柔性自動化鉆鉚系統在飛機部件制造中的應用
2012-12-21 08:50:52牛潤軍
裝備制造技術 2012年6期
范 斌,牛潤軍
(中航工業陜西飛機工業(集團)有限公司,陜西 城固 723213)
透過國外先進主機制造商的技術發展歷程來看,飛機組、部件的鉚接技術,經歷了由傳統的手工鉚接技術,到半自動鉆鉚系統、再到自動鉆鉚系統的發展過程。自動鉆鉚系統相比手工鉚接技術,雖已提高鉚接結構的疲勞壽命,在一定程度上提高了裝配效率,但由于采用的數控托架無法滿足當今飛機快速研制、生產及低成本制造的柔性制造需求,現已全面轉向柔性自動化鉆鉚系統方向發展。
柔性自動化鉆鉚系統,是一種航空制造領域應自動化裝配需要而發展起來的、具有柔性和模塊化、可快速重組特性的先進制造技術,是能夠支持多個項目或工藝流程的高柔性生產系統,是以最少的地面、工裝和設備投入,作出更優成本效益的解決方案。
1 柔性自動化鉆鉚系統的構成簡介
主要是由自動鉆鉚機、柔性工裝、數字化定位和檢測系統、物料傳送系統、控制系統組成(見圖1)。
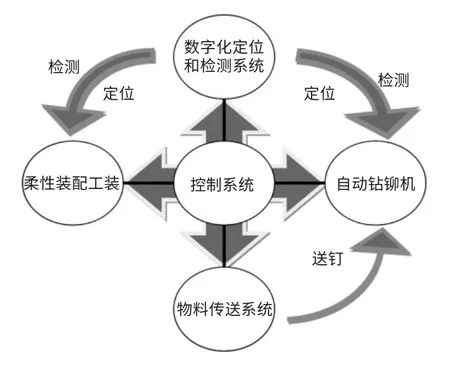
圖1 柔性自動化鉆鉚系統的構成
1.1 自動鉆鉚機
是一種可以自動完成夾緊、鉆孔、鍃窩及鉚接等工序,集電氣、液壓、氣動、自動控制為一體的自動鉆鉚設備。自動鉆鉚機主要分為C 框型鉆鉚機、D 型鉆鉚機、龍門鉆鉚機、輕型機器人自動鉆鉚機四種。由于龍門鉆鉚機避免了以往在C 框型和D 型自動鉆鉚機所采用的大型塔架和旋轉工作框,使整個定位系統的運動速度更快,因此已逐漸成為未來主流的自動鉆鉚設備之一。國外鉚接裝配技術幾十年的應用證明,采用自動鉆鉚機,是改善飛機性能的重要工藝措施之一。
1.2 柔性工裝
是指可適用于不同形狀、不同尺寸組件或部件的裝配,且基于產品數字量尺寸協調體系可快速重組的模塊化、自動化并保證裝配準確度的裝配工裝系統。柔性工裝系統執行機構的運動方式,考慮了裝配對象固有特點,依靠控制系統與數字化定位和測量系統等完成對裝配定位、夾緊等的控制過程。
柔性工裝技術在國外飛機的各級裝配中,均已得到廣泛的應用,縮短了產品研制周期,降低了制造成本。現已發展起來的柔性工裝技術主要有:用于壁板類組件裝配的多點陣成形真空吸盤式柔性裝配工裝,用于機翼翼梁和機翼壁板裝配的行列式高速柱柔性裝配工裝,用于機身部件裝配的分散式機身柔性裝配工裝,以及用于大部件對接的自動化對接平臺等。
1.3 數字化定位和測量系統
是一種在自動鉆鉚過程中,采用恰當的測量技術,得到目標點的測量數據,并將其與理論位置的偏差反饋到控制系統,進行對產品定位夾緊裝置、托架位置、鉆鉚執行器位置、工件位置的數字化定位校正,并對全程加工過程進行測量跟蹤的定位和測量系統。數字化定位和測量系統包括IGPS系統、激光跟蹤儀系統、照相測量系統等幾種測量設備、數據處理單元等。
1.4 物料傳送系統
是一種具有多種緊固件智能化選擇和輸送的系統,在夾持產品時,可根據測量出的產品厚度選擇適當的緊固件規格,并輸送到末端執行器上。
1.5 控制系統
是指在鉆鉚機控制系統、機器人控制系統、柔性工裝控制系統、數字化定位和測量系統等各系統開發的基礎上進行集成,通過在各系統之間的通訊或觸發,對整個鉆鉚過程進行管理和控制,實現流程控制的準確化、自動化、清晰化。
2 主流柔性自動化鉆鉚系統
以自動鉆鉚機與柔性工裝構成為主的自動鉆鉚系統,和以輕型機器人配合多功能鉆鉚末端執行器構成為主的自動鉆鉚系統,是當今兩大主流柔性自動化鉆鉚系統。
2.1 以自動鉆鉚機與柔性裝配工裝結合的系統
在機身機翼壁板、翼梁等組合件中,由于其可自動化安裝緊固件的比重大、結構開敞易實現自動化,因此采用自動鉆鉚機與柔性裝配工裝結合的柔性自動鉆鉚系統。其核心是采用了適用于機身壁板類組件裝配的多點陣成形真空吸盤式柔性裝配工裝,或者采用了適用于機翼翼梁和機翼壁板裝配的行列式高速柱柔性裝配工裝。
以廣泛應用于波音公司的機身壁板類組件裝配的柔性自動化鉆鉚系統為例,其采用了多點陣成形真空吸盤式柔性裝配工裝。該系統以工裝或產品精加工的定位信息作為定位基準,工藝設計人員根據壁板組件的類型、長度以及剛度,確定壁板保型夾持的真空吸盤數量和分布,以絲杠及導軌驅動真空吸盤,使其可成組移動到指定位置,其定位精度可達0.127 mm(0.005英寸)。當更換不同的組件產生外形變化時,通過控制系統自動調整真空吸盤,適應不同的裝配組件外形。當自動鉆鉚機在一個工位上進行鉆鉚時,前后工位可同時進行其他產品的準備工作或者補充工作,從而實現產品的快速定位,縮短產品從地面到地面的加工時間。
2.2 以輕型機器人配合多功能鉆鉚末端執行器構成的系統
為適應不同的工作環境要求,在機身、機翼壁板與骨架的鉚接中,雖然可自動化安裝緊固件的比重較大,但在裝配時僅一面開敞,采用傳統自動鉆鉚機的難度較高,因此,依托機身部件裝配的分散式機身柔性裝配工裝或者用于大部件對接的自動化對接平臺,又逐漸發展出以輕型機器人配合多功能鉆鉚末端執行器及位姿定位系統構成的柔性自動化鉆鉚系統。
以寶捷公司研發的一種新型機器人裝配單元為例(見圖2),用于歐洲直升機公司的貨艙門內部鉚接結構的鉚釘安裝,定位精度達到±0.3 mm。通過機器人視覺系統,對產品的定位信息進行測量,如零時鉚釘/孔/邊緣等,將測量結果進行坐標轉換,由機器人驅動末端執行器來補償實際產品的位置和姿態,以實現精確定位后,末端執行器完成鉆鉚作業,并對作業過程和定位精度進行實時檢測和標定,并反饋給控制系統。
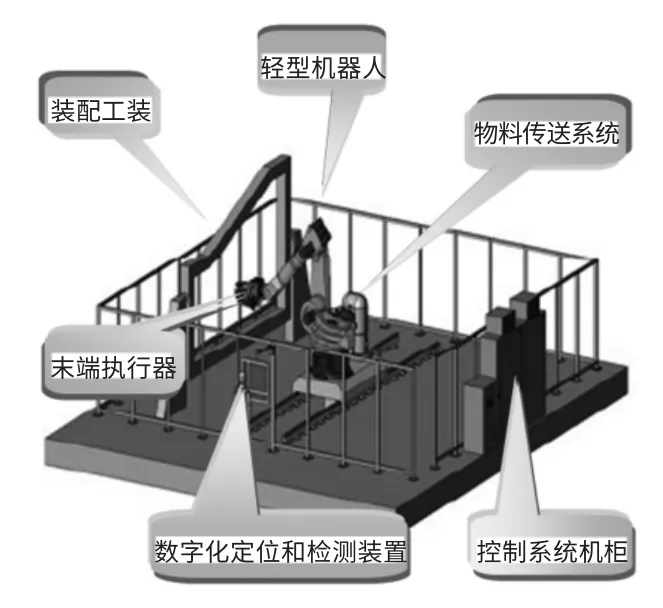
圖2 機器人裝配單元
3 結束語
自動鉆鉚技術在國外發展極為迅速。未來的自動鉆鉚技術,將向系統集成方向發展,所有的數據資源被集中共享和處理,實現不同產品、設備、工裝的自動化調度,從而實現柔性裝配制造,為提高制造效率和充分應用制造資源提供基礎平臺。
我國自動鉆鉚技術,雖然在近幾年有了一定程度的發展,但由于起步晚,與國外先進國家仍存在較大差距。隨著我國大型飛機研制的步伐加快,急需探索出一條適應于我國航空企業自身的工藝技術改造和革新之路,全面提高數字化裝配技術水平,滿足我國高新武器裝備的快速研制需求。
[1]郭恩明.國外飛機柔性裝配技術[J].航空制造技術,2005,(9):28-32.
[2]王黎明.數字化自動鉆鉚技術在飛機制造中的應用[J].航空制造技術,2008,(11):42-45.
[3]陳昌偉.飛機數字化柔性工裝技術研究[J].現代設計與先進制造技術,2008,(12):21-28.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
家庭影院技術(2017年9期)2017-09-26 03:41:45
