銅條轉(zhuǎn)子外徑非切割加工工藝應(yīng)用
2013-03-04 05:22:32李洪有李志新
防爆電機(jī) 2013年4期
關(guān)鍵詞:工藝結(jié)構(gòu)
李洪有,李志新
(1 佳木斯防爆電機(jī)研究所,黑龍江佳木斯154005;2 佳木斯電機(jī)股份有限公司,黑龍江佳木斯154002)
0 引言
高壓電機(jī)產(chǎn)品中有很大一部分采用銅條轉(zhuǎn)子結(jié)構(gòu),一般單面氣隙在1.5-2.8mm 左右。原轉(zhuǎn)子加工工藝為轉(zhuǎn)子焊接完端環(huán)后在臥車上車削轉(zhuǎn)子外徑,由于加工量較大,同時(shí)受硅鋼片材料特性的影響,導(dǎo)致刀具磨損嚴(yán)重;同時(shí)槽口產(chǎn)生搭接的堅(jiān)硬毛刺,不易清除,增加了鐵耗;而分段銅條轉(zhuǎn)子通風(fēng)道車削后產(chǎn)生變形,不易修復(fù),影響通風(fēng)效果,直接影響了產(chǎn)品的溫升和效率,因此需要找出解決這一問題的有效方法。
1 改進(jìn)方法
1.1 模具結(jié)構(gòu)設(shè)計(jì)
采用轉(zhuǎn)子沖片直接沖切出氣隙的工藝,對(duì)模具、設(shè)備、操作方法的要求較高,需要解決模具的結(jié)構(gòu)、設(shè)備調(diào)整、轉(zhuǎn)子鐵心裝壓等問題。
對(duì)于直接沖出氣隙的要求,模具的凸凹模形狀必須采用槽形切刀一體的結(jié)構(gòu),根據(jù)轉(zhuǎn)子的外徑尺寸和公差要求,確定切刀尺寸。切刀的結(jié)構(gòu)有兩種可以選擇,一種為“T”字形結(jié)構(gòu),外形對(duì)稱,壓力中心在正中,對(duì)設(shè)備的影響小,但切出的外徑有接刀痕,外觀質(zhì)量不好;另一種結(jié)構(gòu)為鐮刀形,設(shè)計(jì)時(shí)選擇切刀寬度a 時(shí),計(jì)算轉(zhuǎn)子外徑相鄰槽口之間的距離,切刀寬度選擇為相鄰槽口中心線距離加上1 ~2mm,這種設(shè)計(jì)可以將接刀痕留在槽口位置,沖下一槽時(shí)將帶接刀痕的槽形廢料沖掉,因此可以消除外徑上的接刀痕,保證轉(zhuǎn)子外徑光滑的外觀。但由于壓力中心不在槽形中心線上,對(duì)設(shè)備有一些影響,考慮該設(shè)備為高速?zèng)_槽機(jī),滑塊和導(dǎo)軌之間配合為過盈配合,在壓力中心偏移的承受范圍之內(nèi)。通過對(duì)這兩種凸凹模結(jié)構(gòu)的對(duì)比,考慮外觀質(zhì)量的重要性,因此選擇這種鐮刀形結(jié)構(gòu)的凸凹模形狀(見圖1)。
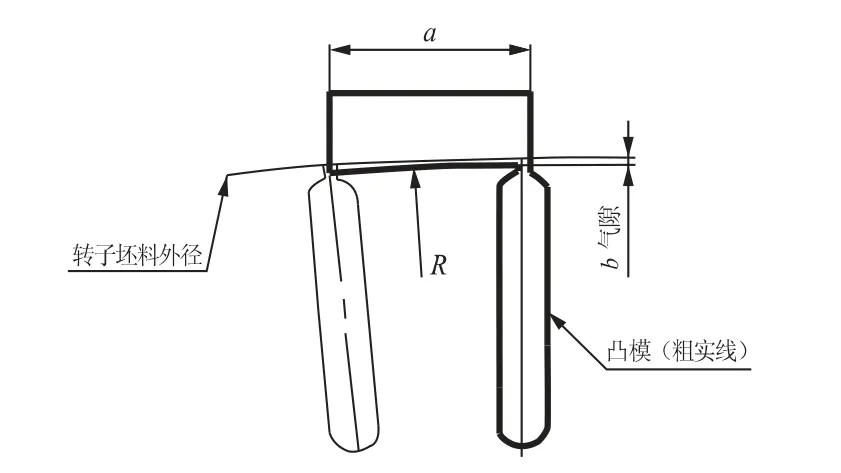
圖1 凸凹模形狀簡圖
由于鐮刀形凸模的結(jié)構(gòu),加上轉(zhuǎn)子外徑公差帶為h7,公差帶僅為0.07 ~0.08mm 左右,因此模具安裝時(shí)槽形中心線與沖片軸線重合度對(duì)外徑尺寸有很大影響,必須在模具模柄兩側(cè)設(shè)置定位鍵,定位鍵與沖槽機(jī)的鍵槽配合為H7/h6,在模具設(shè)計(jì)時(shí)對(duì)定位鍵與槽形凸模中心線的垂直度要求小于0.03mm,保證了操作者在安裝模具時(shí)無須對(duì)槽形找正即可滿足要求,縮短了操作者的調(diào)整時(shí)間,提高了生產(chǎn)效率。
由于該模具的使用設(shè)備為高速?zèng)_槽機(jī),滑塊和導(dǎo)軌之間配合為過盈配合,其導(dǎo)向精度非常高,完全可以替代模具上的導(dǎo)向結(jié)構(gòu),即模具可以不帶導(dǎo)柱、導(dǎo)套,同時(shí)模具的上、下模座采用通用結(jié)構(gòu),即模座的螺孔和銷孔與固定板、凹模等零件配作,換號(hào)時(shí)只需更換固定板、卸料板、凹模等3 件,減少了零件數(shù)量,縮短了制造周期。
我們針對(duì)風(fēng)力發(fā)電機(jī)設(shè)計(jì)了一套無定位柱結(jié)構(gòu)驗(yàn)證模具,模具制造完成后在沖剪車間試用,經(jīng)過調(diào)試,基本可以達(dá)到使用要求。但是部分結(jié)構(gòu)還需要進(jìn)一步改進(jìn),主要缺點(diǎn)是模具安裝時(shí)相對(duì)復(fù)雜,合模間隙不易調(diào)整,必須將卸料板頂?shù)酵鼓R陨希鼓B冻?-5mm,凸凹模合模后調(diào)整間隙合適再固定模具,固定好模具之后再將卸料板松開到高出凸模1-2mm,熟練工人安裝一套無定位柱結(jié)構(gòu)簡易沖切模需要1h 以上。
1.2 模具結(jié)構(gòu)改進(jìn)
經(jīng)過對(duì)模具的初步試用及與使用車間的交流,針對(duì)第一套模具的不足作了相應(yīng)的改進(jìn),改進(jìn)后的模具采用定子沖切模的簡易沖切模結(jié)構(gòu),主要改進(jìn)的結(jié)構(gòu)如下。
(1)為方便模具的安裝及間隙調(diào)整,在模具左右兩側(cè)各增加一個(gè)定位柱,定位柱與固定板、凹模墊板為小間隙配合,配合間隙小于0.005mm,加工保證公差尺寸及互換性,安裝時(shí)必須保證垂直度。
(2)卸料彈簧安裝前將矩形截面彈簧的上下兩平面磨平;彈簧內(nèi)增加4 個(gè)套管,調(diào)整4 個(gè)固定彈簧的螺栓長度相同,保證卸料板的平行度。
新結(jié)構(gòu)模具在安裝前,先合模后插入兩個(gè)定位柱,用插銷旋轉(zhuǎn)定位柱,使定位柱在固定板和凹模墊板內(nèi)自由旋轉(zhuǎn),手感無間隙和阻滯現(xiàn)象,就可以將模具安裝到?jīng)_槽機(jī)上。調(diào)整設(shè)備閉合高度,調(diào)整合模深度1-2mm,用螺栓和專用壓板將上下模分別固定在壓力機(jī)的上滑塊、下臺(tái)面上,再次旋轉(zhuǎn)左右定位柱,確定合模間隙均勻,就可以將定位柱提升,脫離凹模墊板一定的距離,用插銷固定,完成模具的安裝調(diào)試過程,可以進(jìn)行沖制。
2 生產(chǎn)驗(yàn)證
2.1 沖片制造
轉(zhuǎn)子沖片沖槽切外圓工序在16t 高速?zèng)_槽機(jī)上進(jìn)行,在安裝好模具之后,進(jìn)行樣片試沖。檢測(cè)外徑槽形尺寸、槽形對(duì)稱度,正反片疊片后檢查軸線與槽形中心重合度。由于國產(chǎn)沖槽機(jī)調(diào)整沖片軛部尺寸為手輪進(jìn)給,無進(jìn)給尺寸顯示,調(diào)整精度不高,轉(zhuǎn)子外徑公差帶僅為0.07-0.08mm,操作者依靠手感調(diào)整手輪很難達(dá)到恰好在公差帶內(nèi),需反復(fù)調(diào)整,耗時(shí)費(fèi)力。為提高調(diào)整效率和精度,軛部調(diào)整時(shí)采用百分表調(diào)整。將百分表吸在縱向?qū)к壣希俜直硖筋^頂在分度箱體上,根據(jù)沖片檢測(cè)外徑尺寸與圖紙要求的差距按百分表指針進(jìn)行精確調(diào)整,大大提高設(shè)備調(diào)整效率,調(diào)整軛部尺寸時(shí)間由30-40min 以上縮短為5-10min 左右。
2.2 轉(zhuǎn)子鐵心制造
為驗(yàn)證非切割轉(zhuǎn)子片對(duì)鐵心裝壓的影響,在不同結(jié)構(gòu)的轉(zhuǎn)子鐵心和不同裝壓方法的幾種情況下進(jìn)行了試驗(yàn)。
首先在風(fēng)力發(fā)電機(jī)YFFS 450-4p 上進(jìn)行試驗(yàn)。此產(chǎn)品轉(zhuǎn)子鐵心為不分段結(jié)構(gòu),轉(zhuǎn)子沖片與軸配合為過盈配合,過盈量最小0.088mm,最大0.20mm,分別進(jìn)行了熱套裝壓和冷裝熱套的工藝試驗(yàn)。一臺(tái)進(jìn)行了熱套裝壓工藝試驗(yàn),沖片加熱后直接套裝在軸上,邊裝邊整理槽形,但實(shí)際裝壓過程中出現(xiàn)了沖片套到軸上后整理困難的問題,經(jīng)分析為實(shí)心軸與熱片全接觸,受熱后膨脹,導(dǎo)致加熱的沖片與軸配合變?yōu)檫^渡甚至過盈。其余臺(tái)份的風(fēng)力發(fā)電機(jī)全部采用冷裝熱套工藝,沖片在常溫狀態(tài)下在胎上疊片,兩個(gè)槽樣棒定位,邊裝邊用楔形槽樣棒整理槽口,沖片外徑有損傷的片必須挑出,達(dá)到規(guī)定鐵心長后在壓緊狀態(tài)下用6 個(gè)長螺桿穿過通風(fēng)孔將兩端壓板拉緊,使沖片成為一個(gè)整體后退出胎芯,將帶壓板的鐵心在加熱爐中加熱到150℃~200℃,在油壓機(jī)上將軸壓入鐵心。轉(zhuǎn)子鐵心制造完成后,槽形整齊度非常好,轉(zhuǎn)子鐵心外徑光滑整齊,完全滿足了產(chǎn)品圖紙的設(shè)計(jì)要求。
在帶徑向通風(fēng)道結(jié)構(gòu)的轉(zhuǎn)子鐵心進(jìn)行實(shí)驗(yàn),軸的結(jié)構(gòu)為焊筋軸,沖片與軸為過盈配合,疊片工藝YPT 630-4p 采用冷裝熱套工藝,YPT 710-6p 采用熱裝工藝,對(duì)比這兩種鐵心裝壓工藝的效果,外徑尺寸及表觀質(zhì)量均能達(dá)到產(chǎn)品的要求。但槽形質(zhì)量有一點(diǎn)差別,冷裝熱套工藝的槽形相對(duì)好于熱裝工藝的槽形質(zhì)量。主要原因?yàn)槔溲b時(shí)隨時(shí)可以整理槽形,保證槽形質(zhì)量,而熱裝時(shí)必須在短時(shí)間內(nèi)完成疊片,否則沖片溫度降低后疊片困難,沖片整理時(shí)間有限,整理不充分時(shí)會(huì)出現(xiàn)槽形不齊的問題,裝壓完成后即使發(fā)現(xiàn)有單片也無法挑出,因此沖片非切割加工的轉(zhuǎn)子鐵心裝壓最好采用冷裝熱壓的工藝。
為避免轉(zhuǎn)子鐵心在穿銅排的過程中磕碰轉(zhuǎn)子外徑,轉(zhuǎn)子鐵心穿銅排時(shí)軸兩端架在滾輪架上進(jìn)行操作,存放時(shí)放在清潔無鐵屑的橡膠板上,在焊接完端環(huán)后對(duì)轉(zhuǎn)子鐵心進(jìn)行修整,用墊塊、手錘、銼刀將變形部分修好,達(dá)到通風(fēng)道無變形,無倒片、外徑無高點(diǎn)方可,然后按工藝規(guī)程表面噴漆。
3 結(jié)語
通過上述幾種規(guī)格的電機(jī)進(jìn)行沖片非切割加工的實(shí)驗(yàn),取得了非常好的效果,完全可以滿足產(chǎn)品的質(zhì)量要求。首先解決了車削后片間毛刺搭接問題,有效降低了雜散損耗,提高了高壓電機(jī)效率;其次解決了通風(fēng)道結(jié)構(gòu)銅條轉(zhuǎn)子車削后易出現(xiàn)通風(fēng)道變形問題,提高通風(fēng)效果,降低電機(jī)溫升,提高效率為高壓增安型電機(jī)的產(chǎn)品質(zhì)量的提高奠定了基礎(chǔ)。
[1] 孟大偉.電機(jī)制造工藝學(xué).機(jī)械工業(yè)出版社,2011.
[2] 肖景榮,姜奎華.沖壓工藝學(xué).機(jī)械工業(yè)出版社,1999.
猜你喜歡
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
