基于UG NX6.0/Post三軸數(shù)控銑床后處理
2013-03-17 01:15:54李立軍孫偉白衛(wèi)濤
機(jī)床與液壓 2013年16期
李立軍,孫偉,白衛(wèi)濤
(三峽大學(xué)機(jī)械與材料學(xué)院,湖北宜昌443000)
無論是哪一種CAM 軟件,其主要用途都是生成在機(jī)床上加工零件的刀具軌跡(簡(jiǎn)稱刀軌)。一般來說,CAM 軟件內(nèi)部產(chǎn)生的刀軌不能直接傳輸?shù)綑C(jī)床上進(jìn)行加工,因?yàn)闄C(jī)床的類型很多,每種類型的機(jī)床都有其獨(dú)特的硬件性能和要求,比如它可以有垂直或是水平的主軸,可以多軸聯(lián)動(dòng)等。此外,每種機(jī)床又受其控制器的控制,控制器接受刀路文件并指揮刀具的運(yùn)動(dòng)或其他的行為(比如冷卻液的開關(guān)),但控制器也無法接受這種未經(jīng)格式化的刀路文件,因此,刀路文件必須被修改成適合于不同機(jī)床/控制器的特定參數(shù),這種修改就是所謂的后處理[1]。
1 UG 后處理簡(jiǎn)介
UG 系統(tǒng)提供了一般性的后處理器程序——UG/Post,它使用UG 內(nèi)部刀軌數(shù)據(jù)作為輸入,經(jīng)后處理后輸出機(jī)床能夠識(shí)別的NC 代碼。UG/Post 有很強(qiáng)的用戶化能力,它能適應(yīng)從非常簡(jiǎn)單到任意復(fù)雜的機(jī)床及其控制系統(tǒng)的后處理。雖然UG 本身也自帶一些后處理文件,但處理出來的格式大多不符合要求(或者即使符合要求,但是與即將用來加工的機(jī)床和控制系統(tǒng)不配套),所以一般都需要根據(jù)實(shí)際情況自己定制或者到網(wǎng)上下載與機(jī)床系統(tǒng)相符的后處理。
2 UG 后處理一般流程[2]
UG 的后處理程序是UG/Post,它主要由事件生成器、事件處理器、定義文件和輸出文件等4 個(gè)元素組成,其工作過程大至如下:事件生成器從頭至尾掃描整個(gè)UG 刀具軌跡數(shù)據(jù),提取出每一個(gè)事件及其相關(guān)參數(shù)信息,并把它們傳遞給MOM 去處理;然后,MOM 傳送每一事件及其相關(guān)參數(shù)給用戶預(yù)先開發(fā)好的事件處理器,并由事件處理器根據(jù)本身的內(nèi)容來決定對(duì)每一事件如何進(jìn)行處理;接著事件處理器返回?cái)?shù)據(jù)給MOM 作為其輸出,MOM 讀取定義文件的內(nèi)容來決定輸出數(shù)據(jù)如何進(jìn)行格式化;最后,MOM 把格式化后的輸出數(shù)據(jù)寫入指定的輸出文件中。具體工作流程見圖1。
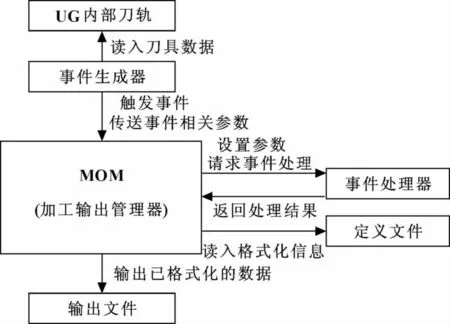
圖1 UG/post 的工作過程示意圖
3 基于UG 的三軸加工后處理
3.1 三維模型
以上表面為例,其三維模型如圖2所示。

圖2 三維模型
3.2 在UG 中生成的刀軌
因?yàn)閭?cè)壁粗加工時(shí)既有圓弧走刀,又有直線走刀(見圖3),所以以此為案例做三軸數(shù)控加工的后處理比較合適。
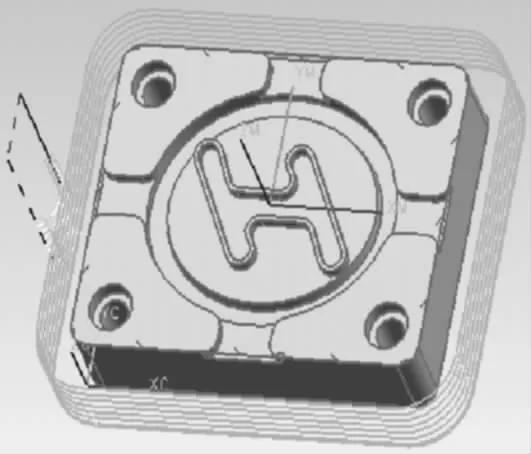
圖3 側(cè)壁粗加工
3.3 后處理的創(chuàng)建
(1)依次單擊“開始”→“所有程序”→“UGS NX6.0”→“加工工具”→“后處理構(gòu)造器”,彈出“UG/Post Builedr”對(duì)話框,再選擇“File”→“New”,創(chuàng)建一個(gè)名稱為“XD_ 30A_ 3Axis”的后處理器。如圖4所示,在“Post Output Unit”中選擇“Millimeters”,即公制;然后將“Machine Tool”選項(xiàng)選擇為“Mill”和“3-Axis”,即創(chuàng)建的后處理器是一臺(tái)3 軸銑床的后處理器;最后,也是至關(guān)重要的一步,選擇合適的控制系統(tǒng),因?yàn)榧庸ぴ摿慵捎玫氖荴D_ 30A_ 3Axis 三軸數(shù)控立式銑床,其控制系統(tǒng)為FANUC,所以“Controller”選擇為“Library”,再在其下拉菜單中選擇“fanuc_ 6M”[3]。
(2)輸入機(jī)床參數(shù)
根據(jù)XD_ 30A_ 3Axis 三軸數(shù)控立式銑床手冊(cè),將其相關(guān)參數(shù)輸入到建立的后處理器中。具體相關(guān)參數(shù)有各軸最大行程、最大進(jìn)給速率、重復(fù)定位精度,其中“Output Cirecular Record” 選項(xiàng)需選擇為“Yes”,即圓弧輸出為G02 或G03 逼近,如果選擇“No”,則為圓弧輸出G01 逼近,適合于粗加工。具體如圖4所示。

圖4 機(jī)床參數(shù)的選擇
(3)程序頭、自動(dòng)換刀、程序尾的設(shè)置[4]
①程序頭設(shè)置
選擇NX/Post Builder 的Program and Tool Path 中的Program 子頁,在左側(cè)窗口選擇“Program Start Sequence”,進(jìn)行“Start of Program”的修改。首先可以對(duì)“MOM_ set_ seq_ off”和“MOM_ set_ seq_ on”進(jìn)行刪除或選取以控制程序輸出前段是否有程序段號(hào),然后將 “G40G17G90G71 ” 指令修改為“G40G17G49G80G90”,并將新加入的指令選擇為“Force Output”,即取消粗車復(fù)合循環(huán)指令,再加入刀具長(zhǎng)度補(bǔ)償取消指令,固定循環(huán)取消指令和工作坐標(biāo)系夾具偏移指令。再在最后一條指令后面插入“MOM_ set_ seq_ off”和指令“Operator Message”。在“Operator Message”指令中可以輸入一些附加說明,比如加入“編程人員:張三”,不過有些版本的UG 不支持中文格式,最后后處理的程序中本應(yīng)該輸入中文的地方會(huì)亂碼,所以最好輸入英文的說明。程序頭的設(shè)置如圖5所示。

圖5 程序頭設(shè)置
②操作頭設(shè)置
左側(cè)窗口選擇“Operation Start of Sequence”,在右側(cè)窗口中選擇“Start of Path”中的子選項(xiàng),因?yàn)樵摵筇幚頌槿S,所以將里面內(nèi)容“fourth axis fifth_axis”刪除。為了方便程序的檢查,可以將每一加工操作的名稱在操作開始時(shí)輸出,其具體步驟為將下拉窗口中的“Operator Message”添加到上一步操作之后,然后在彈出的對(duì)話框中輸入“$mom_path_name”,則后處理生成的數(shù)控程序每一加工操作之后將會(huì)顯示加工名稱(如文中最后給出的數(shù)控程序所示)。
③自動(dòng)換刀設(shè)置
首先將右側(cè)窗口“Auto Tool Change”中第一條指令刪除,對(duì)于第二條指令“G91G28Z0.0”是換刀前回到安全平面的設(shè)置指令,由于個(gè)人愛好或者要求不一樣,可以刪除也可以保留。然后將下拉窗口中的“Custom Command”指令拖到“T06”和“T”之間,將彈出的窗口名稱改為“tool_info”,在窗口中輸入以下信息:
global mom_tool_diameter
global mom_tool_corner1_radius
global mom_tool_length
MOM_output_literal "(D = [format "%.2f"$mom_tool_diameter]R= [format "%.2f" $mom_tool_corner1_radius]L = [format "%.2f" $mom_tool_ length])"
這些指令的加入可以使生成的數(shù)控程序中在換刀時(shí)顯示刀具的一些信息(見文中最后給出的數(shù)控程序),不過,如果下一步操作跟上一步操作使用的是同一把刀具則不會(huì)顯示換刀信息。如果要進(jìn)行手動(dòng)換刀,可以勾選UG/CAM 中換刀設(shè)置中手動(dòng)換刀。
④運(yùn)動(dòng)指令的選擇
運(yùn)動(dòng)指令有直線移動(dòng)、圓弧移動(dòng)和快速移動(dòng)3 個(gè)選項(xiàng)。對(duì)于直線移動(dòng),一般可以采用UG/Post 默認(rèn)的設(shè)置,而對(duì)于圓弧移動(dòng)就需要修改。選擇“Circular Move”,刪除“I、J、K”指令,替換為“R”指令,然后確保“Circular Record”為“Full Circle”,即圓弧輸出為全圓輸出而非四分之一圓弧輸出。最后將“Rapid Move”中的兩條G90 指令刪除。
⑤操作結(jié)束指令的選擇
在左側(cè)窗口選擇“Operation End Sequence”,在右側(cè)下拉窗口將“New Block”添加到“End of Path”右側(cè),在彈出的對(duì)話框中添加“M09”指令,再以同樣的步驟添加“M05”指令、“G91G28Z0.0”指令和“M01”指令,即操作結(jié)束后切削液關(guān)閉、主軸停轉(zhuǎn)、刀具返回到安全平面、程序選擇性停止。再將剛添加的4 條指令更改為“Force Output”。
⑥程序尾指令的選擇
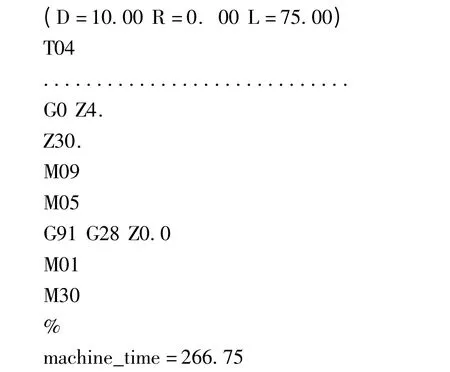
在左側(cè)窗口選擇“Program End Sequence”,刪除“PB_CMD_nurbs_end_of_program”指令和“MOM_set_seq_off”指令,將“M02”指令改變?yōu)椤癕30”。再將右側(cè)下拉窗口中的“custom_command”添加到“%”指令后面,在彈出的對(duì)話框中將名稱修改為“machine_time”,在窗口中輸入以下程序使程序結(jié)束后輸出加工時(shí)間。
global mom_machine_time
MOM_output_literal " machine_time = [format"%.2f" $mom_machine_time]"
⑦其他指令及數(shù)控代碼格式的修改
選擇“Program & Tool Path”→“Word Summary”,在里面可以找到任意G 代碼、M 代碼、N、XYZ等指令,可以對(duì)其格式進(jìn)行修改。比如加工文中零件所用到的數(shù)控機(jī)床重復(fù)定位精度為“0.006”,所以將“XYZR”指令修改為小數(shù)點(diǎn)后兩位以滿足機(jī)床加工精度要求。
UG 后處理還有一個(gè)比較便捷的功能,即將編制的“Custom Command”指令可以儲(chǔ)存起來,這樣以后再創(chuàng)建任意一臺(tái)機(jī)床加工某一零件程序時(shí)都可以調(diào)用該指令,避免了程序的編寫。以換刀時(shí)顯示刀具信息為例,選擇“Program & Tool Path”→“Custom Command”→“Export”,找到創(chuàng)建的“PB_CMD_tool_info”指令,雙擊選中,然后將其保存在UG 安裝程序文件夾的“custom command”文件夾中就可以了。
(4)由“XD_30A_3Axis”后處理器后處理的所有加工操作的程序(部分)

4 結(jié)論
由CAM 軟件生成的刀軌文件必須經(jīng)過后處理才能生成機(jī)床控制系統(tǒng)認(rèn)可的NC 程序。而對(duì)于不同的數(shù)控機(jī)床,具有各自不同的特征、不同的控制系統(tǒng),由UG 自帶后處理器生成的數(shù)控代碼并不能滿足要求,須通過UG/Post 來創(chuàng)建合適的后處理器,從而避免生成的數(shù)控程序在實(shí)際應(yīng)用中發(fā)生故障(比如撞刀、過切等),降低了企業(yè)損失。
【1】張海軍,金永福.基于UG/Post 創(chuàng)建數(shù)控系統(tǒng)后處理器[J].現(xiàn)代機(jī)械,2008(3):78-80.
【2】趙雪玉.UG/POST 后處理綜述[J].現(xiàn)代制造,2005(8):90-93.
【3】楊華明.基于UG NX4 華中數(shù)控四軸后處理技術(shù)的研究[J].機(jī)床與液壓,2012,40(4):102-105.
【4】劉鏑時(shí).用UGPost 創(chuàng)建AB_8400MP 數(shù)控系統(tǒng)后處理文件[J].現(xiàn)代制造,2006(11):76-77.
【5】艾建軍,劉建敏,許東太.五軸數(shù)控加工中心UGNX 后處理研究[J].煤礦機(jī)械,2010,31(2):198-200.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
今日農(nóng)業(yè)(2020年20期)2020-12-15 15:53:19
人大建設(shè)(2019年12期)2019-05-21 02:55:44
測(cè)控技術(shù)(2018年5期)2018-12-09 09:04:26
能源(2018年10期)2018-12-08 08:02:48
電子測(cè)試(2018年18期)2018-11-14 02:30:34
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
能源(2016年10期)2016-02-28 11:33:30
中國(guó)衛(wèi)生(2015年3期)2015-11-19 02:53:32
