長輸管道防腐補口施工質(zhì)量控制要點
2012-12-21 15:59:24耿平
石油化工建設(shè) 2012年5期
耿 平
中國石化集團(tuán)寧波工程有限公司 浙江寧波 315103
長輸管道防腐補口施工質(zhì)量控制要點
耿 平
中國石化集團(tuán)寧波工程有限公司 浙江寧波 315103
長輸管道施工通常在野外進(jìn)行,江南地區(qū)氣候潮濕、多雨,與其它干燥、寒冷地區(qū)相比,其防腐補口中出現(xiàn)的銹蝕、未粘合等質(zhì)量缺陷的產(chǎn)生存在一定特殊性。通過對熱收縮套補口施工過程的簡要介紹,分析了江南地區(qū)某長輸管道產(chǎn)生防腐補口質(zhì)量問題的原因,進(jìn)一步總結(jié)了施工質(zhì)量管理控制要點。
長輸管道 防腐補口 質(zhì)量控制
長輸管道的防腐涂層一般由工廠涂裝的管道本體防腐涂層和現(xiàn)場涂裝的管端補口層兩部分組成。工廠涂裝的管體防腐涂層主要是涂布在平整的管體表面,管體的焊縫成型較理想,并經(jīng)過生產(chǎn)廠工藝控制和產(chǎn)品檢驗,涂裝質(zhì)量可以得到保證。而熱縮套補口層則是在現(xiàn)場完成,補口層位于管段連接口的環(huán)向焊縫上,且存在搭接部位,其質(zhì)量不僅受到焊縫高度和表面焊接缺陷的影響,與工廠管道本體防腐相比,受人、機、料、法、環(huán)等因素的影響更為突出。因此只有通過因地制宜,采取相應(yīng)措施,科學(xué)組織施工,才能有效保證熱收縮套的補口質(zhì)量。
1 熱收縮套補口施工簡介
1.1 熱收縮套補口施工流程
輻射交聯(lián)聚乙烯熱收縮帶是目前長輸管道焊縫防腐中應(yīng)用最廣泛的防腐材料,且已逐漸國產(chǎn)化。在長輸管道施工過程中,熱收縮套補口過程一般可以分解為(如圖1)所示的工序環(huán)節(jié)。其中熱收縮帶安裝完成,冷卻后經(jīng)檢查,如發(fā)現(xiàn)空鼓等嚴(yán)重缺陷,通常情況下應(yīng)對該熱收縮套進(jìn)行剝離并重新安裝,因?qū)ζ湓俅窝a火重烤,往往會導(dǎo)致該熱收縮套發(fā)生龜裂和老化現(xiàn)象,失去防護(hù)作用。

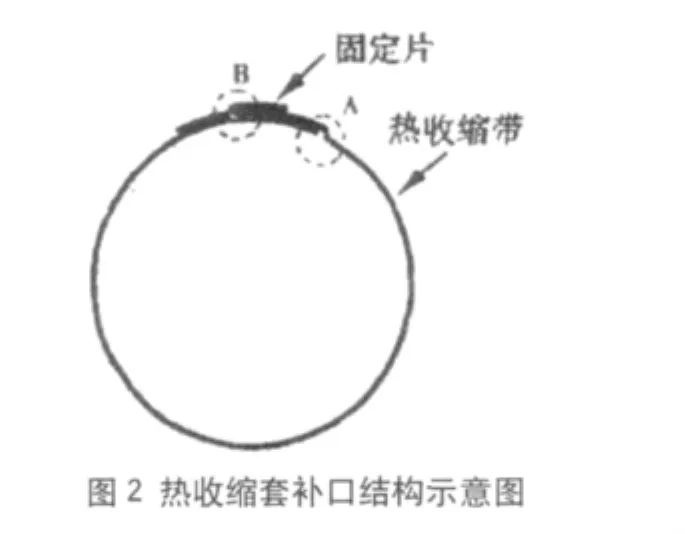
1.2 熱收縮套的補口結(jié)構(gòu)
熱收縮套的補口結(jié)構(gòu)(如圖2)所示,在熱收縮帶補口作業(yè)中,一般存在兩類搭接部位,即:熱收縮帶的搭接位置(A)、固定片與熱收縮帶之間的搭接位置(B)。施工實踐表明,熱收縮帶的搭接部位較易產(chǎn)生空鼓缺陷。
2 熱收縮套補口質(zhì)量控制
2.1 熱收縮套補口質(zhì)量問題
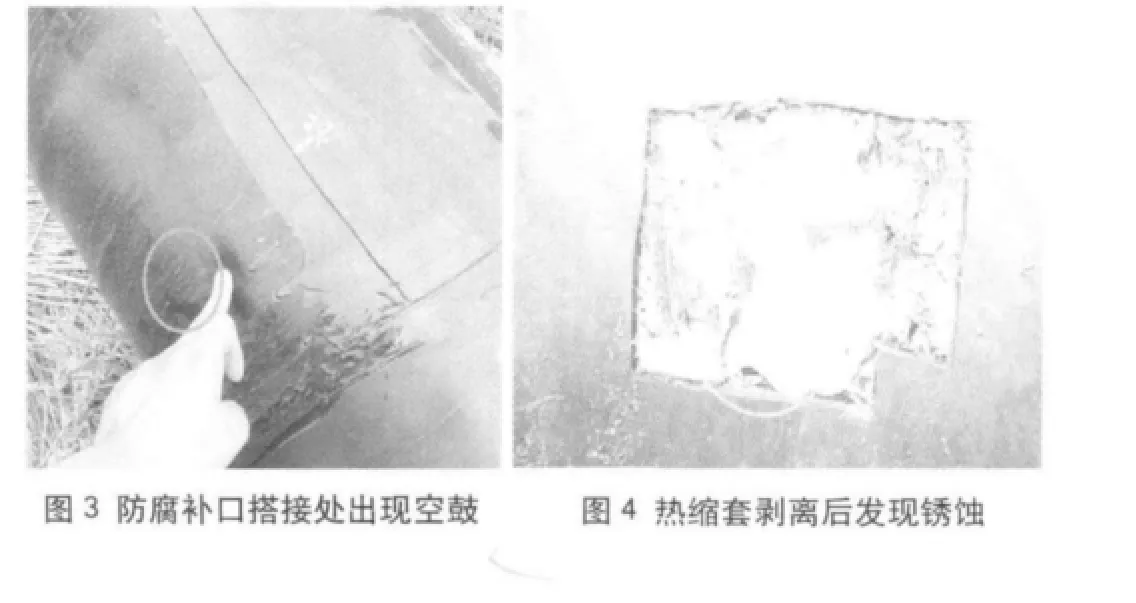
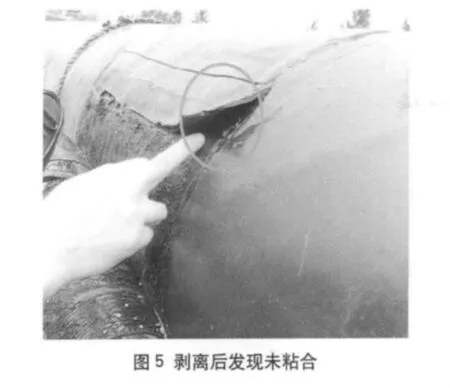
江南某地區(qū),4月至5月,氣溫上升,但持續(xù)陰雨,空氣濕度較大。某單位承建的長輸管道工程,采用國產(chǎn)PE熱收縮套,5月份施工的補口出現(xiàn)質(zhì)量隱患苗頭,所在項目部開展了以熱縮套補口質(zhì)量為重點的專項檢查,經(jīng)現(xiàn)場常規(guī)檢查及破壞性剝離,發(fā)現(xiàn)部分防腐補口熱收縮套搭接部位存在空鼓(見圖3),剝離后發(fā)現(xiàn),存在空鼓的補口其管道本體部分存在銹跡(見圖4)或個別熱縮套邊緣與管道本體沒有完全粘合(見圖5)。針對出現(xiàn)的質(zhì)量問題,該項目部組織相關(guān)人員召開了原因分析會,從補口工序質(zhì)量及環(huán)境因素等逐一排查出現(xiàn)質(zhì)量問題的原因。
2.2 問題分析
對上述問題進(jìn)行綜合分析認(rèn)為,由于該時期項目所在地環(huán)境潮濕,雨天多,空氣濕度大,部分新進(jìn)作業(yè)人員未及時進(jìn)行培訓(xùn),質(zhì)量控制環(huán)節(jié)上存在松懈,導(dǎo)致了缺陷的產(chǎn)生。缺陷產(chǎn)生的原因可以歸納為以下幾點:
(1)銹蝕產(chǎn)生的主要原因:個別端口采用手工或機械除銹,除銹質(zhì)量未達(dá)到規(guī)范要求;表面浮銹及灰塵未清理干凈;噴砂除銹后未及時安裝熱收縮帶,致使管道端口表面回潮;涂刷涂層前端口烘烤時間不夠,溫度未達(dá)到產(chǎn)品要求。
(2)未粘合產(chǎn)生的主要原因:一是對熱縮套的烘烤溫度不夠或烘烤時間太短,導(dǎo)致熱縮套表面的粘合熱熔膠尚未融化;二是新進(jìn)作業(yè)人員熱收縮套烘烤操作有時不規(guī)范,碾壓手法存在不合理之處,致使搭接縫處未能完全粘接牢靠;三是個別熱收縮帶與管道本體防腐層搭接部位未進(jìn)行環(huán)向拉毛,或拉毛深度不足,或拉毛后表面PE顆粒未清理干凈,導(dǎo)致熱收縮套與管道本體防腐層粘接不牢固。
(3)空鼓產(chǎn)生的主要原因:一是個別焊縫成型較差,但部分作業(yè)人員未對其進(jìn)行打磨,形成局部粘接不牢,冷卻后熱收縮帶收縮造成局部脫離,產(chǎn)生實鼓;二是部分噴砂除銹不徹底,或機械除銹后未采取打錨措施,造成管材表面錨紋深度不足,或存在銹跡,使得底層涂料粘接不牢固,造成涂料干膜脫離管道表面,形成空鼓。
2.3 采取的措施
通過原因分析,對施工人員的質(zhì)量意識進(jìn)行了再教育,采取的主要措施有:
(1)把好操作人員技能關(guān),邀請熱縮套生產(chǎn)企業(yè)技術(shù)人員對新進(jìn)作業(yè)人員進(jìn)行操作技能培訓(xùn),并經(jīng)考核合格后方可進(jìn)行補口作業(yè);
(2)做好施工環(huán)境監(jiān)測,做到科學(xué)組織,雨天或濕度超標(biāo)嚴(yán)禁施工;
(3)嚴(yán)格把好補口工序質(zhì)量驗收關(guān),對每道補口部位的除銹、熱縮套的熱態(tài)、冷態(tài)等工序環(huán)節(jié)進(jìn)行100%的檢查確認(rèn)工作,安排專人全程旁站監(jiān)控防腐機組施工過程。
2.4 控制效果
6 月份,該地區(qū)進(jìn)入梅雨季節(jié),期間完成的補口任務(wù),經(jīng)各方檢查、確認(rèn)均為合格,通過隨機抽取一定數(shù)量的補口進(jìn)行剝離試驗,符合規(guī)范要求,補口質(zhì)量得到控制。
3 質(zhì)量管理控制要點
江南地區(qū)氣候多變,潮濕、多雨,相對于其它干燥、寒冷地區(qū),長輸管道防腐補口作業(yè)更易受環(huán)境條件的制約。為有效保證熱收縮套的施工質(zhì)量,經(jīng)分析、總結(jié),在施工質(zhì)量管理中應(yīng)著重注意以下幾點:
(1)由于PE熱縮套材料生產(chǎn)廠家較多,現(xiàn)場操作方法不盡相同,國內(nèi)外材料施工差異較大,施工前,應(yīng)根據(jù)所選用的熱縮套材料特點,采取質(zhì)量風(fēng)險預(yù)控,有的放矢落實施工措施;
(2)施工中,做好施工環(huán)境監(jiān)測,科學(xué)、合理地安排作業(yè)進(jìn)度,雨天或濕度超標(biāo)嚴(yán)禁施工,個別端口如確因工程需要,經(jīng)監(jiān)理同意,并采取合理防護(hù)措施后,方可進(jìn)行防腐補口作業(yè);
(3)除銹檢查合格的端口必須安排及時涂刷底層涂料,裸露時間不宜過長,否則應(yīng)重新檢查確認(rèn),如因故當(dāng)天不能做完的,隔天需重新進(jìn)行除銹;
(4)現(xiàn)場需進(jìn)行噴砂除銹,且應(yīng)采用干燥、粒徑不小于1.2mm的石英砂,確保端口表面錨紋深度達(dá)到50~90μm;采用機械除銹,表面質(zhì)量達(dá)到St3后,采用鋼絲刷或鋼絲球?qū)⒈砻娲蛎_保錨紋深度為50~90μm,如因現(xiàn)場條件限制無法實施噴砂作業(yè),經(jīng)監(jiān)理同意后方可采用機械除銹,并符合規(guī)定要求;
(5)管口兩側(cè)3PE防腐層搭接部位,尤其是在補口的下半圓范圍內(nèi),特別是管底部最容易產(chǎn)生未粘合缺陷。施工時用鋼絲刷將管口兩側(cè)3PE防腐層搭接處(寬度約150 mm)打毛環(huán)向處理,深度為0.1~0.2mm,并將表面清理干凈;
(6)焊縫成型差是熱收縮帶產(chǎn)生實鼓缺陷的主要原因之一,焊縫及過渡邊進(jìn)行100%檢查、確認(rèn),當(dāng)過渡邊凸面和管道本體的夾角過小時,噴砂前進(jìn)行打磨,確保圓滑過渡;
(7)必須采用紅外測溫儀測量防腐端口預(yù)熱,并加熱至55~60℃,加熱時間不得少于5m in,再迅速將專用涂料均勻地涂刷在管口表面;
(8)在熱收縮帶及固定片搭接處,必須安放熱熔膠條,安放位置(如圖6)所示,以消除空鼓;

(9)優(yōu)化熱縮套烘烤工序,兩人一組在端口兩側(cè)同時進(jìn)行,加熱時先從焊縫中間位置開始用中火環(huán)向均勻加熱,使焊縫部位首先收縮,然后以焊縫位置為中心,應(yīng)始終按照自上而下和由里向外的順序進(jìn)行,并均勻移動加熱,確保熱縮套均勻收縮;
(10)控制工序檢查環(huán)節(jié),對補口部位熱縮套的熱態(tài)、冷態(tài)等工序進(jìn)行100%檢查確認(rèn),并安排專人全程 旁站監(jiān)控防腐機組施工過程;
(11)由于現(xiàn)場防腐蝕組操作工人多半是未經(jīng)專門訓(xùn)練的民工,且作業(yè)人員變動較頻繁,應(yīng)適時對作業(yè)人員進(jìn)行操作技能培訓(xùn)及責(zé)任心教育,考試合格掌握技能后才能進(jìn)行施工,避免施工質(zhì)量隨人員技術(shù)水平變化而出現(xiàn)波動。
4 結(jié)束語
長輸管道熱收縮套補口是管道防腐工作的重要環(huán)節(jié),補口質(zhì)量的優(yōu)劣關(guān)系到整條管線質(zhì)量和使用壽命,但施工質(zhì)量易受各種因素的影響,施工前應(yīng)綜合考慮,并采取預(yù)防措施。施工中,必須科學(xué)組織,并嚴(yán)格執(zhí)行,促使補口質(zhì)量得到本質(zhì)保證,工程質(zhì)量不能心存僥幸。
1 任立元、翁樂寧、孟慶麗.管道三層熱縮套(帶)現(xiàn)場補口應(yīng)注意的問題[J]材料保護(hù),2005,38(10):58-61.
2 姜永軍、王艷、吳新芳.長輸管道熱縮帶施工缺陷及對策分析[J].河南石油,2006,20(2):85-86.
3 黃海.埋地鋼管熱縮套補口材料現(xiàn)場應(yīng)用狀況調(diào)查與分析[J].腐蝕與防腐,2007,28(1):37-39
TE98
B
1672-9323(2012)05-0044-03
2012-08-25)
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
故事大王(2016年7期)2016-09-22 17:30:08
汽車觀察(2016年3期)2016-02-28 13:16:26
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24