擠壓鑄件的熱處理研究
2013-03-25 06:34:48鄭玲
機械工程師 2013年4期
鄭玲
(達州職業技術學院機械系,四川達州635001)
1 引言
擠壓鑄件廣泛應用于各種各樣的汽車、火車、飛機、摩托車、電動車、自行車等的制造行業,大大改善了人們的交通運輸生活。然而,熱處理在其中起到了關鍵性作用。那么,在擠壓鑄件的熱處理中我們應注意些什么呢?本文就擠壓鑄件的熱處理展開進行了研究。
2 熱處理
熱處理過程中,將某些需要的金屬提高到預定的溫度,維持這個溫度不變一段時間后,以需要的速度降溫,因而其中的形狀結構性能特點得到我們想要的物理特性、化學特征、生物特點、工藝需要等。
熱處理技術可以改變工具的工作性能,將每一份鑄件的材料性能發揮到極致,以此來延長鑄件的壽命。工業的發展更是需要鑄件材料具有耐高溫、耐磨損、耐伸縮、耐擊打等特性,只有經過特殊的熱處理方能得到這些材料性能。
3 擠壓鑄件的熱處理
擠壓鑄件是通過擠壓鑄造得到的優質機械鑄件。對澆灌成形液態金屬材料加以一定的壓力,將其從液態凝固為固態,并從中獲得大量的分子能量,就可以進行熱處理了。下面主要介紹擠壓鑄件熱處理的研究情況。
3.1 Al-Si合金熱處理
(1)從熱處理前后的顯微比較中,會發現熱處理前的組織是分散不成形的,根本就沒有一個基本的形狀呈現,反而顯得組織粗大;但是通過熱處理之后,組織顯然是均勻分布于整個鑄件,幾乎沒有存在任何細縫。也就是說,經過熱處理的Al-Si合金內部的組織結構已經發生了改變,變得更加密實。
(2)從熱處理前后的斷口樣貌對比可見,熱處理前,疊面層較多,微觀表面不平坦,呈波浪狀,沒有韌性,很容易斷裂。經過熱處理后,表面平坦,韌性增大,很少發生脆性斷裂情況,但是同時也存在韌性斷裂的威脅。熱處理后的擠壓鑄件可承受206.2MPa的拉力壓強,大大超過了未經過熱處理的最大限度,增加了4.5%左右的能量分子,有效增大了強度。
(3)熱處理讓Al-Si的強度大大提升,穩定度、合金塑性、延伸長度等均有提升。
T6熱處理前后合金顯微組織如圖1,T6熱處理前后合金斷口形貌如圖2。
3.2 液態與半固態A380鋁合金
(1)顯微組織的對比。液態A380鋁合金呈現小小的樹枝晶體鋪滿整個平面,狹長而纖細。而中間有些較其較大的洞孔,直徑約為10~50μm。而半固態的整個圖案就是一朵正在盛開的薔薇花,密實的組織,狹小的空洞,就像一道厚厚的圍墻,阻止了外面氣體的進入,起到保護及防御的作用。成功進行熱處理后,狹小的洞孔瞬間增大,最大直徑可達200μm,最小直徑也不會低于50μm。而半固態的A380鋁合金卻還是維持著之前的桿狀形態,似乎沒有受到一點影響。之所以會出現這種情況,是因為485℃的高溫處理,半固態的A380鋁合金依然還是沒有進行材料溶解,根本沒辦法產生類似于液態結果中的孔洞。這也就是說,半固態的金屬能使用熱處理,而液態的技術則還需要繼續努力。
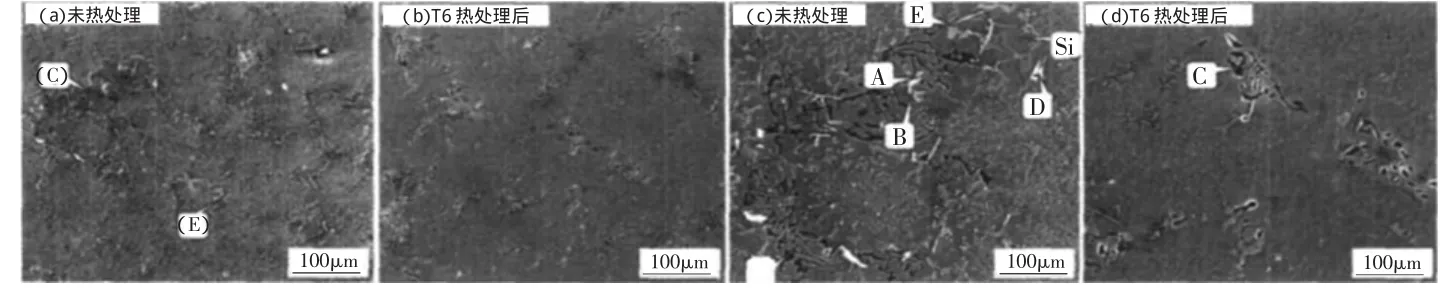
圖1 T6熱處理前后合金顯微組織
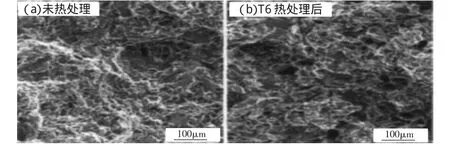
圖2 T6熱處理前后合金斷口形貌
(2)力學特征的對比。與液態的A380鋁合金相比,同樣狀態下的半固態鑄件的最高壓力數值降低2.48%、壓力平均數值降低3.9%、延長數值最長降低91.5%,平均延伸長度降低166.2%。液態下的物質呈流水形存在,沒有固定的形狀,也導致了松散、分布不均勻的缺陷;而半固態則因為粘稠性的存在,容易將周圍的物質結合,形成質地均勻、具有一定硬度的晶體組織,從而大大增加了物體的抗壓能力。但是在熱處理之后,液態的最大(平均)抗壓能力居然下降至236MPa,最大(平均)延伸長度更是降低了59.2%。而半固態的最大(平均)抗壓能力明顯上升到334MPa(與鍛鋁相同),最大(平均)延伸長度雖然呈現下降狀態,卻沒有液態的嚴重。原因是孔洞吸收了外界的氣體,導致內部空虛,從而導致液態A380鋁合金的力學特征發生巨大變化。
液態壓鑄及半固態壓鑄零件的顯微組織如圖3,液態壓鑄件及固態壓鑄件熱處理后顯微組織如圖4。
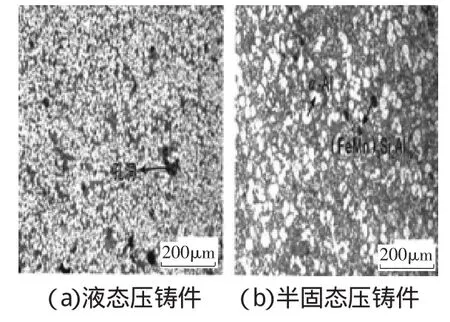
圖3 液態壓鑄及半固態壓鑄零件的顯微組織
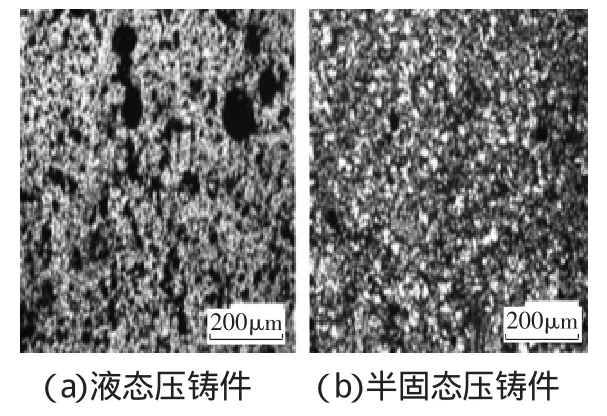
圖4 液態壓鑄件及固態壓鑄件熱處理后顯微組織
4 擠壓鑄件的熱處理后遺癥
熱處理對擠壓鑄件的應用性能起到關鍵性的作用。但稍有不慎,就會引起起泡缺陷。
4.1 起泡的緣由
液態下的金屬材料由于孔洞的存在,容易吸入大量的氣體或容易分散的小分子雜料。就像液態下的Al-Si一樣,由于無法及時排除瞬間吸入的氣體,而導致孔洞膨脹,之后的熱處理更是把其外來物質壓制在金屬里面,熱脹成一個又一個的泡。
4.2 起泡的分類
熱處理的起泡往往跟工作方式、擠壓技術、模型特點有關。本文主要針對直接擠壓和間接擠壓的情況來分析防止起泡的辦法。
(1)直接擠壓鑄件的起泡。也就是液態金屬從下方的陷下去的模型中澆灌而入,再將物頭從上往下用力壓下來,從而提升物體內部的壓強。這種辦法使得金屬物質處于下方,其上都是斷裂的空氣。氣體比液體更易流動,因此空氣可以從兩側的縫隙排擠出去。排氣間隙的大小是關鍵問題,排氣間隙過小,則氣體排擠速度慢,容易造成堵塞問題;排氣間隙過大,則氣體排擠過快,造成金屬液體也一起被排出去。因此我們必須根據氣體量來確定排氣間隙:H7/e8、H7/d8(鑄件為鋁、鎂合金),物頭由閉合處到底部的高度則為20~50mm。當然也可以在物頭或其棒長面加上一些深0.05~0.1mm、寬10~30mm的槽來增大物體內部的排氣速度。
(2)間接擠壓鑄件的起泡。與直接擠壓鑄造的方法相比,會發現間接擠壓鑄造中的金屬流動距離更長,而且由于模具形狀更復雜多樣,導致起泡的處理難度更大。然而,直接擠壓鑄造的方法為從上面壓向下面,間接擠壓鑄造的方法為從下面壓向上面,且間接擠壓鑄造物口寬度、金屬液體流道的寬度更大,因而間接擠壓鑄造中金屬流液的速度大大提高,所以出現起泡缺陷的幾率大大降低。
同時,液態金屬的流線速度控制也很關鍵。當物頭擠壓頻率過快,液態金屬流動速度也隨之加快,則會導致金屬液體出現漩渦,將外界氣體帶入其中,引起起泡的現象產生;但是物頭擠壓頻率過慢,則會使金屬流液產生凝固狀態而呈現充不滿的現象。所以,對于擠壓物頭的速度應控制在0.8m/s以下。根據實際情況,可以控制在0.1m/s的范圍內,或者控制在0.2~0.4m/s的“高速運動”范圍下。
還可以在模具的設計方面進行改進,如增大圓角的過渡,或增加通往模具內部的路線。
5 結論
對Al-Si合金熱處理后,合金的抗拉強度、塑性得到了充分提高,合金組織形貌發生了巨大改變。對半固態壓鑄件與液態壓鑄件進行熱處理,半固態壓鑄件的抗拉強度增大,液態壓鑄件的抗拉強度減小。同時,延伸率都呈現下降狀態,但半固態壓鑄件的下降幅度要比液態壓鑄件的更小。直接擠壓鑄件可以使用油劑涂料,處理好排氣的問題就可以正常進行熱處理。間接擠壓鑄件需要合理地設計排氣道寬度,嚴格按照標準控制金屬流液速度。
[1] 齊丕驤,齊霖.鋁合金擠壓鑄件缺陷概論[J].特種鑄造及有色合金,2001(壓鑄專刊):104-107.
[2] 余忠士,等.鋁合金半固態成形件固溶熱處理工藝優化研究[J].鑄造,2003,52(11):1078-1081.
[3] 羅繼湘,等.間接擠壓鑄件中冷夾層的形成機理研究[J].鑄造,2002,51(11):701-705.
[4] 余忠士,張梅,孫保良,等.常用鋁合金及其熱處理工藝[J].熱處理,2006,21(3):44-47.
