4.8t/h容克輥底式退火爐節能減排改造實踐研究
2012-12-29 09:14:30毛健文
銅業工程 2012年5期
毛健文
(江西銅業加工事業部,江西南昌 330096)
4.8t/h容克輥底式退火爐節能減排改造實踐研究
毛健文
(江西銅業加工事業部,江西南昌 330096)
輥底式退火爐是TP2銅管光亮退火主流工藝設備,也是銅加工生產中耗能的一個重要環節。隨著國家對重點企業單位節能減排的強制要求,進行退火爐此方面的研究就顯得尤為重要。文中簡要介紹了4.8t/h容克爐的系統狀況,并從工藝優化、生產方式、吹洗系統、油氣分離過濾系統等方面探討了退火爐改造實踐效果,結果表明節能減排效果顯著,有效實現了企業工藝技術創新以及電氣裝備的節能效果。
退火爐;工藝優化;節能減排;改造;效果
1 引言
我國正處于一個經濟高速發展的時期,能源問題目前已成為制約經濟和社會發展的瓶頸,節能減排、發展低碳經濟、建設節約型社會成為當前全社會的一項重要工作。作為銅管加工企業,生產過程需對TP2銅管產品進行熱處理,TP2銅盤管成品退火最常使用的設備為4.8t/h容克輥底式連續退火爐。此過程是銅加工產品生產中一個重要環節,也是一個耗能的重要環節。隨著退火爐吹洗系統、水冷系統、負壓除油系統等功能不斷完善,產品質量得到不斷提高,但隨之帶來的是能耗和污染的增加。特別是隨著國家對能耗和環境標準的逐步完善和嚴格執行;隨著國家對重點企業單位GDP能耗降低20%硬指標的的強制要求,如何合理利用退火爐各項功能,滿足產品質量的同時而又節能降耗成為銅加工重點能耗企業必須研究解決的課題。
24.8t/h退火爐現狀和問題
目前國內大多數主要生產線采用4.8t/h輥底式退火爐進行層繞卷(LWC和盤管)的光亮退火(其工藝流程如圖1)[1-2]。其爐體結構主要由(1)進料真空室、(2)加熱區(加熱器功率900kW安裝于爐子兩側)、(3)保溫區、(4)冷卻1區、(5)冷卻2區、(6)冷卻3區、(7)出料真空室、(8)組、拆摞架系統組成。爐子型式為強對流熱風循環間接電加熱輻射退火爐,該爐密封性能較好,爐子最高使用溫度650±5℃,采用氮-氫混合保護氣體,并裝有CTP銅管內表面吹洗系統,從而保證銅管內、外表面的光亮、潔凈,生產出滿足空調嚴格要求的高品質銅管。
從國內TP2銅盤管生產企業來看,在銅管成品退火過程中經常會出現以下問題:(1)工藝不夠優化;(2)摞料方式不夠高效;(3)CTP吹洗系統過度使用和漏氣;(4)油氣未分離排空等造成電能、氮氣能源浪費和廢氣的污染。
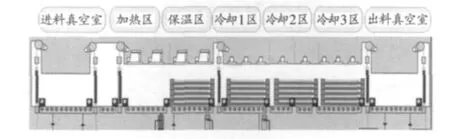
圖1 Junker爐退火工藝流程圖
3 技術方案和措施
3.1 退火工藝優化
傳統Junker爐生產退火工藝制度為:裝料-爐前吹掃(約2min)-進料室抽真空充氮氣(約30min)-預熱區加熱(約35min)-保溫區保溫(約35min)一冷卻室冷卻(約105min)一冷卻到規定的出爐溫度出爐(約37℃)。
TP2銅盤管在該工藝制度下,保溫階段的溫度高于TP2再結晶溫度,銅管將發生再結晶,再結晶速度也較快,如果再提高溫度,再結晶的速度會更快。加熱階段所需的時間一方面是確保銅管內部發生再結晶,另一方面是銅盤管芯部達到一定的溫度,使芯部的銅管也完成再結晶。冷卻階段所需的時間是保證銅盤管芯部達到規定的出爐溫度,這樣銅盤管出爐后芯部不會被氧化。通過現場實測銅盤管表面和芯部的溫度發現,在銅管表面形成的是“快速升溫+保溫+快速冷卻”的溫度曲線,而芯部形成的是“緩慢升溫+保溫十緩慢冷卻”的溫度曲線,這主要是由于銅盤管內外換熱條件不同引起的。退火過程中,銅盤管溫度場分布是不均勻的,出現表面“熱點”和中心“冷點”,在退火時間上,“冷點”比“熱點”有一段時間的滯后。生產工藝優化中可以利用“熱點”與“冷點”的溫差來選擇合適的退火時機,使銅盤管各部分的組織和力學性能趨于均勻[3]。
所以,工藝優化在退火爐節能減排中作用最為明顯,合適的退火工藝不僅可滿足產品質量要求,而且還可顯著降低產品能耗。一般成品退火應多采取差溫加熱退火方式。
成品退火采用兩段式或者多段式的差溫加熱方式時,實踐表明,高溫段加熱區要比實際控制的金屬溫度高30~50℃,調整AEG調功器溫升速率,以便快速提升金屬溫度,縮短退火時間;低溫段保溫區則以確保獲得所需金屬溫度為準,此種方式比原退火方式每爐縮短2min。具體參數依據銅合金的特性制定合理的退火制度,結合生產實際,通常光管退火溫度控制在540~560℃;內螺紋銅管控制在490~520℃,退火加熱和保溫時間則根據銅盤管的規格等進行控制在33min以內。通過對退火工藝的優化,選擇合適的退火溫度及時間不僅節能降耗效果十分明顯,而且可顯著提高生產效率。我們通過工藝試驗,針對不同的客戶不同的規格甚至銅管不同化學成分均采用不同的退火工藝。例舉部分銅管新舊工藝制度對照表(如表1)。
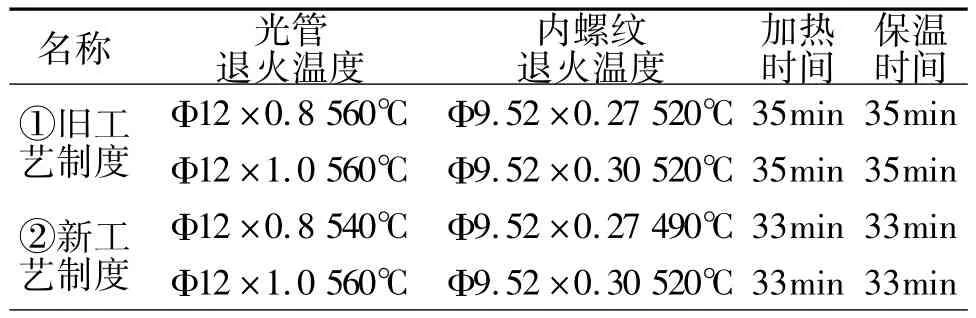
表1 部分銅管新舊工藝制度對照表
3.2 摞料方式改進
現行料架上的托盤數最多5個,料架高度最高2230mm,即只有5個托盤×440mm和4個托盤× 550mm兩種規格型號料架。
對生產卷高低于240mm的銅盤管,用5個托盤×440mm料架載容量浪費,而用4個托盤×550mm料架雙層疊碼載容量不足。針對此種生產設計出3個托盤×710mm雙層疊碼方式。同時使用傳感器來自動識別3個托盤加高料架和原平齊料架;且在操作界面上增設手動識別和自動識別選項功能對現有組、拆摞裝置進行改進。解決了3個托盤高套料架以及原平齊料架的組、拆摞生產動作過程轉化。降低了勞動強度,提高了自動化水平,增加了退火爐退火產量。組、拆摞架結構示意如圖2所示。
具體實施方式:
(1)料架判定:組、拆摞架前端,在料架進入組、拆摞架前各使用一對光柵進行料架高度檢測。組摞架前端光柵1檢測到高加高套,且組摞處有料架時判定為高套料架;拆摞架前端光柵4檢測到高加高套,且在2S內檢測到0.3~0.9S的高套時判定為高套料架。其他情況則判定為平齊料架。
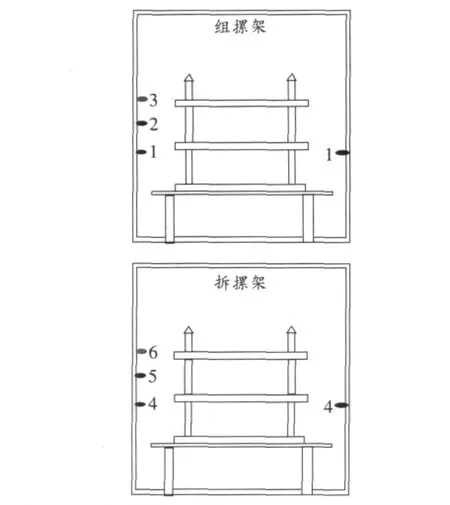
圖2 組、拆摞架結構示意圖
(2)小車舉升定位:組摞時,高套料架舉升到2后,通過PLC延時7S繼續上升到3位置來完成舉升定位。平齊料架則舉升到2后即完成舉升定位。拆摞時,高套料架舉升到5后,通過PLC延時8.5S繼續上升到6位置來完成舉升定位。平齊料架則舉升到5后即完成舉升定位。
(3)在Wincc操作界面上,增加按鈕,使操作既能手動控制小車舉升高度,又能自動控制小車舉升高度。
組、拆摞架前端料架類型使用光柵1和4來判定,小車舉升定位是在舉升到2或5后,通過PLC延時繼續上升到3或6位置來完成舉升定位。控制程序上設計了Wincc操作界面來做手動和自動切換。
3.3 吹洗系統改進
在當前技術條件下,銅及銅合金材料的光亮退火爐保護氣體消耗量一般為100~200 m3/h[4]。退火爐吹洗系統是為了減少退火油斑及穩定爐氣溫度而設計的,但過度使用和漏氣則會造成氮氣及能源的浪費。所以,吹洗系統的使用以爐溫穩定和不出現油斑缺陷為基本原則,供氣系統改進,制定合理的操作規范,盡量減少氮氣能源浪費。
(1)吹洗系統的使用根據銅管帶油的情況及退火保溫時間的長短進行相應的調整。成品退火生產中,通常升溫段吹洗氮氣流量為30m3/h;高溫保溫段吹洗氮氣流量為25m3/h;冷卻1區吹洗氮氣流量為20m3/h。即可達到除油目的,對于清洗后的退火料吹洗系統應少量開啟,控制保護氣體氮氣消耗量在75~80m3/h之內。
(2)對料架管路及受力支點、快速接頭等進行改造。見圖3。
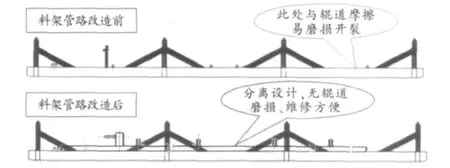
圖3 料架管路改造
通過分離改造,避開磨損部位,徹底解決料架開裂漏氣問題;通過后支撐臂改造,徹底解決前吹掃桿密封面泄漏問題,同時后支撐臂維修量幾乎降為零;通過將快速接頭改為錐面密封連接,解決了銅管在加熱過程中與接頭脫落漏氣的問題。
3.4 油氣分離系統優化
CTP吹洗系統從銅管內外表面吹出的油提高了循環的保護性氣體氣氛的含油濃度。油氣在爐子的低溫區或入口通道以及冷卻區凝結而可能形成油滴。油滴可能接觸產品造成難看的的斑跡,對銅管二次污染。因此需要定期清理爐氣。一種可能就是恒定地更換惰性氣體,即恒定地輸入和排出一定量的惰性氣體流量,造成氮氣能源浪費和廢氣的污染[5]。針對此設計出油氣過濾系統來完善CTP吹洗系統,達到節能減排效果。如圖4。
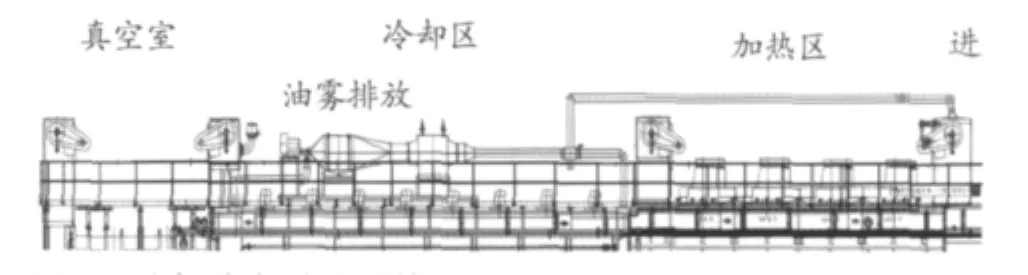
圖4 油氣分離過濾系統
整個油氣分離過濾系統包含:加熱爐油污分離系統,冷卻爐油污分離系統;由氣/氣熱交換器、氣/水熱交換器、納西姆高效循環風機、油霧收集分離裝置、帶有液位指示器的污油儲罐、相應的管道以及控制閥門等組成。以去除爐內氣體中蒸發的軋制潤滑油氣。
完善CTP吹洗系統設計為一個兩端回路連接系統。即銅管內壁吹掃的保護氣體通過回路被排放至爐外。排放至爐外的帶有油污的保護氣體將被連接至一個油污分離裝置,油污分離裝置將保護氣體中的油氣分離,分離后的油污通過污油儲罐收集處理,干凈的保護氣體將被返回至爐內繼續循環使用。
4 實施效果
通過從工藝優化、生產方式、吹洗系統、油氣分離等方面對退火爐進行節能減排改造。提高了退火爐的裝爐量,從之前的700盤/天到如今的960盤/天的生產量,從之前300 kW·h/t的電單耗降到目前215 kW·h/t,消耗氮氣由原85Nm3/t降低至50Nm3/t。
按照年產3.8萬t銅管、電折算系數0.1229、氮氣折算系數0.6714計算,每年可節約

根據國家發改委提供的數據火電廠工業鍋爐每燃燒1t標準煤,就產生二氧化碳2620kg,二氧化硫8.5kg,氮氧化物7.4kg測算,通過改造后,每年可減少二氧化碳排放3379.6t,二氧化硫排放10.96t,氮氧化物排放9.55t。
再通過對電、新水、氮氣等各能源年耗量和單位產品能耗統計分析(見表2)。

表2 年耗量和單位產品能耗量表/(kgce/t)
根據GB21350-2008《銅及銅合金管材單位產品能源消耗限額》表②和表③的有關規定,紫銅管的單位產品能耗限額(見表3)[6]。
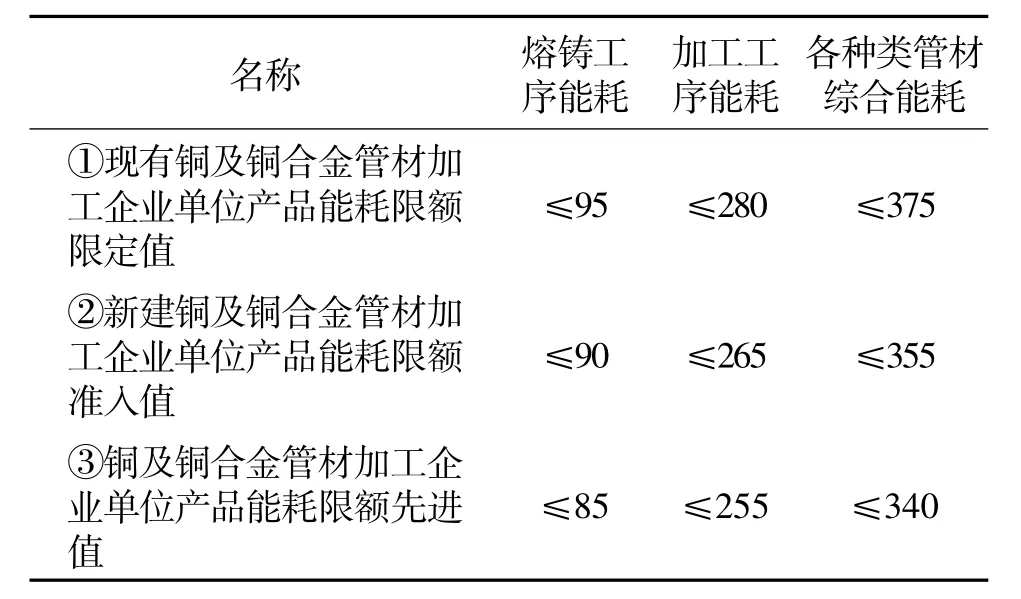
表3 紫銅管單位產品能耗限額表/(kgce/t)
將表2與表3進行對比,可以看出,實施改造后銅管生產單位產品綜合能耗326.08kgce/t低于GB21350-2008《銅及銅合金管材單位產品能源消耗限額》的“新建銅及銅合金管材加工企業單位產品能耗限額準入值”,達到“銅及銅合金管材加工企業單位產品能耗限額先進值340kgce/t”水平。
5 結語
本企業按照國家節能減排規劃和政策要求,投資改造裝備,工程技術人員通過工藝技術創新、電氣裝備節能等技術措施來實現節能降耗,能耗指標達到行業先進水平和效能最大化,完成對國家承諾的節能減排目標任務。
[1]余金波.銅管光亮熱處理爐的工藝設備及控制系統[J].冶金自動化,2007(S2):115-118.
[2]李耀群,易茵菲.現代銅盤管生產技術[M].北京:冶金工業出版社,2005.
[3]潘進兵.TP2銅管退火過程組織演變的數值模擬[D].大連:大連理工大學,2007.
[4]鐘衛佳.銅加工技術實用手冊[M].北京:冶金工業出版社,2007:866.
[5]Hansjorg Hoppe.用于銅加工的光亮退火爐[C]//中國銅加工技術創新文集.北京:中國有色金屬加工工業協會,2006:489-493.
[6]GB21350-2008,銅及銅合金管材單位產品能源消耗限額[S].
Study on the Energy-Saving and Emission-Reduction Transformation Practice of 4.8t/h Junker Roller Hearth Annealing Furnace
MAO Jian-wen
(JCC Processing Business Division,Nanchang,Jiangxi 330096,China)
The roller hearth annealing furnace is the major process equipment for the bright annealing of TP2 Copper Tube,and also is an important part of energy consumption in the copper processing production.As the national mandatory requirements of energy-saving and emission-reduction mentioned for the key enterprises,the study of this aspect for the annealing furnace is particularly significant.This article makes a brief introduction of the system status of 4.8t/h Junker roller hearth bright annealing furnace,and mainly discusses the effect of transformation practice for the annealing furnace from the aspects of process optimization,production methods,purge system and oil&gas separation filter system.The result shows that the effect of energy-saving and emission-reduction is significant,which can effectively realize the technology innovation and energy-saving effect of the electrical equipment.
annealing furnace;process optimization;energy-saving and emission-reduction;transformation;effect
TG155.1
B
1009-3842(2012)05-0006-04
2012-07-31
毛健文(1970-),男,江西上饒人,工程師,主要從事銅加工工藝設備電氣自動化研究及維修。E-mail:mjw0520@163.com
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:46
世界農藥(2019年2期)2019-07-13 05:55:12
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52