應用BP神經(jīng)網(wǎng)絡預測高速銑削表面粗糙度
2012-12-21 08:50:50胡金平高淑琴齊立濤
裝備制造技術 2012年6期
關鍵詞:模型
胡金平,高淑琴,齊立濤
(1.黑龍江科技學院 機械工程學院,哈爾濱 150027;2.平頂山平煤設計院有限公司,河南 平頂山 467000)
高速加工技術是一種以極大地提高加工的切削速度和進給速度,大幅度降低“切削工時”,從而提高機床生產(chǎn)效率的加工方法[1]。高速銑削的切削速度比傳統(tǒng)銑削提高5~10倍,具有很好的表面粗糙度,表面粗糙度是高速銑削加工表面質(zhì)量的一個重要評價指標,其主要影響因素之一是銑削用量的選則。因此,研究一種預測工件表面質(zhì)量的理論模型,使其能夠根據(jù)加工參數(shù)對產(chǎn)品質(zhì)量作出預測,還可以確定滿足零件表面粗糙度加工要求的工藝參數(shù)具有重要的意義。
1 實驗條件
實驗設備為Mikron HSM600U數(shù)控五軸高速加工中心,其控制系統(tǒng)為Heidenhain iTNC530,主軸最高轉(zhuǎn)速42krpm,主軸功率13 KW,最大進給速度40m/min,定位精度0.008 mm。實驗所用刀具為4齒硬質(zhì)合金球銑刀,其直徑10 mm,螺旋角30°,前角20°,后角8°。粗糙度檢測儀為MITUTOYOSJ201p。工件材料為鋁合金(2A70)。圖1為實驗系統(tǒng)示意圖。表1實驗的實測數(shù)據(jù)。
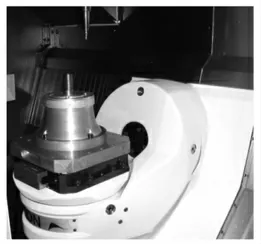
圖1 實驗系統(tǒng)示意圖

表1 訓練模型的實測數(shù)據(jù)
2 BP神經(jīng)網(wǎng)絡
2.1 BP神經(jīng)網(wǎng)絡的基本原理
BP神經(jīng)網(wǎng)絡[2](Back propagation artificial neural network,BPANN)是目前應用最廣泛的神經(jīng)網(wǎng)絡模型,它是一種按照誤差逆?zhèn)鞑ニ惴ㄓ柧毜亩鄬忧梆佇途W(wǎng)絡。BP神經(jīng)網(wǎng)絡能夠?qū)W習和存貯大量的輸入-輸出模式映射關系,而且不需要事先揭示描述這種映射關系的數(shù)學方程,它的學習規(guī)則是使用最速下降法,通過反向傳播來不斷調(diào)整網(wǎng)絡的權值和閾值,使網(wǎng)絡的誤差平方和最小。BP神經(jīng)網(wǎng)絡模型包括輸入層、隱含層和輸出層,層與層之間多采用全部連接方式,同一層單元之間不存在相互連接。BP神經(jīng)網(wǎng)絡的節(jié)點作用函數(shù)通常為“S”型函數(shù)。
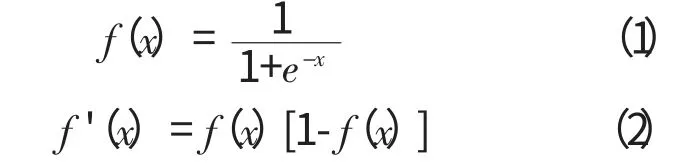
作用函數(shù)f(x)一般為可導的Singmoid函數(shù):
誤差函數(shù)R為:

式中:Yj為期望輸出;Ymj為實際輸出;n為樣本長度。
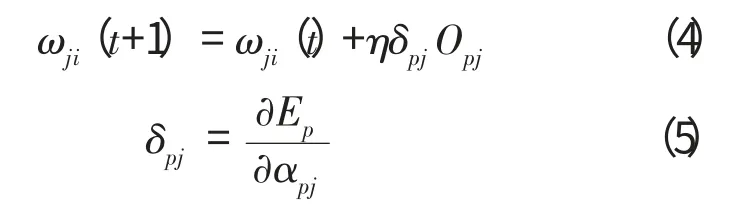
BP算法權值修正公式可表示為:式中:ωji為神經(jīng)元的連接權值;η為網(wǎng)絡學習率;Opj為樣本的輸出,δpj為誤差修正值。
2.2 BP神經(jīng)網(wǎng)絡結構設計
在本文要建立的預測模型中,因為有3個自變量,1個因變量,所以確定該BP神經(jīng)網(wǎng)絡應具有3個輸入層和1個輸出層。BP神經(jīng)網(wǎng)絡結構的確定主要是要確定隱含層數(shù)和隱含層的節(jié)點數(shù),因此,在建立多層神經(jīng)網(wǎng)絡模型時,適當?shù)碾[含層節(jié)點數(shù)的選取是非常重要的。經(jīng)過反復的試算,最終確定該模型隱含層數(shù)為3,每個隱含層的節(jié)點數(shù)都是10,BP神經(jīng)網(wǎng)絡結構示意圖如圖2所示。
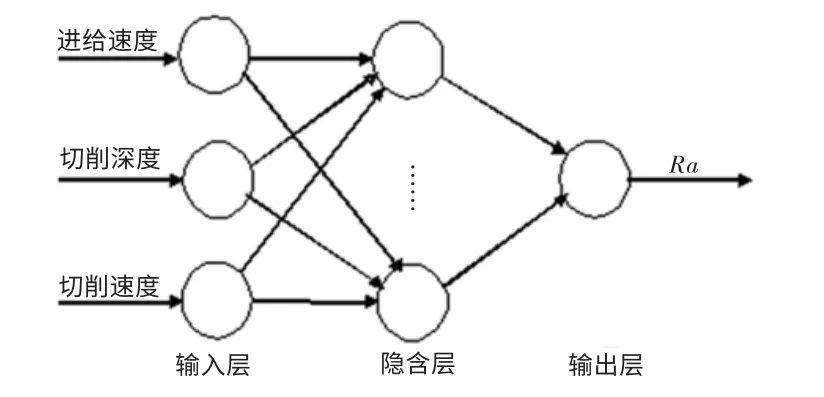
圖2 BP神經(jīng)網(wǎng)絡結構示意圖
2.3 BP神經(jīng)網(wǎng)絡學習訓練
神經(jīng)網(wǎng)絡的學習主要是通過樣本的反復訓練來實現(xiàn)的,訓練結果直接決定系統(tǒng)的質(zhì)量。對本文的BP神經(jīng)網(wǎng)絡學習訓練時,首先把原始的樣本數(shù)據(jù)標準化,然后把最小訓練速率設置為0.1,動態(tài)參數(shù)設置為0.5,Sigmoid函數(shù)設置為0.9,在訓練過程控制中,最大迭代次數(shù)設置為10 000,允許誤差設置為0.000 1。將表l中的第1組至第45組數(shù)據(jù)代入神經(jīng)網(wǎng)絡模型中進行訓練。在訓練過程中,當?shù)螖?shù)達到10 000時,擬合殘差如圖3所示。
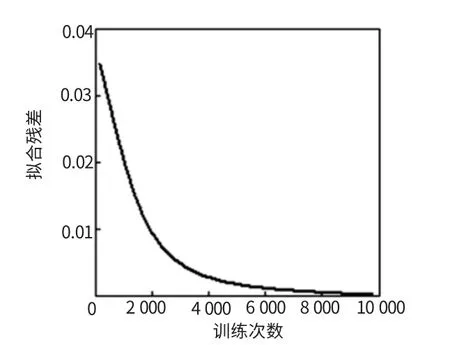
圖3 網(wǎng)絡訓練殘差曲線
當訓練完成時,可以分別得到第l隱含層至第3隱含層各個節(jié)點和輸出層各個節(jié)點的權重矩陣。將表1中的第46組數(shù)據(jù)至第50組數(shù)據(jù)作為檢驗數(shù)據(jù),代入訓練好的模型,得出如表2所示結果。
從以上研究可以看出,應用BP神經(jīng)網(wǎng)絡對表面粗糙度進行預測,其訓練數(shù)據(jù)的預測值與實測值誤差極小,在一定的試驗條件下,檢驗用數(shù)據(jù)與實測數(shù)據(jù)的相對誤差在1.323%至4.110%之間。誤差的大小與樣本的選取和收斂速度有關,要盡量選取具有代表性、涵蓋全面的樣本和既能完成學習過程,又要達到很好學習效果允許誤差[3]。

表2 實測結果與預測結果的相對誤差
3 結論
將人工神經(jīng)網(wǎng)絡技術引入銑削領域,應用BP神經(jīng)網(wǎng)絡建立了以進給速度,切削速度和切削深度為切削參數(shù)的高速銑削加工表面粗糙度預測模型。
預測值與實測值接近,能夠得到較高的預測精度[4],根據(jù)工藝參數(shù)對表面粗糙度做出預測,使加工人員能夠準確掌握工件加工質(zhì)量,對高速銑削參數(shù)的選擇和表面質(zhì)量的控制具有指導意義,有利于優(yōu)化切削參數(shù),從而提高企業(yè)制造自動化水平。
[1]胡金平.超高速銑削表面特征的研究[J].機械設計與制造,2006,183(5):93-94.
[2]蔣建平,章楊松,閻長虹,高廣運.BP神經(jīng)網(wǎng)絡在地基土壓縮指數(shù)預測中的應用[J].中南大學學報(自然科學版),2010,41(2):722-727.
[3]黃旭釗,梁月明,李桐林.基于BP神經(jīng)網(wǎng)絡的航空物探數(shù)據(jù)分類方法[J].物探與化探,2010,34(4):485-488.
[4]王 凱.銑削加工表面粗糙度的智能預測[J].機床與液壓,2009,37(10):58-59,119.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數(shù)學備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數(shù)學備考)(2020年9期)2021-01-04 00:25:14
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
