃描和透射電子顯微鏡對刀具質量和使用進行跟蹤、對比.袁哲俊等[2]亦提出了近似原理的天然金剛石晶體的激光晶面定向方法.N.Ikawa等[3-4]提出了基于赫茲壓痕實驗并結合紅外吸收(infrared absorption,IRA)和電子自旋共振技術(electron spin resonance,ESR)來篩選天然金剛石晶體.他們認為IRA和ESR值越小,金剛石晶體表面的壓痕微硬度越高,刀具耐磨損性能也越佳.利用上述晶面預選法,有學者又進一步提出了基于摩擦系數的晶面優選法[5]和基于切削實驗的逆向優選晶面方法[6-8].W.J.Zong 等[9]提出了基于天然金剛石晶體動態微觀抗拉強度的晶面篩選方法,并建立了刀具耐磨損性能的各向異性評價因子,即晶體表面的強度越高或評價因子越大,刀具的耐磨損性能越佳.
與上述方法有所不同,有學者從天然金剛石刀具刃磨工藝環節入手,提出了天然金剛石晶體表層工藝損傷層消除方法.如M.Frederick等[10]提出了基于真空等離子物理氣相沉積氧化硅鍍層的化學拋光方法處理天然金剛石晶體或刀具表面.J.Haisma 等[11]則提出了基于金剛石微磨粒和納米硅土粉混合磨料的無損傷機械化學拋光法.近來,N.Furushiro等[12]又提出了大氣條件下的銅盤加溫拋光方法,可有效去除刃磨工藝導入天然金剛石晶體表面的損傷層,減少微裂紋等缺陷,從而提高刀具耐磨損性能.
本文則首次提出了基于納米氧化銅的天然金剛石晶體真空熱化學腐蝕原創工藝,可有效去除或修復機械刃磨工藝環節導入晶體表面的損傷層,使晶體表面微硬度和彈性模量恢復到固有值.作為機械刃磨工藝的后置處理方法,從而可為天然金剛石刀具的使用壽命延長提供一種全新的技術手段.
1 真空熱化學加工原理
金剛石是由碳元素組成的sp3雜化晶體材料,最表層碳原子化學吸附氫原子,所以金剛石晶體的表層原子十分穩定,其化學惰性非常好.但是,當金剛石晶體和一些含有未配對自由電子的金屬材料接觸時,如鐵、鈷、鎳、鈦、釩等,加溫催化下金剛石晶體的表層碳原子會發生石墨化、從晶胞中分離,并擴散到金屬材料基體與未配對自由電子發生中和反應,之后瞬間分解、重團聚或形成碳化物.而金、銅、鋁、鋅、硅等不含未配對自由電子的材料,加溫催化下不會使金剛石晶體發生石墨化[13].受此啟發,若尋找一種不含未配對自由電子的氧化物,在高溫作用下使其與金剛石晶體接觸發生氧化與還原反應,則可實現緩慢腐蝕金剛石晶體表層材料的目的.
納米氧化銅是一種金屬弱氧化物,具有表面比高、化學活性好等優良特性.在加溫催化條件下,納米氧化銅對金剛石晶體表層氫原子具有較好的化學解吸附能力[14],由此打開金剛石晶體的碳懸鍵,使其處于亞穩定狀態.同時在真空加熱催化作用下,納米氧化銅與金剛石晶體碳原子又會發生氧化與還原反應,碳原子氧化生成氣體被排出,而由金剛石碳原子置換生成的金屬銅既不會催化金剛石碳原子發生石墨化,也不會使金剛石碳原子發生物理擴散.整個過程涉及的化學反應方程如下:

此外,金剛石晶體的真空加溫退火處理技術是近年來的研究熱點[15-16].A.Reznik 等[17]的研究成果表明,當金剛石晶體表層碳原子受損時,加溫到200~1 200℃進行退火處理,即可修復受損的碳懸鍵,重新形成金剛石sp3碳雜化結構.根據本文的研究思路,納米氧化銅在高溫催化作用下對金剛石表面化學吸附的氫原子進行解吸附,然后進一步發生氧化與還原反應.若把真空環境下的溫度控制到200℃左右,完成解吸附氫原子的金剛石表層受損碳原子,在被腐蝕過程中還同時發生退火處理,即受損的非金剛石碳原子重組、修復回金剛石碳結構.
綜上可知,本文提出的基于納米氧化銅的天然金剛石晶體真空熱化學腐蝕工藝,其加工機理主要包括金剛石晶體表層氫原子的化學解吸附、碳原子的氧化與還原反應,同時還伴有表層碳原子的重組、修復過程.
2 實驗條件
天然金剛石晶體真空熱化學腐蝕處理工藝在國產高溫實驗真空爐內進行,其系統原理圖如圖1所示.該實驗真空爐最高溫度可達1 320℃,極限真空度為5×10-4Pa,壓升率為0.5 Pa/h.納米氧化銅顆粒形狀為球形,顆粒直徑<100 nm.實驗用天然金剛石晶體如圖2所示,進行真空熱化學腐蝕前,采用機械刃磨工藝對晶體表面進行了預處理,其原子顯微鏡掃描的表面微觀形貌如圖2放大部分所示.
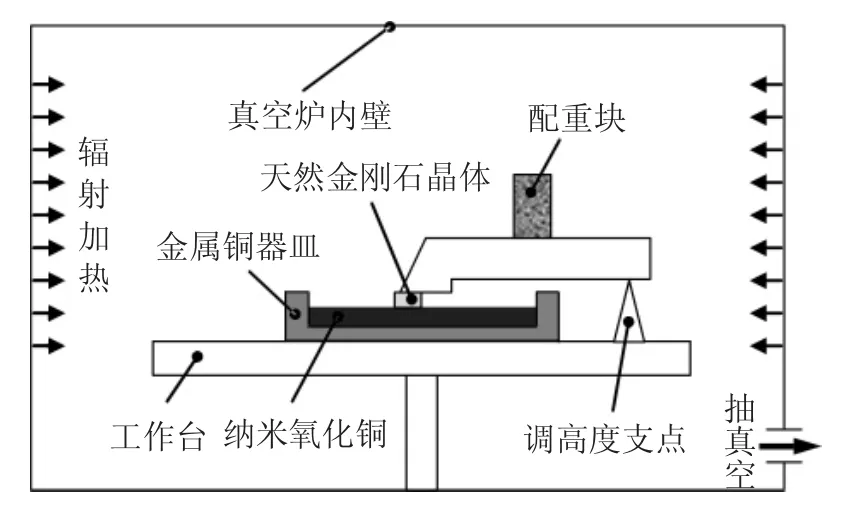
圖1 天然金剛石晶體真空熱化學腐蝕工藝系統原理圖
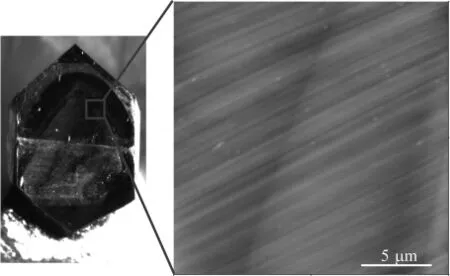
圖2 機械刃磨工藝預處理后的天然金剛石晶體表面
天然金剛石晶體的真空熱處理工藝參數如表1所示,在圖2所示單一實驗樣件上共進行兩組實驗:第1組最高溫度100℃;第2組最高溫度200℃,其中第2組的真空爐溫自然冷卻到150℃前保持工作真空度.

表1 天然金剛石晶體的真空熱化學腐蝕工藝實驗參數
第1組共有連續6次實驗,每次處理的最高溫度保溫時間為1 h,實驗完成后先用丙酮把金剛石晶體表面擦拭干凈,然后采用Nanoscope III a原子力顯微鏡測量晶體表面粗糙度Ra.第1組實驗完成后重新刃磨金剛石晶體表面進行第2組實驗,第2組共有連續3次實驗,每次處理的最高溫度保溫時間為2 h,實驗完成后的金剛石晶體表面也用丙酮擦拭干凈,測量表面粗糙度后采用納米壓痕儀Nano-Indenter XP測量晶體表面的微硬度H和彈性模量E,測量時壓痕深度都控制在180~220 nm.
3 實驗結果與討論
第1組實驗數據如圖3所示.從圖3中可看出,隨著腐蝕時間的增加,天然金剛石晶體的表面粗糙度Ra呈逐漸下降趨勢.初始狀態的表面粗糙度為Ra 2.5 nm,經過6 h熱腐蝕后,表面粗糙度減小到了Ra 1.3 nm左右.這是因為天然金剛石晶體在機械刃磨預處理過程中,表層材料經歷脆塑轉變后被金剛石磨粒以塑性方式磨削掉[18],故其表面殘留大量由金剛石磨粒刻畫形成的納米塑性溝槽,如圖2所示.金剛石磨粒機械作用過程中,必然會切斷大量C—C共價鍵,由此破壞金剛石表層材料的晶體結構,形成非金剛石層,即晶體表面損傷層.顯然,這種損傷的嚴重程度從納米塑性溝槽頂端向晶體材料內部遞減.而機械刃磨產生的非金剛石C—C鍵強度必然低于金剛石晶體的C—C鍵強度,所以在真空熱化學腐蝕過程中,一旦晶體表層的氫原子被化學解吸附后,這些強度較弱的受損碳原子氧化率就相應較高,從而使得天然金剛石晶體表面呈現微弱的平坦化趨勢,腐蝕6 h后的原子力顯微鏡成像表面微觀形貌如圖4所示,表面腐蝕痕跡清晰可見.
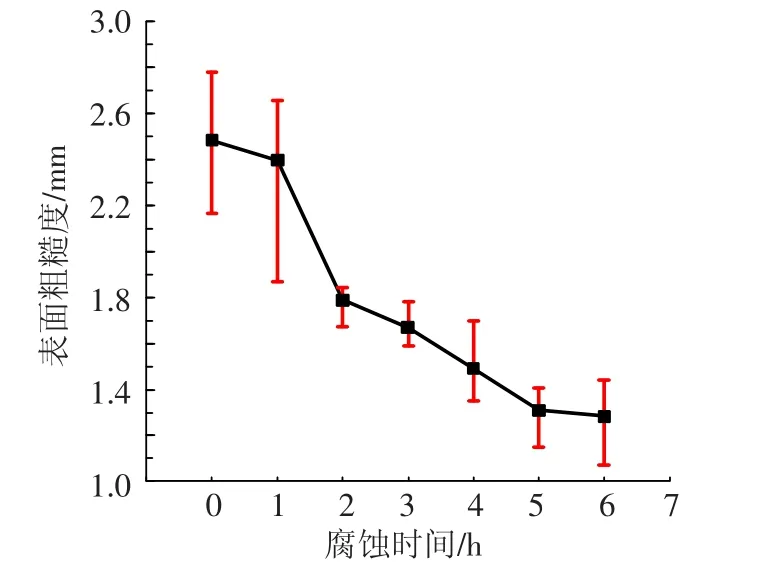
圖3 天然金剛石晶體真空熱化學腐蝕后的表面粗糙度隨腐蝕時間變化規律

圖4 天然金剛石晶體真空熱化學腐蝕6 h后的表面微觀形貌
為驗證200℃真空環境下的退火修復作用與效果,在未使用納米氧化銅粉末介質的情況下用第2組熱處理工藝參數進行了驗證實驗,結果如圖5所示.圖5中曲線A為機械刃磨后未熱處理的天然金剛石晶體表面微硬度隨壓痕深度變化情況,曲線B為無納米氧化銅下200℃的真空退火修復2 h后天然金剛石晶體表面微硬度隨壓痕深度變化情況,曲線C為機械刃磨后在200℃下真空熱化學腐蝕2 h的天然金剛石晶體表面微硬度隨壓痕深度變化情況.對比曲線A和曲線B可知,經過無納米氧化銅下200℃的真空修復作用,天然金剛石晶體表層的微硬度出現了明顯的變化,在5 nm的壓痕深度內,最大表面微硬度提高到了33 GPa左右.對比曲線B和曲線C可知,經過2 h的真空熱化學腐蝕,在5 nm壓痕深度內,天然金剛石晶體表面微硬度提高的更明顯,最大微硬度達到了68 GPa左右.顯然,在納米氧化銅的催化作用下,真空熱化學腐蝕過程中天然金剛石晶體表面受損碳原子經歷氧化、還原反應,以及退火修復作用后,其表面微硬度改善效果最佳.
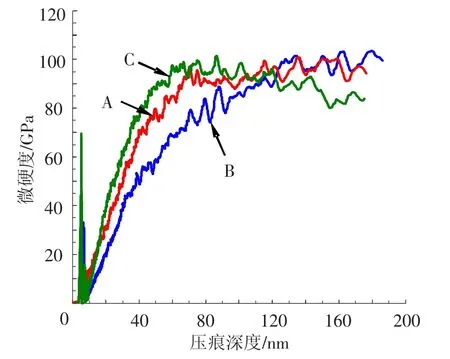
圖5 天然金剛石晶體表面微硬度隨壓痕深度變化趨勢
天然金剛石晶體真空熱化學腐蝕的第2組實驗數據如表2和圖6所示,其中表2是金剛石晶體表面粗糙度Ra、微硬度極值和相對應的壓痕深度,圖6則是壓痕深度為30 nm時的金剛石晶體表面微硬度H和彈性模量E.
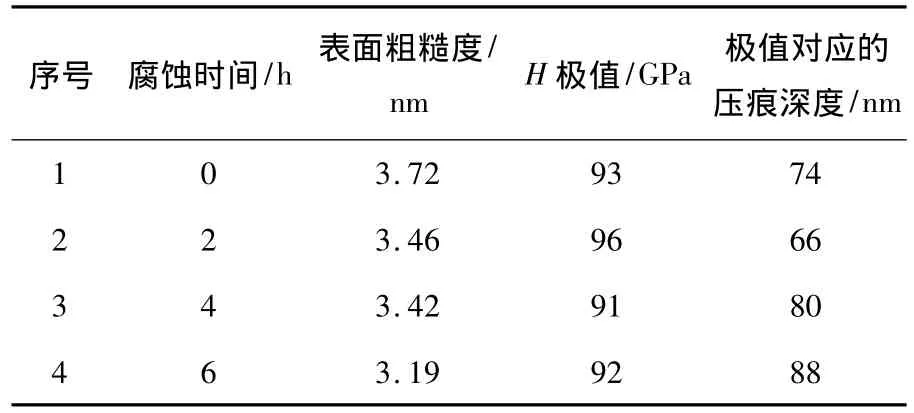
表2 不同腐蝕時間下的天然金剛石晶體表面微硬度極值與極值對應的壓痕深度
從圖5已知,隨著壓痕深度的增加,天然金剛石晶體表面微硬度也逐漸增加,當壓痕深度超過某一臨界值后,微硬度不再上升而趨于穩定,即達到其極值或固有值.從表2則可看出金剛石晶體表面粗糙度隨處理時間的增加亦呈現出微弱的減小趨勢,即表面也發生平坦化現象.同時,當壓痕深度超過臨界值后,微硬度也達到極值.盡管天然金剛石晶體經過不同時間的真空熱化學腐蝕,但晶體表面的微硬度極值具有很好的一致性,所不同的是極值所對應的壓痕深度.當腐蝕時間為0 h時,極值對應的壓痕深度為74 nm,經過2 h真空熱化學腐蝕,極值的壓痕深度降到了66 nm.隨著腐蝕時間的進一步增加,極值對應的壓痕深度變化趨勢出現了逆轉,向逐漸增大的方向發展.上述變化趨勢說明,在200℃的真空環境下,因納米氧化銅的催化作用,金剛石晶體表層受損碳原子與納米氧化銅發生氧化、還原反應,同時伴隨受損碳原子的退火修復,在熱處理2 h后,金剛石晶體表層外露的碳原子已基本處于較完美的sp3雜化結構,所以微硬度極值對應的壓痕深度達到最小.而當腐蝕時間超過2 h后,金剛石晶體表面的受損碳原子已經很少或不存在的情況下,若繼續增加腐蝕時間,反而在氧化、還原和退火修復作用下破壞了已經較完好金剛石晶體表層碳原子結構,從而形成新的非金剛石碳原子損傷層.為了進一步驗證上述實驗現象,本文對30 nm壓痕深度下的彈性模量和微硬度進行了采樣對比,如圖6所示.
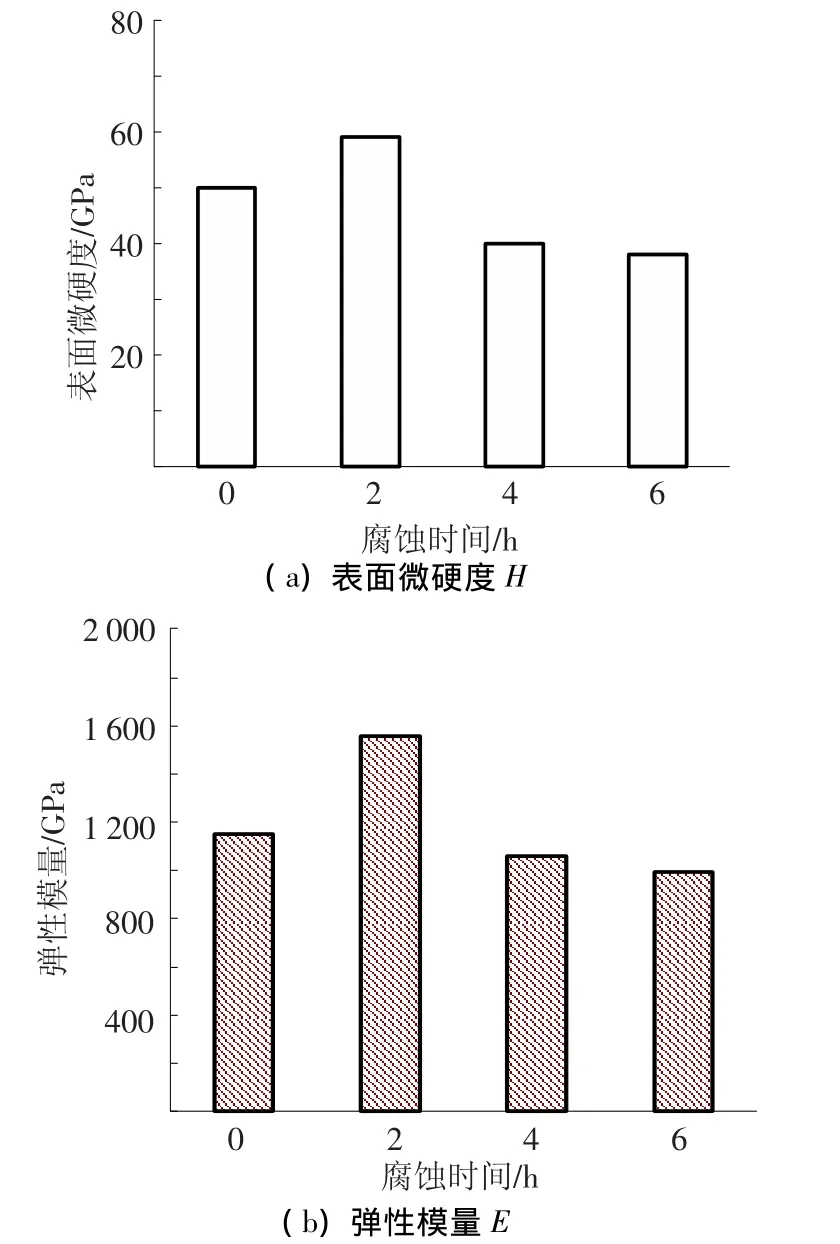
圖6 天然金剛石晶體表面30 nm壓痕深度下的微硬度H和彈性模量E
從圖6(a)、(b)可同時看出,腐蝕時間為2 h的天然金剛石晶體表面,其30 nm壓痕深度下的微硬度H和彈性模量E都處于最大值.這也間接證明了,經過2 h的真空熱化學處理,天然金剛石晶體表面處于最完美狀態,亦即表面微硬度和彈性模量最接近天然金剛石晶體的固有值.腐蝕時間超過2 h后,因參與氧化、還原反應的已經是外露的無損傷金剛石碳原子,所以真空熱化學處理過程反而重新破壞了晶體表面的金剛石碳原子層,由此產生了新的損傷層,結果導致表面微硬度和彈性模量都相應降低.
4 結論
1)當真空熱化學處理的溫度為100℃時,天然金剛石晶體表面受損碳原子與納米氧化銅發生氧化、還原反應,而金剛石晶體表面受損嚴重的部位,其碳原子的氧化率相應較高.因此在熱化學處理過程中,天然金剛石晶體表面呈現微弱的平坦化趨勢.
2)當真空熱化學處理的溫度為200℃時,最佳腐蝕時間為2 h.天然金剛石晶體表層受損碳原子與納米氧化銅經歷氧化、還原作用,同時伴隨受損碳原子的退火修復作用,熱腐蝕2 h后,金剛石晶體表層外露的碳原子已基本處于較完美的sp3雜化結構,因此天然金剛石晶體表面30 nm壓痕深度下的微硬度和彈性模量最大.
[1] DECKER D L,HURT H H,DANCY J H,et al.Preselection ofdiamond single-pointtools[J].Proceedings of SPIE,1984,508:132-139.
[2]宋堅.金剛石刀具晶體定向技術的研究[J].航天工藝,1997(1):5-11.
[3]IKAWA N,SHIMADA S,TSUWA H.Non-destructive strength evaluation ofdiamond forultra-precision cutting tool[J].Annals of the CIRP,1985,34(1):117-120.
[4]YAMAGUCHI T,HIGUCHI M,SHIMADA S,et al.Scientific screening of raw diamond for an ultraprecision cutting tool with high durability[J].Annals of the CIRP,2006,55(1):71-74.
[5]YUAN Z J,HE J C,YAO Y X.The optimum crystal plane of natural diamond tool for precision machining[J].Annals of the CIRP,1992,41(1):605-608.
[6]UEGAMI K,JANG K K,TAMAMURA K,et al.Study on lapping of diamond tool(2nd report)-Cutting behaviors on single crystal diamond tools of various kinds of crystallographic orientation[J].Journal of the Japan Society for Precision Engineering(J),1990,56(6):1039-1045.
[7]周明,袁哲俊.金剛石刀具晶面選擇對切削過程及耐用度影響[J].哈爾濱工業大學學報,1999,31(4):76-79.
[8]UDDIN S M,SEAH K H W,LI X P,et al.Effect of crystallographic orientation on wear of diamond tools for nano-scale ductile cutting of silicon[J].Wear,2004,257(7/8):751-759.
[9]ZONG W J,LI Z Q,SUN T,et al.Analysis for the wear resistance anisotropy of diamond cutting tools in theory and experiment[J]. JournalofMaterials Processing Technology,2010,210(6/7):858 -867.
[10]FREDERICK M.Atomic machining of diamond tools[J].American Machinist,1990(3):49 -52.
[11]HAISMA J,Van Der KRUIS F J H M,SPIERINGS B A C M,et al.Damage-free tribochemical polishing of diamond at room temperature:a polishing technology[J].Precision Engineering,1992,14(1):20 -27.
[12]FURUSHIRO N,HIGUCHI M,YAMAGUCHI T,et al.Polishing of single point diamond tool based on thermochemical reaction with copper[J]. Precision Engineering,2009,33(4):486-491.
[13]PAUL E D,EVANS C J,MANGAMELLI A,et al.Chemical aspects of tool wear in single point diamond turning[J].Precision Engineering,1996,18(1):4 -19.
[14]UEMURA M.An analysis of the catalysis of Fe,Ni or Co on the wear ofdiamonds[J]. Tribology International,2004,37(11/12):887 -892.
[15]IAKOUBOVSKII K,KIFLAWI I,JOHNSTON K,et al.Annealing of vacancies and interstitials in diamond[J].Physica B:Condensed Matter,2003,340-342:67-75.
[16]KUMARAGURUBARAN S,YAMADA T,SHIKATA S.Vacuum-annealing induced band bending in phosphorus-doped(111)diamond[J].Diamond and Related Materials,2008,17(11):1969-1971.
[17]REZNIK A,RICHTER V,KALISH R.The rearrangement of broken bonds in damaged diamond-Graphitization versus annealing back to diamond[J].Diamond and Related Materials,1998,7(2/5):317-321.
[18]ZONG W J,LI D,CHENG K,et al.The material removal mechanism in mechanical lapping of diamond cutting tools[J].International Journal of Machine Tools and Manufacture,2005,45(7/8):783-788.