光亮鋅酸鹽鍍鋅工藝的研究
2012-12-28 06:55:38黃榮一
電鍍與環保 2012年4期
關鍵詞:工藝
黃榮一,卜 水
(力大五金制品(昆山)有限公司,江蘇 昆山 215321)
光亮鋅酸鹽鍍鋅工藝的研究
黃榮一,卜 水
(力大五金制品(昆山)有限公司,江蘇 昆山 215321)
通過電鍍試驗研究由自制中間體配成的雙劑型鋅酸鹽鍍鋅光亮劑H-A,B的性能和應用方向。結果表明:該光亮劑劑型合理,總體性能優越,特別是光亮劑出光快,穩定性高,添加范圍寬,產耗比佳;在ZnO 6~15g/L,NaOH 100~135g/L范圍內可獲得既柔軟又全亮的鍍層,且結晶細致,易鈍化;高溫及極低電流時鍍層狀況良好,工藝生產維護方便,實用性強,外觀符合國內市場對亮度的要求,商業前景廣闊。
鍍鋅;鋅酸鹽;添加劑;光亮;實用
0 前言
鋅酸鹽鍍鋅工藝是一種生產成本低且符合環保潮流的鍍鋅工藝,其核心在于添加劑的質量。從劑型看,單劑型添加劑未得到國內市場的普遍采用;傳統的雙劑型添加劑存在著很多缺點[1];近期流行的三劑(或多劑)型添加劑(如從國外引進的“環保鋅”添加劑),雖然有很多優點,但售價高,使用條件苛刻,添加維護繁瑣[2-3]。從鍍層效果看,光亮性好的添加劑往往脆性大、亮度不均勻、不易鈍化。故一般商業化鋅酸鹽鍍鋅工藝只確保鍍層均勻細膩、結合力好、脆性低、易鈍化,光亮效果一般即可[4-6],然后通過鈍化成膜提高鍍層亮度。酸性鍍鋅雖然可達光亮平滑,但存在諸多無法克服的缺點[7-8]。
本研究結合工廠的實際情況,根據自制光亮劑H-A,B已設定的工藝條件,首先通過測試光亮劑的穩定性和重現性,評估光亮劑中各組分搭配的合理性;然后測試工藝條件對鍍液和鍍層性能的影響并將自制光亮劑與商業化光亮劑進行比較。
1 試驗
1.1 試驗儀器及藥品
試驗所用儀器:整流器,267mL赫爾槽,進口赫爾槽試片(鐵基亮片),體積為3L的PP槽,測厚儀,尺寸為8cm×15cm的鐵基門鎖蓋板。
試驗所用藥品:ZnO(AR),NaOH(AR),光亮劑 H-A,B(H 組),三劑型(J組)、四劑型(C組)及單劑型(L組)商業化光亮劑。
1.2 鍍液組成及工藝條件
H-A,B均是由自制中間體配成的組合型光亮劑,原料成本低,兩者需配合使用。H-A能整體改善光亮度,防止高位燒焦;H-B能改善低位光亮度并可去除條紋。
H-A為微粉紅色透明液體,波美度為10.8~11.0,pH 值為6.8~7.0,其由具有光亮、整平、走位、耐溫(減少脆性成分)等作用組分配制而成,無金屬成分。
H-B為微黃色透明液體,波美度為12.2~12.5,pH值為6.5~6.8,其為 DE的改良體,可視作代替氰化物鍍鋅中氰化鈉的配位劑,也是除雜劑、低區光亮劑。
其余三組皆為商業化光亮劑,具體鍍液組成及工藝條件,如表1所示。
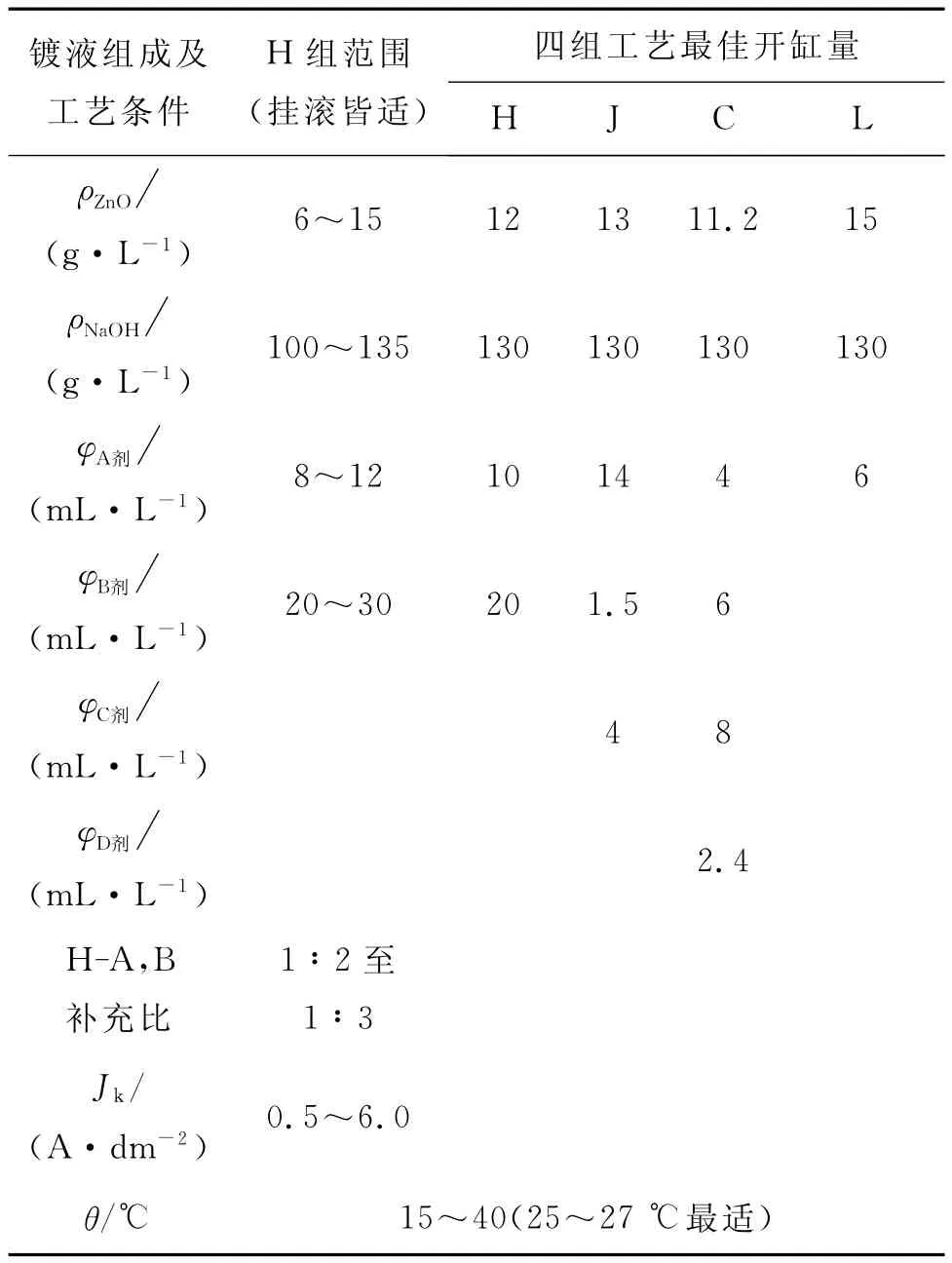
表1 鍍液組成及工藝條件
1.3 基礎液配制
將NaOH用計算量的1/3左右的純水攪拌,趁熱加入事先用少量純水調成糊狀的ZnO,攪拌至全部溶解,加純水定容。攪拌1h后,加入3g/L的鋅粉并攪拌1h,沉淀后過濾溶液,靜置 (電解)12h以上,加入規定量的光亮劑攪拌至均勻即可。
1.4 工藝流程
1.5 赫爾槽試驗
(1)光亮劑的穩定性和重現性
取光亮劑H-A,B,放置一定時間后,通過物理特性及試驗判斷其是否變質;再對工藝參數設置極限條件,試驗判斷光亮劑的穩定性;最后,連續施鍍多片試片,直至H-A,B消耗殆近,再按標準進行補充,觀察槽液及鍍片是否恢復,反復多次,初步判斷此工藝的補充和消耗是否平衡。
(2)光亮度、范圍及出光速率
在最佳工藝條件下采用四組光亮劑連續施鍍試片,電流為1A,時間為10min。
(3)溫度
結合現場實際,考察溫度為35℃時四組光亮劑的施鍍效果,其中電流為1A,時間為10min。
(4)極低電流下工藝的性能
在最佳工藝條件下考察四組光亮劑的施鍍效果,電流為0.2A,時間為15min。
1.6 鍍液和鍍層性能測試
(1)電流效率
測試三種情況:工藝的上限、下限以及最佳工藝條件。在25℃,1A,20min的條件下,對5cm×10 cm的試片進行施鍍,根據施鍍前后的質量差,計算電流效率。
(2)分散能力
在25℃,1A,10min的條件下施鍍,把所得赫爾槽試片平均分成10格,每格10mm,從距離高端邊緣15mm處用測厚儀測膜厚h1,以后每增加10 mm測一點,共八點,分散能力T=h5/h1×100%(h1,h5為第1,5點處膜厚)。
(3)覆蓋能力
取內徑10mm×100mm的黃銅管測定鍍液的覆蓋能力,管的兩端正對陽極,在25℃時分別用1,2,3A電流施鍍20min,計算公式為:覆蓋能力=鍍亮長度/管長×100%。
(4)脆性
測試四種情況:工藝的上限、最佳、下限及最佳開缸量。在光亮劑超標準一倍的情況下各鍍20μm厚,用老虎鉗夾緊進行180°往復彎曲直至試片斷裂,再用5倍的放大鏡觀察試片表面是否有鋅屑掉落。
(5)結合力
試片在常規電流密度下鍍30min,鍍后置于烘箱中,溫度為200℃,恒溫烘烤1h后立即放入水中驟冷,觀察鍍層表面有無起泡、脫落等現象。
2 結果與討論
2.1 光亮劑的穩定性和重現性
(1)保質期
取光亮劑H-A,B,放置9個月后,未出現變色、分層、渾濁、沉淀等不良現象;以1A電流施鍍10 min,連續鍍4片,均能得到光亮的鍍層,表明光亮劑的保質期至少為9個月。
(2)鍍液各組分的影響
根據工藝上限及下限配制兩組鍍液,在25℃下,以1A電流施鍍10min,連續鍍4片。試驗中陰極表面高、低電流密度區氣泡大小和速率均勻、圓潤無流痕。鍍液的濃度低時,氣泡較小、較慢、較密,鍍層低電流密度區比高電流密度區先亮,且時間越長鍍層越亮。鍍層顏色稍黃,對著陽光看底色上有微微的暗條紋,出光后均全片光亮。結合表1可以看出:在ZnO 6~15g/L,NaOH 100~135g/L的范圍內,電化學效果良好,均能得到全光亮鍍層,光亮劑受兩種主要組分的影響小,使用起來相對穩定。
(3)光亮劑添加不足及過量
在ZnO 12g/L,NaOH 130g/L,25 ℃的條件下,改變H-A,B的體積分數,以1A電流施鍍10 min,觀察鍍層狀況,結果如表2所示。
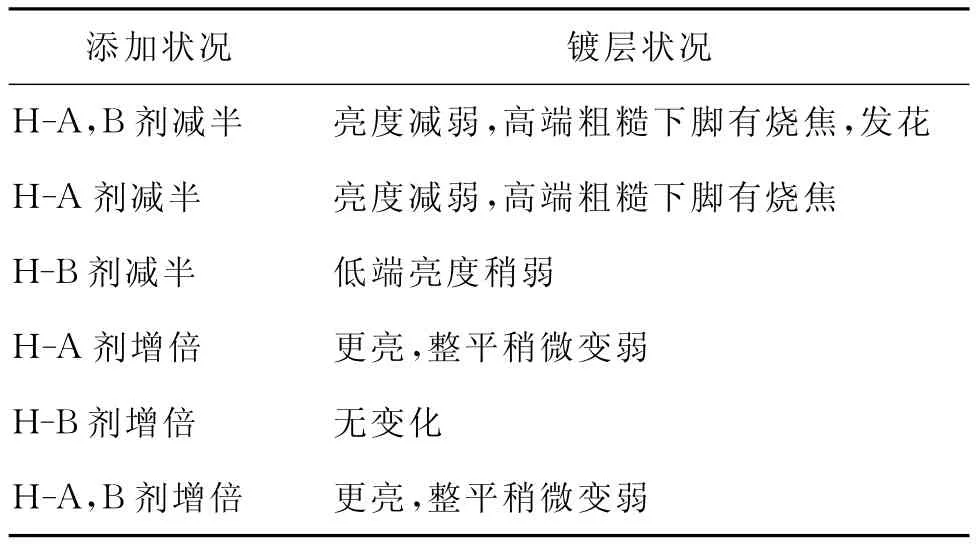
表2 光亮劑的體積分數對鍍層的影響
由表2可知:只有兩劑都減半時影響明顯,且易判斷補充。H-B劑過量時,無不良影響,這可能跟H-B劑本身的結構有關[9]。故 H-B劑可隨 H-A劑按一定比例添加,也可一次性足量添加,平時只加H-A劑即可。可見光亮劑穩定性高,添加范圍寬,維護方便。
(4)消耗和補給平衡
以1A電流施鍍10min,連續鍍6片后,赫爾槽試片高位的左下腳逐漸燒焦,低位逐漸發暗變黑;鍍第8片時,中低位出現少量白色條紋,按工藝補充H-A 1.5mL/L,H-B 3.75mL/L后恢復全片光亮;再鍍4片后,高位的左下腳逐漸燒焦,低位逐漸發暗變黑,再按工藝補充 H-A 1.5mL/L,H-B 3.75 mL/L后恢復全片光亮。以上步驟重復10次后,鍍較長時間待光亮劑耗盡后,重新按照開缸量加入光亮劑,赫爾槽試片恢復全片光亮。可以看出體系中各組分的消耗和補給保持平衡。也表明兩劑中各組分的配比及電化學作用已協調穩定,反面作用互相得到制約,電鍍時已不顯現。
2.2 光亮度及范圍效果比較
在最佳條件下,四組光亮劑都能得到光亮鍍層,每組赫爾槽試片均隨電鍍時間的增加而逐漸光亮。H組在1min內可得到稍帶黃色的光亮鍍層;3min時,可得到近似亮鎳的淡黃色光亮鍍層。光亮性試驗結果表明:H組光亮度最佳,結晶細膩平滑,出光后全片光亮,表明開缸量適合;L組效果最差,可能與ZnO的質量濃度過高及光亮劑本身的性質有關。總體效果的順序為:H>J>C>L。
2.3 溫度的影響
隨著溫度的升高,低電流密度區的質量逐漸變差。光亮性試驗結果表明:J組受影響最小,可保持全光亮;H組稍有影響,但出光后可獲得全光亮鍍層。總體效果的順序為:H>C>J>L。
2.4 極低電流的影響
極低電流下試片效果變差。光亮性試驗結果表明:H組的光亮范圍佳。總體效果的順序為:H>J>C>L。
2.5 電流效率
在不同工藝條件下測得的電流效率,如表3所示。由表3可知:工藝在最佳及上限條件時,電流效率高,故生產中將工藝條件控制在最佳或上限。

表3 電流效率
2.6 分散能力
選取H組工藝范圍的上限、下限及最佳條件進行試驗,結果如表4所示。由表4可以看出分散能力良好。
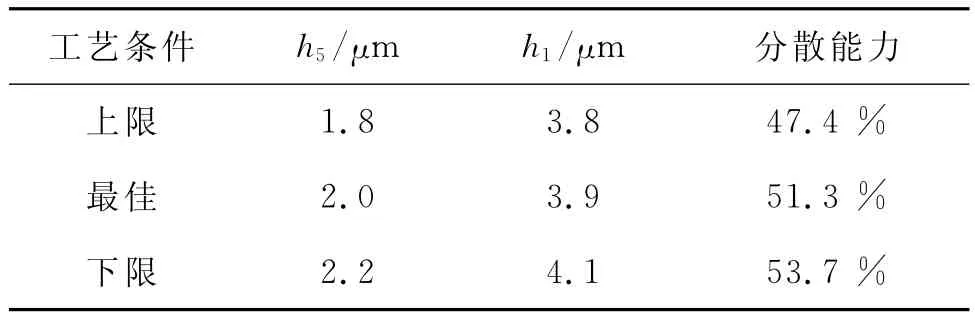
表4 分散能力
2.7 覆蓋能力
在最佳條件下進行試驗,管內壁均有鍍層,以鍍亮深度計算,結果如表5所示。由表5可以看出覆蓋能力佳。
2.8 脆性
四種情況下試片表面均無鋅屑掉落,特別是光亮劑的體積分數超過工藝范圍較多時也無鋅屑掉落。說明光亮劑對鍍層脆性的影響是很有限的,反映出本工藝既光亮又柔軟的特性。
2.9 結合力
鍍層表面無起泡、脫落等現象。
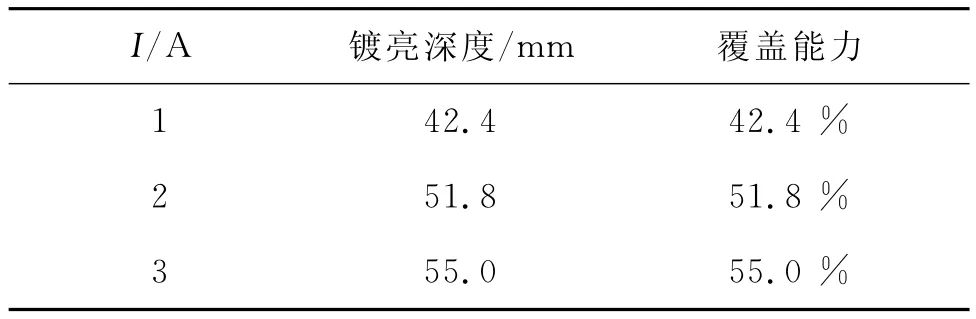
表5 覆蓋能力
3 結論
通過電鍍試驗研究由自制中間體配成的雙劑型鋅酸鹽鍍鋅光亮劑H-A,B的性能和應用方向。結果表明:該光亮劑劑型合理,總體性能優越,特別是光亮劑出光快,穩定性好,添加范圍寬,產耗比佳;在ZnO 6~15g/L,NaOH 100~135g/L范圍內可獲得既柔軟又全亮的鍍層,且結晶細致,易鈍化;高溫及極低電流時鍍層狀況良好,工藝生產維護方便,實用性強,外觀符合國內市場對亮度的要求,商業前景廣闊。
[1] 胡耀紅,袁國偉,梁國柱.鋅酸鹽鍍鋅添加劑及其研究動態[J].材料保護,2002,35(1):35-36.
[2] 何生龍.環保鋅中金屬雜質的秘密[J].電鍍與涂飾,2005,24(8):52-53.
[3] 范文學,何向明,劉殷.鋅酸鹽鍍鋅和三價鉻鈍化的管理和維護[J].電鍍與環保,2009,29(1):44-46.
[4] 時毅容,陳厚敏,郎春波.FK-303耐高溫堿性鋅酸鹽環保鍍鋅光亮劑的應用[J].表面技術,2002,31(4):59-61.
[5] 王朝銘.DE-81(3)型堿性鋅酸鹽鍍鋅工藝的應用[J].電鍍與涂飾,2005,24(4):41-43.
[6] 鄧念超,胡遐林,常曉波,等.堿性鋅酸鹽鍍鋅添加劑的研究[J].材料保護,2007,40(2):23-26.
[7] 沈品華,屠振密.電鍍鋅和鋅合金[M].北京:機械工業出版社,2001.
[8] 顧衛忠,沈婉萍.氯化鉀鍍鋅及三價鉻鈍化工藝的應用[J].腐蝕與防護,2008,29(3):37-38.
[9] 張瑞芝.鋅酸鹽鍍鋅添加劑和光亮劑的有效搭配[J].電鍍與精飾,1994,16(3):29-31.
A Study of Zincate Bright Zinc Plating Technology
HUANG Rong-yi,BU Shui(Lida Hardware Products(Kunshan)Co.,Ltd.,Kunshan 215321,China)
The properties and application direction of the two-component zincate galvanizing brightener H-A and B prepared from self-made intermediate were studied through electroplating tests.The results show that the formulation of the brightener is reasonable and its overall performance superior,especially the brightener is fast in brightening,high in stability,wide in addition range and good in production/consumption ratio;in the range of ZnO 6~15g/L and NaOH 100~135g/L,a soft and fully bright coating can be obtained,and moreover the crystals are fine and easy to passivate;the coating condition is good at high temperature and very low current,and the technological production is easy in maintenance and very practical.The coating appearance is in line with the requirements of the domestic market on brightness.Its business prospect is promising.
galvanization;zincate;additive;bright;practical
TQ 153
A
1000-4742(2012)04-0015-04
2011-04-01
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
