等徑角擠扭變形過程中純鋁粉末材料的顯微組織與力學性能
2013-03-13 10:33:00王曉溪薛克敏
航空材料學報 2013年2期
關鍵詞:變形
王曉溪, 李 萍, 薛克敏, 王 雪, 張 翔
(合肥工業大學材料科學與工程學院,合肥230009)
近年來,隨著材料科學的不斷發展,涌現出了許多新型的結構和功能材料。塊體超細晶材料(Ultrafine grained materials,UFG)因具有獨特的物理和力學性能,逐漸引起了廣泛的關注和研究。總體來說,塊體超細晶材料的制備技術可分為兩大類,即“自上而下”細化法與“自下而上”合成法。其中,以前者中的大塑性變形法(Severe plastic deformation,SPD)最為常見和典型[1~4]。
等徑角擠扭(Equal channel angular pressin and torsion,ECAPT)是在等徑角擠壓(Equal channel angular pressing,ECAP)和擠扭(Twist extrusion,TE)基礎上發展而成的一種新型復合大塑性變形工藝[5~8]。該工藝綜合了ECAP和TE兩種變形的優點,通過在傳統ECAP模具的水平段型腔內加工出螺旋狀型槽,可在不改變試樣橫截面形狀和尺寸的前提下,增加變形材料內部的靜水壓力和單道次的應變量。因此,在材料可加工性能允許的條件下,試樣的多道次重復變形成為可能,晶粒細化程度和變形均勻性均能得到顯著的改善。然而,由于ECAPT工藝變形過程十分復雜,且模具加工制造難度較大,目前有關該工藝的系統研究,國內外鮮有報道。
傳統的粉末塑性加工技術由于變形溫度較高且工序繁瑣,往往伴有材料的高溫氧化和晶粒長大現象,很難制備出高致密度和性能優良的塊體材料。相反,利用大塑性變形過程中所提供的高靜水壓力和大剪切變形,可使粉末材料基體發生均勻變形的同時內部孔隙得到有效的收縮[9~13]。這對于以粉末材料為原料,合成和制備高性能的塊體超細晶材料提供了一種新途徑。
為此,本工作在200℃條件下對純鋁粉末進行了4道次ECAPT變形實驗研究。在組織性能測試分析的基礎上,重點研究了ECAPT變形過程中微觀組織和力學性能的演變情況,并探討分析了ECAPT變形的晶粒細化機制。
1 實驗材料與方法
1.1 實驗材料
實驗用純鋁粉末的主要成分(Mass fraction/%)為:Fe<0.6,Cu<0.05,Si<0.3,其余為Al。原始純鋁粉末顆粒呈近球形,其在掃描電鏡下的形貌如圖1所示。采用激光粒度測試儀測得粉末的平均粒徑約為40.6μm。
為避免變形過程中擠壓材料被污染,同時提高粉末材料的塑性變形能力,選用致密純鋁作為包套材料,并配以相應尺寸的包套塞子。

圖1 純鋁粉末顆粒的SEM形貌Fig.1 SEM micrograph of pure Al particles
1.2 實驗方法
ECAPT模具結構如圖2所示。模具內角為90°,外角為37°,橫截面旋轉角為90°,橫截面尺寸為10mm×10mm,螺旋通道長度為15mm。采用A路徑(相鄰道次間試樣位置不發生旋轉)對純鋁粉末-包套進行4道次等溫擠壓,變形溫度為200℃,變形速率為1mm/s。為減小變形過程中的摩擦,實驗過程中采用MoS2進行潤滑。
1.3 測試分析
變形結束后,線切割去除外部包套。從變形坯料中心部位切取若干個試樣進行測試分析。
EBSD樣品取自試樣橫截面(X),經機械拋光后再進行電解拋光,以消除試樣表面的氧化層和應力層。拋光液成分為20mL高氯酸+180mL無水乙醇,拋光電壓為20V,拋光時間為20~35s。采用JSM-7001F熱場發射掃描電子顯微鏡配備的SEMEBSD系統進行EBSD測試分析。測試時,樣品臺相對于入射電子的傾角為70°。根據各變形條件下晶粒形貌和尺寸的不同,將線掃描區域的面積分別設定為100μm×80μm(步長為0.2μm)和60μm× 40μm(步長為0.15μm)。測試結束后,采用EDAXOIM軟件包對所測得的相關晶體學數據進行分析處理。
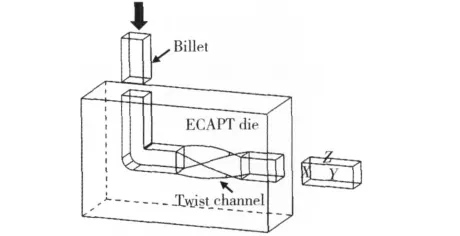
圖2 ECAPT工藝示意圖Fig.2 Schematic of ECAPT processing
平行于試樣橫截面(X)切割0.5mm厚的薄片,將TEM樣品機械減薄至80μm后沖成φ3mm的小圓片,再進行雙噴減薄。電解液為硝酸甲醇溶液(3∶7),電解電壓為12~15V,電流控制在35~50mA,溫度為-30℃。采用JEM-2100F透射電子顯微鏡對不同變形條件下的微觀組織結構進行觀察,測試電壓為200kV。
采用MH-3型顯微維氏硬度計分別測試變形試樣三個不同平面上(X,Y和Z面)的顯微硬度,施加載荷為25g,加載時間為10s。每個試樣至少測量10個硬度值,取其算術平均值。
室溫下采用排水法對不同變形道次下的試樣進行相對密度測試,檢測試樣的體積約為2cm3。
2 實驗結果
2.1 EBSD晶粒圖
200℃下,純鋁粉末材料順利地完成了4道次ECAPT變形,各道次變形試樣表面均未觀察到裂紋、拉裂等缺陷的存在。
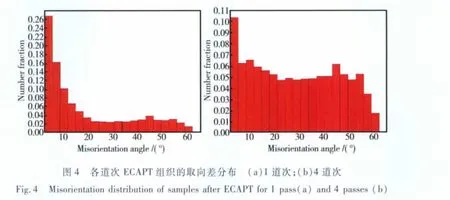
圖3為1道次和4道次ECAPT變形組織的晶粒圖,每種顏色僅代表一個獨立的晶粒(即晶界之間的取向差大于15°),并不包含任何晶粒取向分布的信息。圖4分別給出了不同變形道次下晶界的取向差分布圖。
可以看出,1道次ECAPT變形后,純鋁粉末顆粒之間固結良好,材料的致密程度得到了有效改善。組織主要由拉長的條帶狀晶粒和細小的等軸狀晶粒組成,為典型的混晶組織,且沿某一方向具有明顯的剪切變形特征。晶粒的大小和分布很不均勻,平均晶粒尺寸約為5.20μm。圖5a的結果表明變形晶粒多為小角度晶界取向,大角度晶界所占的比例較小。
材料經4道次ECAPT變形后,晶粒的形貌和尺寸均發生顯著變化。變形組織中的條帶狀晶粒基本消失,形成了大量均勻分布的等軸狀晶粒。晶粒尺寸十分細小,平均晶粒尺寸約為1.67μm。由圖5b的晶界取向差統計分析結果可知,隨著變形道次的增加,大角度晶界數目不斷增多,晶粒逐漸由小角度晶界向大角度晶界轉變。4道次的變形組織以大角度晶界為主,晶粒間的平均取向差為28.36°。

2.2 TEM形貌
為了進一步地觀察ECAPT變形過程中材料內部位錯、亞晶及大角度晶界等微觀結構,圖5分別給出了1道次和4道次變形組織的TEM形貌。
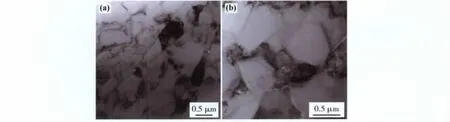
圖5 各道次變形組織的TEM形貌 (a)1道次;(b)4道次Fig.5 TEM microstructures of samples after ECAPT for 1 pass(a)and 4 passes(b)
可以看出,1道次ECAPT變形后,由于劇烈的塑性剪切作用,組織表現出了明顯的剪切變形特征。晶粒多呈細長的條帶狀,內部含有許多高密度的位錯線,它們大量堆積、相互纏結,組態分布十分紊亂,逐漸形成了位錯胞等低能亞結構。同時,部分晶粒內部開始出現一些破碎的細小亞晶。此時,變形組織以小角度取向的胞狀組織和亞晶結構為主,沿剪切方向具有擇優取向。
與此不同的是,4道次ECAPT變形后,材料的微觀結構發生了很大的改變。變形組織逐漸趨于均勻,基本由大量細小、等軸的再結晶晶粒組成,最小晶粒尺寸可達0.5μm。仔細觀察還可以發現,4道次變形組織中的位錯數目大幅減少,晶內比較干凈,晶界平直清晰,晶粒間的位向差多為大角度晶界。
2.3 力學性能
圖6顯示了ECAPT變形試樣不同平面上顯微硬度隨擠壓道次的變化情況。
由圖6可知,最初的兩個道次變形,試樣各個平面的顯微硬度急劇升高。其中,X面和Y面的增幅均達到極值,分別為9.74%和9.61%。三道次變形后,顯微硬度仍在繼續增加,但增長速率逐漸變緩,此時Z面增幅最大,達到了12.9%。當ECAPT變形至四道次時,試樣各個平面的顯微硬度均略有下降,但整體變化不大,基本維持在50.2kg/mm2左右。與此同時,變形的均勻性有所提高。這表明隨著擠壓道次的增加,試樣的硬度數值已逐漸趨于飽和。
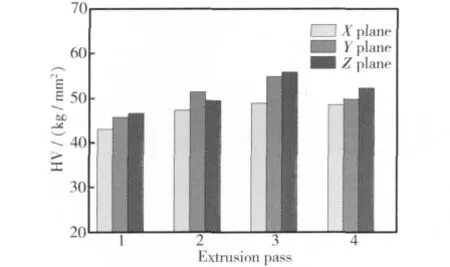
圖6 不同變形道次下試樣X,Y和Z面上的顯微硬度值Fig.6 Microhardness on X,Y and Z planes of the samples after different passes of ECAPT
圖7為不同ECAPT變形道次下,試樣的平均相對密度結果。可以看出,ECAPT工藝對粉體材料的致密效果十分明顯,1道次ECAPT變形后,試樣的平均相對密度高達0.946。隨著擠壓道次的增加,材料的致密程度進一步增大,但增長幅度逐漸減小。4道次變形后,組織已基本達到完全致密,平均相對密度高達0.998。
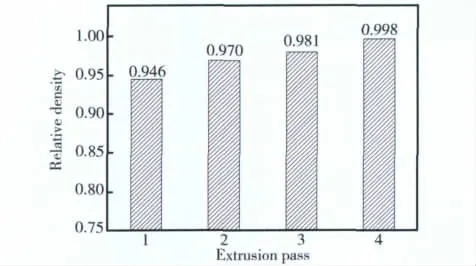
圖7 不同變形道次下試樣的平均相對密度Fig.7 Average relative density of samples after different passes of ECAPT
3 分析與討論
從上述的實驗結果可以看到,200℃下純鋁粉末經4道次ECAPT變形后,材料組織在有效致密和細化的同時,力學性能也得到了大幅改善。這一變化特征與材料的變形方式密切相關。
如前所述,本次實驗中ECAPT模具內角為90°,通道橫截面旋轉角為90°,擠壓變形路徑為A。因此,由于螺旋通道的旋轉作用,每道次變形結束后試樣的空間位置相對于前一道次沿同一方向旋轉了90°,該條件下的剪切變形特征如圖8所示,圖中標示的粗線清楚地顯示了每道次變形后剪切平面位置的變化。

圖8 ECAPT變形A路徑剪切平面示意圖Fig.8 The slip systems viewed on three planes for consecutive ECAPT passes using route A
純鋁為面心立方結構金屬,主要滑移系為{111}〈110〉,塑性變形主要是{111}面上的位錯滑移。從圖8可以看出,由于模具轉角和螺旋通道的剪切及旋轉作用,各道次ECAPT過程中試樣剪切平面的位置不斷發生這樣改變,這有利于加快位錯交滑移過程進行。因此,4道次ECAPT變形后,試樣在各個方向上都受到了剪切作用,晶粒細化效果十分明顯。與此同時,這種特殊的取向關系還進一步促進了亞晶的轉動,使得小角度亞晶界間的位向差不斷增大,最終形成了具有大角度晶界結構的等軸超細晶組織。
圖9給出了A路徑下ECAPT變形過程中的晶粒細化模型,其中d為亞晶帶的寬度[14]。

圖9 ECPAT變形A路徑下材料的晶粒細化過程示意圖Fig.9 Grain refinementmodel during ECAPT processing via route A(a)1 pass;(b)2 passes;(c)4 passes;(d)after 4th pass
變形初期,由于ECAPT工藝劇烈的剪切變形作用,材料內部取向有利的晶粒率先開動滑移系,形成了大量沿剪切方向寬度為d的條帶狀晶粒,如圖9a所示。部分晶粒由于位錯堆積、晶粒轉動等原因,隨后開動其他滑移系。位錯交滑移過程使得不同滑移方向上的變形晶粒交織在一起,分割出了許多新的界面結構,晶粒長度明顯減小,但寬度基本保持不變(圖9b)。一方面,晶粒內部大量的位錯不斷地堆積、纏結和交割,形成了位錯界面(即位錯胞)。隨著變形量的增大,位錯胞數量不斷增加,位錯組態發生了變化,由晶內運動到了晶界,并逐漸演變成為亞晶界等結構,導致亞晶尺寸繼續減小。另一方面,由于變形溫度(200℃)十分有利,組織中較高的形變儲存能以及變形過程中的熱效應促進了動態再結晶的發生[15],從而使得整體位錯密度大大減低。同時,由于變形過程中相鄰晶粒間的相互作用,晶粒還要不斷發生轉動,因此晶粒間的取向差不斷增大,小角度晶界進一步轉變成為大角度晶界。此時,條帶狀晶粒基本消失,晶粒不斷被新形成的界面重新分割,形狀更加趨于等軸,尺寸顯著細化(圖9c)。分析認為,組織在這一轉變過程中發生了連續動態再結晶。變形后期,由于晶粒尺寸較小,位錯運動的平均自由程不斷減小,晶內位錯很容易被已經形成的大角度晶界所吸收,因而不會繼續在晶粒內部重新形成新的界面。于是,組織內部位錯的產生與湮滅達到了一個動態平衡,晶粒細化達到了極限,尺寸基本不再變化,但晶粒間的取向差仍會進一步增大。因此,4道次ECAPT變形后,材料組織主要由如圖9d所示的細小的等軸再結晶晶粒組成,其尺寸由最初形成的亞晶帶的寬度d決定。
ECAPT變形后材料力學性能的提高主要可從三個方面進行解釋,即組織致密、細晶強化和位錯強化。在劇烈剪切變形和強大靜水壓力的雙重作用下,一方面,原始粉末材料內部孔隙有效地收縮和閉合,顆粒之間形成了良好的固結界面,力學性能有了一定程度的改善。另一方面,由于變形初期晶粒細化程度不斷增大,組織中晶界所占的比例較高,晶格畸變能較大,位錯和晶界的運動將受到很大的阻力,從而導致材料變形抗力增大,硬度增幅明顯。隨著變形的繼續進行,位錯數目不斷增多,從而發生了位置重排和相互抵消。同時,由于晶界很容易地堆積、吸收和湮滅位錯,使得位錯密度維持在一個相對穩定的水平,應變硬化和材料軟化達到了平衡。因此,變形后期,材料硬度增幅變緩。4道次ECAPT變形后硬度出現略微下降的現象主要歸結于動態再結晶現象所造成的材料軟化。
4 結論
(1)200℃下,純鋁粉末材料經4道次A路徑ECAPT變形后,組織獲得了顯著的致密和細化效果,力學性能大幅提高。
(2)1道次ECAPT變形后,試樣的平均顯微硬度和相對密度分別為50.2kg/mm2和94.6%。變形組織內部含有許多高密度的位錯,出現了大量的剪切變形帶。晶粒的大小和分布很不均勻,主要由拉長的條帶狀晶粒和細小的等軸狀晶粒組成,平均晶粒尺寸約為5.20μm,但多為小角度晶界取向。
(3)隨著變形道次的增加,晶粒尺寸不斷減小,形狀逐漸趨于等軸。亞晶在繼續細化的同時發生了旋轉合并,晶粒間取向差不斷增大,小角度晶界進一步轉變成為了大角度晶界。該過程可認為發生了連續動態再結晶。4道次ECAPT變形后,組織由呈大角度晶界分布的細小等軸再結晶晶粒組成,最小晶粒的尺寸可達0.5μm。
(4)ECAPT變形過程中,晶粒的細化機制主要為機械剪切、應變累積和動態再結晶三者的綜合作用。ECAPT變形后,粉末材料力學性能的提高與組織致密、細晶強化和位錯強化等因素密切相關。
[1]VALIEV R Z,ISLAMGALIEV R K,ALEXANDROV IV. Bulk nanostructured materials from SPD[J].Progress in Materials Science,2000,45(2):103-189.
[2]AZUSHIMA A,KOPPR,KORHONEN A,etal.Severe plastic deformation(SPD)processes for metals[J].CIRP Annals-Manufacturing Technology,2008,57(2):716-735.
[3]VALIEV R Z,LANGDON T G.Principles of equal channel angular pressing as a processing tool for grain refinement[J]. Progress in Materials Science,2006,51(7):881-981.
[4]GHAZANIM S,EGHBALIB.Production of bulk ultrafine grained steel through severe plastic deformation[J].Materials Science Forum,2011,667/668/669:583-588.
[5]薛克敏,吳戰立,李萍,等.純鋁等徑角擠扭新工藝數值模擬及實驗研究[J].中國機械工程,2010,21(12): 1485-1489. (XUE K M,WU Z L,LIP,et al.Simulation and experimental research on a new technique named equal channel angular pressing and torsion[J].China Mechanical Engineering,2010,21(12):1485-1489.)
[6]WANG X X,XUE K M,LIP,etal.Equal channel angular pressing and torsion of pure Al powder in tubes[J].Advanced Materials Research,2009(97/98/99/100/101): 1109-1115.
[7]王曉溪,薛克敏,李萍,等.螺旋通道長度對純鋁粉末多孔材料等徑角擠扭變形的影響[J].塑性工程學報,2010,17(6):97-102. (WANG X X,XUE K M,LIP,et al.Effect of length of twist channel on porosities of pure aluminum powder during equal channel angular pressing and torsion[J].Journal of Plasticity Engineering,2010,17(6):97-102.)
[8]薛克敏,王曉溪,李萍.超細晶材料制備新工藝——擠扭[J].塑性工程學報,2009,16(5):130-136. (XUE K M,WANG X X,LIP.A new technique for preparing bulk ultrafine grained materials through twist extrusion[J].Journal of Plasticity Engineering,2009,16(5): 130-136.)
[9]李萍,薛克敏,周明智.鋁粉燒結材料等通道轉角擠壓組織性能演變[J].材料研究學報,2006,23(6):577-581. (LIP,XUEK M,ZHOUM Z.Microstructure and properties evolution andmechanism analysis of sintered powder aluminum powder during equal channel angular pressing[J].Chinese Journal of Materials Research,2006,23 (6):577-581.)
[10]KARAMAN I,HAOUAOUIM,MAIER H J.Nanoparticle consolidation using equal channel angular extrusion at room temperature[J].JMater Sci,2007,42(5):1561-1576.
[11]XIA K,WU X,HONMA T,et al.Ultrafine pure aluminium through back pressure equal channel angular consolidation(BP-ECAC)of particles[J].JMater Sci,2007,42(5):1551-1560.
[12]LAPOVOK R,TOMUSD,MUDDLE B C.Low-temperature compaction of Ti-6Al-4V powder using equal channel angular extrusion with back pressure[J].Materials Science and Engineering(A),2008,490(1/2):171-180.
[13]NAGASEKHAR A V,TICK-HON Y,GUDURU R K,et al. Multipass equal channel angular extrusion of MgB2powder in tubes[J].Physica(C),2007,466(1/2),174-180.
[14]LANGDON T G.The principles of grain refinement in equal-channel angular pressing[J].Materials Science and Engineering(A),2007,462(1/2):3-11.
[15]劉國心,魏偉,魏坤霞.等通道變形高純鋁的顯微組織與力學性能[J].機械工程材料,2008,32(6):66-69. (LIU G X,WEIW,WEI K X.Microstructure and mechanical properties of high purity aluminum processed by equal channel angular processing[J].Materials for Mechanical Engineering,2008,32(6):66-69.)
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36