中壓過熱蒸汽管道的設計與施工探討
2012-12-23 04:40:20趙仁義
石油化工建設 2012年3期
趙仁義
中國石化集團洛陽石油化工工程公司 河南洛陽 471003
中壓過熱蒸汽管道的設計與施工探討
趙仁義
中國石化集團洛陽石油化工工程公司 河南洛陽 471003
結合中壓過熱蒸汽管道的設計與施工情況,重點探討了此類管道在設計、施工中的基本技術問題,并闡述了設計與施工的重要關系。
過熱蒸汽 低合金鋼 管道 管支架 焊接 焊后熱處理
中壓過熱蒸汽管道是石油化工裝置中最重要的壓力管道之一,其設計與施工既是重點又是難點,設計是否合理、施工是否規范將直接關系到整個裝置運行的可靠性、經濟性與安全性。下面結合某180萬t/a催化裂化裝置,對中壓過熱蒸汽管道的設計與施工問題進行探討。
1 工程概況
循環油漿蒸汽發生器、外取熱器與中壓汽水分離器共同組成一個中壓產汽系統,由其產出255℃、4.22MPa的中壓飽和蒸汽全部進入兩臺并聯的余熱鍋爐,經兩臺余熱鍋爐過熱器合并后,進入蒸汽過熱爐過熱至440℃、3.82MPa,就產出了中壓過熱蒸汽190~240t/h,由此來供給氣壓機組背壓透平48~60t/h、主風機組汽輪機146~170t/h,不足部分由裝置外系統供給3.9t/h中壓過熱蒸汽。
2 中壓過熱蒸汽管道的設計
為保證本裝置能夠實現操作方便、經濟合理及安全生產,就必須做好中壓過熱蒸汽管道的設計工作。
2.1 管道材質及壁厚的確定
管道材質應根據管道級別、設計溫度、設計壓力和介質特性要求等設計條件,以及材料的加工工藝性能、焊接性能和經濟合理性等條件進行選用。該中壓過熱蒸汽管道的設計溫度為460℃,設計壓力為4.20MPa;根據《石油化工管道設計器材選用通則》(SH3059-2001)中常用鋼材使用溫度的規定,再結合鋼材市場供應及過熱蒸汽介質性質等情況,該管道材質應選用低合金鋼15CrMoG。
《工業金屬管道設計規范》(GB50316-2000、2008版)給出了管道壁厚的計算公式。對壓力管道來說,大多數都屬于薄壁管子,故當S<D/6時,受內壓直管理論壁厚可按下式計算:

式中:S:管子的設計壁厚,mm;
P:設計壓力,MPa;
D:管子外徑,mm;
σt:設計溫度下材料的許用應力,MPa;Φ:焊縫系數,對無縫鋼管,Φ=1;
C1:腐蝕余量,對鉻鉬鋼C1取3.0mm;
C2:管子壁厚負偏差,mm;
Y:溫度對管道壁厚計算的修正系數,當溫度不高于482℃時,取 0.4。
在設計溫度460℃條件下,15CrMoG管材的許用應力約為96MPa,根據工藝流程的要求,主管直徑應取DN450,其外徑為457mm,壁厚負偏差12.5%,經計算管道壁厚為14mm。
2.2 管道布置
本管道布置設計,應根據工藝及儀表流程圖的要求,以及蒸汽過熱爐、主風機組和氣壓機組等主要設備的平面布置情況,進行統籌規劃。
根據設計經驗,可以利用固定或止推支架將復雜的管系分隔成若干個較簡單的管系,結合管道走向和分支來設置Π型補償器,通過管道自然補償來吸收因高溫產生的膨脹量;對于敷設在管廊上的管道,受管支架托板長度(一般250~400mm)和支撐橫梁寬度(一般150~350mm)的限制,其管支架的最大位移量不宜超過200mm,所以每個Π型補償器一側膨脹量不宜超過200mm,即兩側膨脹量之和不宜超過400mm,這樣管道在熱膨脹時,管支架就不會脫離橫梁。
該管系的平面距離如圖1所示,低合金鉻鉬鋼管道在操作溫度440℃時單位線膨脹系數約為6mm/m,則每段管系的膨脹量約為:


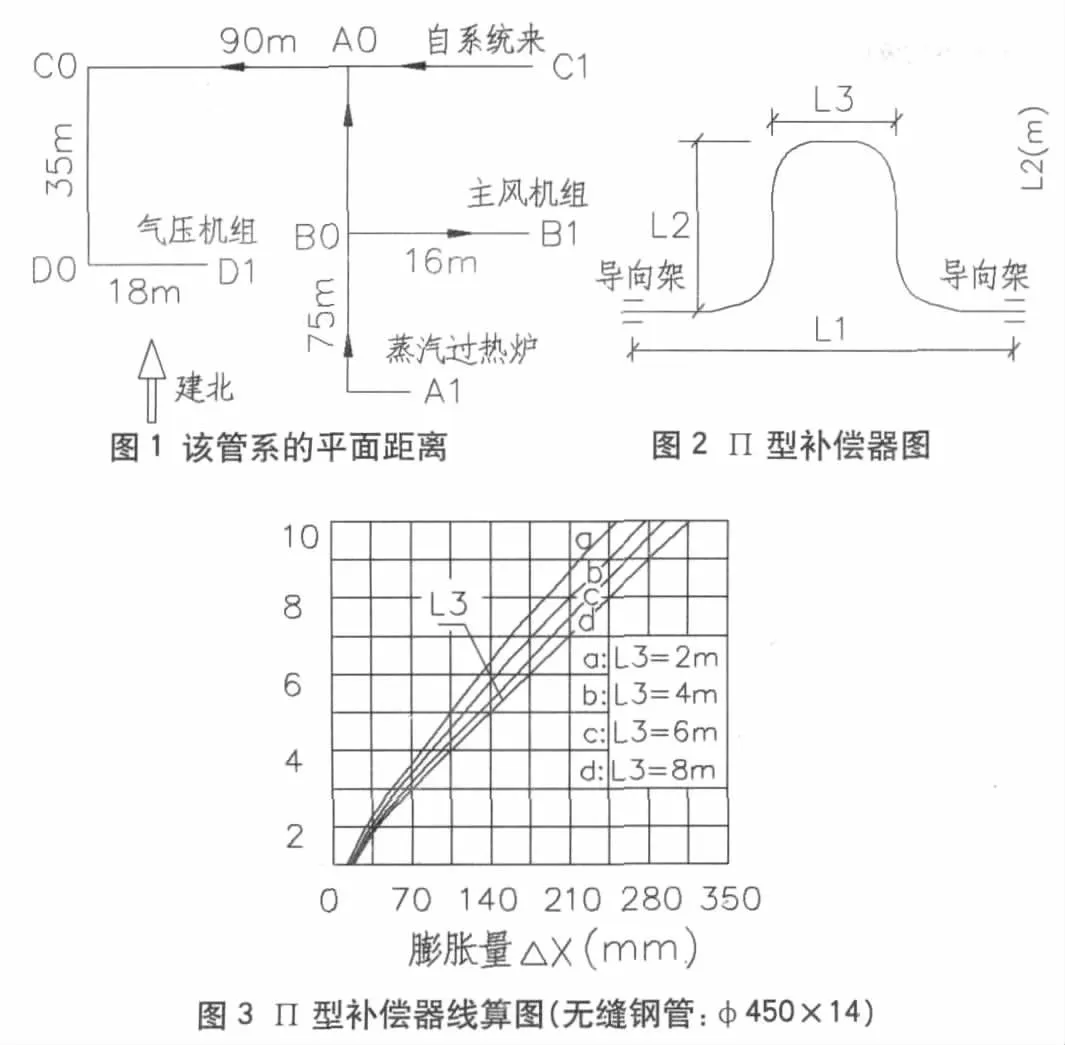
顯然,管廊上的A0A1和C0C1段膨脹量均超過了400mm,應分別設置兩個Π型補償器,則A0A1和C0C1段上每個補償器將分別吸收225mm和270mm左右膨脹量;機組處B0B1和D0D1段可以利用閥組處管道走向進行自然補償。
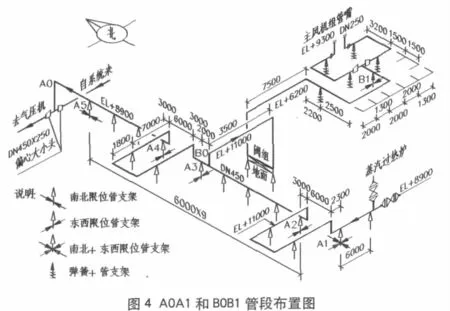
先利用Π型補償器圖表[1](見圖2、3),初步確定補償器臂長L2、臂寬L3,比如△X=225mm,由圖3可知,若L3取6m,則L2取8m;再將該管道補償器的初步方案輸入CAESARⅡ應力分析軟件中,進一步優化方案。關于計算機運算過程就不闡述了,在此,僅截取A0A1和B0B1管段布置圖為例(見圖4)。
2.3 管支架設置
管支架的設置,應根據管徑大小、管道走向、閥門和管件的位置,以及可生根的部位等因素確定,同時還必須滿足管道允許跨度的要求,以確保管道的安全運行。在管廊上,本管道系統支撐主要是滑動型、導向型、止推型以及組合型管支架;在地面上,支撐管道的主要是滑動和固定管支架,如閥組處;在機組框架上,主要利用混凝土立柱上的預埋鋼板,設置支架和吊架,根據應力分析情況,此處設置彈簧管支架較多。
3 中壓過熱蒸汽管道的施工
中壓過熱蒸汽管道的施工是一個重要而又復雜的過程,涉及到檢驗、標識移植、管道安裝及管支架安裝等方面,而焊接是管道及其支架安裝中的關鍵一環,直接影響到管道的施工質量,該低合金鋼管材可焊性較差,要求條件比較苛刻,所以對管材、焊材、焊接工藝等關鍵點應嚴格控制。
3.1 管道檢驗及標識移植
低合金鋼管道在使用之前,應先檢查管材的質量證明文件及實物標識是否符合產品標準和訂貨技術條件的要求;接著核對管道的材質、牌號及規格,進行外觀質量檢查;然后要對該批管材進行復驗,做光譜分析;這些情況均達到要求后,再及時進行標識移植,刷上不同顏色的色標,以便于區別其它材質的管道。
3.2 管道安裝
3.2.1 管道焊接工藝
該管道焊接工藝采用氬弧焊打底+電弧焊填充蓋面,此過程會形成超低氫環境,容易做到單面焊雙面成形。
(1)坡口型式為V型,鈍邊1~2mm,夾角約為60°;
(2)手工鎢極氬弧焊打底,直流正接,焊接電流80~100A,電壓10~14V,焊絲H13CrMoA,Φ2.5mm;
(3)手工電弧焊填充蓋面,直流反接,焊接電流100~120A,電壓22~24V,焊條R307低氫型,Φ3.2mm。
為防止冷裂紋及再熱裂紋,坡口兩側預熱150~200℃,焊接層間溫度高于預熱溫度,表層蓋面完成后立即進行650~700℃焊后熱處理,消除內應力,防止延遲裂紋。
3.2.2 管道下料、組對及焊接
按照管段布置圖和焊接工藝的要求,將自動坡口機定好角度,對管道切割下料,然后打磨坡口,坡口內、外表面20mm范圍內必須清理干凈,不得有油漆、毛刺、銹斑、氧化皮及其它對焊接過程有害的物質,同時組對間隙也必須符合焊接工藝要求,一般為2~3mm,錯邊量不大于0.5mm,在坡口定位后,而且滿足焊接環境條件下,可以根據焊接程序曲線(見圖5)進行施焊。
A→C:升溫預熱階段,其中BC段進行手工鎢極氬弧焊打底;
C→E:層間保溫階段,其中DE段進行手工電弧焊填充蓋面;
E→F:清渣打磨階段,重新鋪設電加熱帶、熱電偶及附屬設施;
F→I:焊后熱處理階段,以200℃/h升溫速度至680℃左右,然后恒溫2h,接著以200℃/h降溫速度保溫緩冷至250℃,最后在空氣中自然冷卻。
3.2.3 管道焊縫檢測
管道焊縫在經過24h且外觀檢查合格后,進行100%RT射線檢測,同時進行20%焊道硬度測定,每處測定三點:焊縫、熱影響區和母材。通過對焊縫的檢驗、測定,沒有出現延遲裂紋和硬度超標的情況,均達到了合格的要求。

3.3 管支架安裝
管支架安裝是管道施工中的一個重點,管支架施工不當,往往會造成管支架脫空、滑落,管道系統產生振動、噪聲、甚至共振,嚴重者會造成相鄰管道被推開,設備管嘴、法蘭被撕裂等后果,因此,對本管道系統的管支架制作、焊接及安裝過程應特別注意以下幾點:
(1)應按設計圖紙要求制作管支架高度,避免因高度過小,管道移動時保溫材料造成破壞;避免因高度不均,部分管支架脫空;
(2)應按設計圖紙要求制作管支架托板長度,如圖4中的導向支架 A2、A3、A4、B1,止推支架 A5,以及組合架 A1都是加長型管支架;
(3)應確保導向支架、止推支架的位置及型式安裝正確,不得憑感覺隨意更改管支架的類型;
(4)所有管支架都必須帶有墊板,其材質與中壓過熱蒸汽管道相同,并且要求墊板與管道滿焊,且墊板上預留透氣孔,不得有漏焊、欠焊或裂紋等缺陷,待焊接完成后,同此處管道一塊做焊后熱處理,確保焊縫應力消除。
考慮到低合金鋼管道的管支架現場施工的復雜性,可以設計為卡箍型隔熱式管支架,采用工廠化預制,將成品運到施工現場,就可以免去現場焊接及焊后熱處理等工序,節省施工時間,但要求管支架圖紙尺寸標注更加準確,同時可能會增加投資成本。
4 結論
在設計方面,中壓過熱蒸汽管道材質要求高,管道布置復雜,管支架設置類型多;在施工方面,該管道焊接程序復雜、工藝嚴格,且現場焊接的管支架須帶墊板,并要求對其做焊后熱處理等。
可見,管道的設計決定著管道的施工,管道的施工體現著管道的設計理念,實現了由工程圖紙到工程實體的轉化;只有設計進一步優化,施工進一步規范,裝置才能做到經濟合理、安全運行。
1張德江,王懷義,劉紹葉.石油化工裝置工藝管道安裝設計手冊/第一篇,設計與計算(第三版).北京:中國石化出版社,2004.
TE682
B
1672-9323(2012)03-0042-03
2012-04-12)
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
設備管理與維修(2015年12期)2015-04-09 06:57:24