AZ31鎂合金化學鍍Ni-Cu-Sn-P工藝的研究
2012-12-27 03:51:14馬立群
電鍍與環保 2012年4期
關鍵詞:質量
朱 丹, 丁 毅, 王 娟, 馬立群, 朱 婧
(南京工業大學 材料科學與工程學院,江蘇 南京 210009)
AZ31鎂合金化學鍍Ni-Cu-Sn-P工藝的研究
朱 丹, 丁 毅, 王 娟, 馬立群, 朱 婧
(南京工業大學 材料科學與工程學院,江蘇 南京 210009)
通過X射線衍射儀以及極化曲線等手段,優選出最佳化學鍍Ni-Cu-Sn-P工藝。結果表明:在硫酸鎳30g/L,硫酸銅0.4g/L,錫酸鈉8g/L,次磷酸鈉18g/L的條件下,所得 Ni-Cu-Sn-P鍍層的耐蝕性最好,且為非晶鍍層。
鎂合金;化學鍍;Ni-Cu-Sn-P;耐蝕性;非晶
0 前言
鎂合金具有比強度、比剛度、比彈性模量高以及減震性好等優點,目前已在航空、汽車、軍事、光學儀器、計算機、電子通訊及聲像器材等領域中得到廣泛的應用[1-3]。由于鎂的化學性質活潑,在室溫下會被空氣氧化,生成的氧化膜疏松、多孔,導致鎂及鎂合金的耐蝕性非常差,無法對基體起到良好的保護作用[4]。對鎂合金進行表面處理可以提高其耐蝕性,其中化學鍍Ni-P合金是應用較多的處理方法之一。在化學鍍 Ni-P合金的鍍液配方中加入Cu2+和Sn4+,所制得的Ni-Cu-Sn-P合金鍍層,其耐蝕性明顯優于化學鍍Ni-P合金鍍層的[5]。本文主要通過單因素法研究AZ 31鎂合金化學鍍Ni-Cu-Sn-P工藝,優選出最佳鍍液配方,得到性能較好的Ni-Cu-Sn-P合金鍍層。
1 實驗
1.1 實驗材料
實驗所用的基體材料為AZ 31鎂合金,試樣尺寸為60mm×30mm×0.5mm。
1.2 工藝流程

1.3 基本鍍液配方
NaH2PO218g/L,NiSO4·6H2O 40g/L,Na2SnO3·4H2O 5g/L,CuSO40.3g/L,NH4HF 15g/L,檸檬酸三鈉30g/L,焦磷酸鈉30g/L,無水乙酸鈉10g/L,硫脲0.5mg/L,十二烷基硫酸鈉10mg/L,pH值9,60℃。
1.4 性能檢測
(1)耐蝕性
根據GB/T 10124-1988測試鍍層的耐蝕性。試樣測試面積為20mm×40mm,質量分數為3.5%的NaCl溶液240mL,且NaCl溶液與大氣相通。以試樣出現腐蝕黑斑的時間作為評價鍍層耐蝕性的指標。
(2)鍍速
采用增重法計算鍍速,公式為:

式中:v為鍍速,μm·h-1;Δm為試樣施鍍前、后的質量差,g;ρ為鍍層的密度,取8.0g·cm-3;S為試樣面積,cm2;t為施鍍時間,h。
(3)電化學測試
采用CHI 660B型電化學工作站測試極化曲線,腐蝕介質為質量分數為3.5%的NaCl溶液,參比電極為飽和甘汞電極(SCE),輔助電極為石墨。
(4)物相結構測試
采用ARL X’TRA型X射線衍射儀(XRD)分析鍍層的物相結構,測試條件為:Cu靶,Ka輻射,掃描速率5°/min,掃描范圍20°~80°。
2 結果與討論
2.1 硫酸鎳的影響
圖1為硫酸鎳的質量濃度對鍍速及耐蝕性的影響。由圖1可知:鍍速隨著硫酸鎳的質量濃度的增加而增大;浸蝕腐蝕時間隨著硫酸鎳的質量濃度的增加先增加后減少,當硫酸鎳的質量濃度為30g/L時,浸蝕腐蝕時間最長。當硫酸鎳的質量濃度較低時,鍍液中游離Ni2+的質量濃度較低,鍍速較慢,鍍層覆蓋不致密,耐蝕性較差;當硫酸鎳的質量濃度較高時,鍍速較快,試樣表面析出大量氫氣,鍍層孔隙率較高,耐蝕性下降。
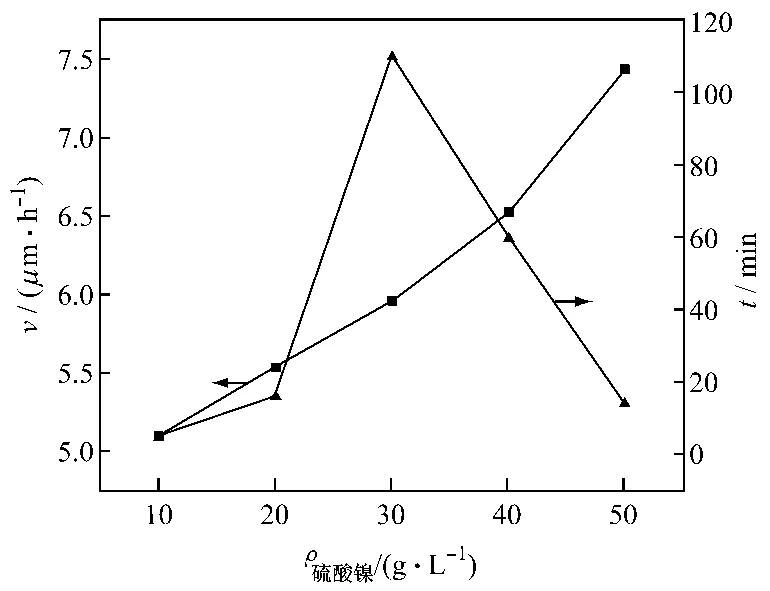
圖1 硫酸鎳對鍍速及耐蝕性的影響
改變硫酸鎳的質量濃度,測試所得鍍層的極化曲線,實驗結果,如圖2所示。由圖2可知:當硫酸鎳的質量濃度為30g/L和40g/L時,鍍層的自腐蝕電位相對于基體的發生正移,且自腐蝕電流密度降低。

圖2 極化曲線
綜上所述,確定硫酸鎳的質量濃度為30g/L。
2.2 硫酸銅的影響
圖3為硫酸銅的質量濃度對鍍速及耐蝕性的影響。由圖3可知:鍍速隨著硫酸銅的質量濃度的增加先增大后減小;浸蝕腐蝕時間隨著硫酸銅的質量濃度的增加,也呈現先增加后減少的趨勢,當硫酸銅的質量濃度為0.4g/L時,浸蝕腐蝕時間最長,耐蝕性最好。
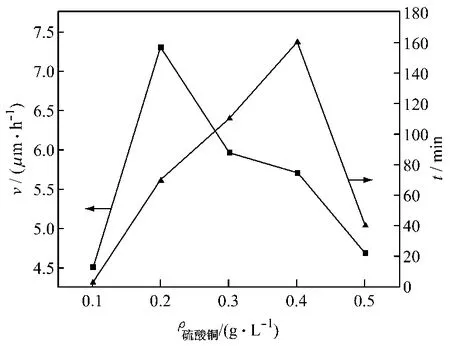
圖3 硫酸銅對鍍速及耐蝕性的影響
改變硫酸銅的質量濃度,測試所得鍍層的極化曲線,實驗結果,如圖4所示。由圖4可知:當硫酸銅的質量濃度為0.2g/L和0.4g/L時,鍍層存在鈍化區間,且硫酸銅的質量濃度為0.4g/L時所得鍍層的自腐蝕電位高于硫酸銅的質量濃度為0.2 g/L時所得鍍層的。

圖4 極化曲線
綜上所述,確定硫酸銅的質量濃度為0.4g/L。
2.3 錫酸鈉的影響
圖5為錫酸鈉的質量濃度對鍍速及耐蝕性的影響。由圖5可知:鍍速隨著錫酸鈉的質量濃度的增加先增大后減小;當錫酸鈉的質量濃度為8g/L時,浸蝕腐蝕時間最長。

圖5 錫酸鈉對鍍速及耐蝕性的影響
改變錫酸鈉的質量濃度,測試所得鍍層的極化曲線,實驗結果,如圖6所示。由圖6可知:鍍層均存在鈍化區間,且當錫酸鈉的質量濃度為8g/L時,鍍層的鈍化區間最寬。

圖6 極化曲線
綜上所述,確定錫酸鈉的質量濃度為8g/L。
2.4 次磷酸鈉的影響
圖7為次磷酸鈉的質量濃度對鍍速及耐蝕性的影響。由圖7可知:鍍速隨著次磷酸鈉的質量濃度的增加先增大后減小;當次磷酸鈉的質量濃度為18 g/L時,浸蝕腐蝕時間最長。

圖7 次磷酸鈉對鍍速及耐蝕性的影響
改變次磷酸鈉的質量濃度,測試所得鍍層的極化曲線,實驗結果,如圖8所示。由圖8可知:當次磷酸鈉的質量濃度為18g/L時,鍍層的自腐蝕電位較正,熱力學穩定性較高,自腐蝕電流密度較低,且存在鈍化區間,有較好的耐蝕性。

圖8 極化曲線
綜上所述,確定次磷酸鈉的質量濃度為18 g/L。
2.5 物相結構測試
圖9為較佳工藝條件下所得 Ni-Cu-Sn-P鍍層的XRD譜圖。由圖9可知:由于鍍層較薄,得到的XRD衍射圖為饅頭狀的寬化峰與基體衍射花樣的復合譜圖。表明該鍍層為非晶鍍層。
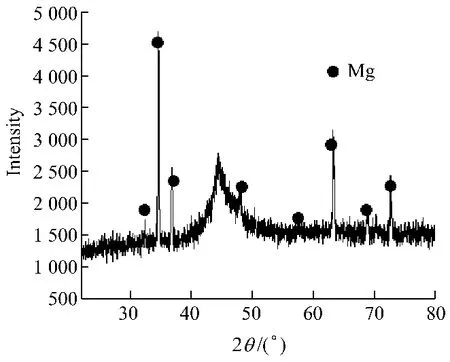
圖9 鍍層的XRD譜圖
3 結論
(1)通過優化實驗獲得了AZ 31鎂合金化學鍍Ni-Cu-Sn-P的較佳工藝:硫酸鎳30g/L,硫酸銅0.4g/L,錫酸鈉8g/L,次磷酸鈉18g/L,NH4HF 15g/L,檸檬酸三鈉30g/L,焦磷酸鈉30g/L,無水乙酸鈉10g/L,硫脲0.5mg/L,十二烷基硫酸鈉10g/L,pH值9,60℃。
(2)較佳工藝條件下所得 Ni-Cu-Sn-P鍍層為非晶鍍層。
[1] 張津,章宗合.鎂合金及應用[M].北京:化學工業出版社,2004:283-302.
[2] 李瑛,余剛,劉躍龍,等.鎂合金的表面處理及其發展趨勢[J].表面技術,2003,32(2):1-3.
[3] 賈志華,王玉平.鎂及鎂合金化學鍍Ni-Cu-P三元合金工藝[J].電鍍與涂飾,2004,23(3):6-8.
[4] 王建泳,成旦紅,張煒,等.鎂合金化學鍍鎳工藝[J].電鍍與涂飾,2005,24(12):42-45.
[5] Zhang B W,Xie H W.Effect of alloying elements on the amorphous formation and corrosion resistance of electroless Ni-P based alloys [J].Materials Science and Engineering,2000,281(1):286-291.
A Study of Electroless Ni-Cu-Sn-P Plating on AZ 31Magnesium Alloy
ZHU Dan, DING Yi, WANG Juan, MA Li-qun, ZHU Jing
(College of Materials Science and Engineering,Nanjing University of Technology,Nanjing 210009,China)
The electroless Ni-Cu-Sn-P plating process was optimized by XRD,polarization curves and so on.The results show that the best Ni-Cu-Sn-P coating was obtained when nickel sulfate is 30g/L,cupric sulfate 0.4g/L,sodium stannate 8g/L,sodium hypophosphite 18g/L.And furthermore the Ni-Cu-Sn-P coating thus obtained is amorphous.
magnesium alloy;electroless plating;Ni-Cu-Sn-P;corrosion resistance;amorphous
TQ 153
A
1000-4742(2012)04-0029-03
2011-05-05
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
