鈦合金焊接方法的探討
2012-12-18 09:02:58趙健
中國修船 2012年2期
趙 健
(海軍駐上海地區艦炮系統軍事代表室,上海 200136)
鈦合金具有比強度大、比重量輕、耐高溫、加工成型及焊接性良好等優點,被廣泛的應用于航天、航空、造船、海水淡化、海洋工程等領域。
某型船在建造過程中大量采用了鈦合金材料,由于鈦合金本身的常溫吸氫特性,導致氫的含量偏高,產生氫氣孔的概率較大,且由于艦船上的結構較復雜及焊接條件差等原因,使得鈦合金焊接遠比一般焊接要困難得多。針對長期使用飽和氫狀態下鈦合金焊接試驗及其實船現場施焊,我們對鈦合金焊接中存在的表面氧化問題、氫氣孔問題及復雜狀態焊縫的氬氣保護措施問題進行了一系列針對性的對比試驗,從而得到了較為滿意的焊接方法。
1 鈦合金焊接方法及工藝的對比分析
1)鈦合金。
在工業純鈦中加入合金元素后便可以得到鈦合金,其強度、塑性、抗氧化等性能顯著提高,并使鈦合金的相變溫度和結晶組織發生相應的變化。鈦合金根據其退火組織可分為3大類:α鈦合金、β鈦合金和α+β鈦合金。其牌號分別以T加A、B、C和順序數字表示。TA4~TA10表示α鈦合金,TB2~TB4表示β鈦合金,TC1~TC12表示α+β鈦合金。α鈦合金主要是通過加入α穩定元素Al和中性元素Sn、Zr等進行固溶強化而形成的。β鈦合金退火組織完全由β相構成。α+β鈦合金由α相和β相兩相組織構成的。
2)鈦合金理化性能及焊接特性。
鈦合金是一種非磁性金屬材料,具有密度小、強度高、很強的耐蝕性能,鈦合金還是一種活潑金屬,易被空氣、水、油污、氧化物等污染,當鈦在無保護狀態下加熱到300℃時開始吸氫,600℃時開始吸氧,700℃時開始吸氮。根據鈦合金的這些特性,焊接前必須對鈦合金進行徹底的清洗,焊接時必須采取必要的保護措施和適當的焊接工藝參數。
3)鈦合金清洗。
鈦合金的清洗程度直接影響到焊縫的焊接質量。鈦合金經過運輸、儲存、加工已有相當程度的污染,且鈦合金的某些污染目測無法看清,更何況某型船鈦設備經長期使用,污染情況已相當嚴重,一般的脫脂除污已無法達到焊接的要求,因此可進行酸洗或是先堿洗后再酸洗。
4)焊縫坡口型式。
鈦合金焊接時盡量開坡口,以減小焊接線能量,坡口型式根據母材厚度確定,考慮到焊接操作和接頭質量等因素,坡口型式為V型,用機械方法加工。由于鈦合金的某些特性,禁止用熱切割方法加工坡口。坡口加工尺寸見圖1。
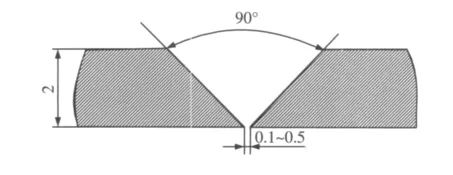
圖1 坡口加工圖
5)焊接工藝參數。
鈦合金的焊接方法有:鎢極氬弧焊、熔化極氣體保護焊、等離子弧焊接等,根據現有條件和產品使用狀況等因素,我們選擇手工鎢極氬弧焊,平板焊接工藝參數如表1。
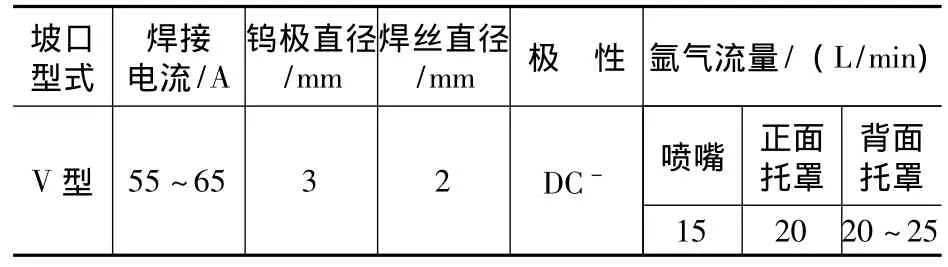
表1 試板手工TIG焊接規范
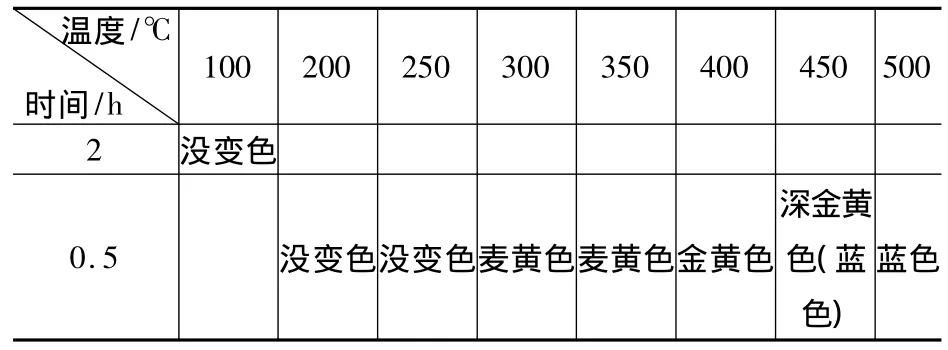
表2 氬氣保護溫度點
根據100~500℃溫度對鈦合金表面顏色變化的觀察,鈦合金從300℃起,表面顏色開始起變化。從中得到的啟發是:要想鈦合金焊接后焊縫表面顏色處于原始的銀白色,必須在焊接過程中對焊縫300℃以上區域進行充氬氣保護。因此,在條件允許的情況下可采用加拖罩的措施,若反面無法放拖罩,可采用紫銅板壓緊的措施,一方面紫銅板傳熱快,另一方面隔絕空氣對焊接高溫熔池的侵害,或是采用直接充氬氣的措施,正面無法放拖罩的情況下,采用點焊法,同時氬氣常開。
6)氫氣孔的形成與防止。
焊縫中的氣孔主要是氫氣孔,氫在高溫時溶入溶池,在冷卻結晶時過飽和的氫來不及從溶池溢出時,便在焊縫中集聚形成氣孔,造成氣孔的主要原因是鈦合金本身含氫且焊接工藝措施不當所致。采用略大的線能量能保證鈦合金中的氫有足夠的時間溢出,避免了焊縫中產生大量氣孔的現象。另外,焊前仔細清除焊絲、母材表面的油污等有機物,并嚴格限制原材料中的含氫量,盡量縮短焊件清理后到焊接的時間間隔。
7)鈦板焊縫的焊接。
(1)焊接方法的對比。
首先試板采用正反面都不加拖罩進行點焊的焊接方法,試板不留間隙,氬氣不長通,如圖2所示,其中 (a)為焊縫正面,(b)為焊縫背面。正面焊縫顏色為金黃色或是藍色,背面顏色為灰白色,背面完全不保護的情況下已嚴重氧化,而正面也沒有得到有效的保護,同樣被氧化,另外背面沒有焊透,可能是沒留間隙或焊接電流偏小。

圖2 不加拖罩焊縫
為此,對以上的保護措施進行改進,采用正面加拖罩反面不加拖罩的方式進行焊接,同樣還是不留間隙,氬氣不長通,如圖3所示,正面加拖罩點焊,反面不加拖罩。可以看出,焊縫還是金黃色和藍色,同樣還是保護得不好,反面由于同樣不加保護,呈灰白色,而正面雖然加了拖罩進行保護,但是由于是點焊,拖罩內的氣體沒有對焊接區域進行有效的保護,因此焊縫的顏色不理想,另外反面也沒有焊透,可能沒留間隙或是焊接電流還是偏小。

圖3 正面保護反面不保護
既然點焊焊接高溫區不能得到有效的保護,那么對圖2焊縫的正面再重新熔一次,這次采用的方法是加拖罩連續焊,不加絲,焊后焊縫呈銀白色,既然連續焊加拖罩能夠得到理想的焊縫,因此對以上方法進行改進,采用正反面都加拖罩的方法雙面連續焊接,考慮到現場實際情況,坡口不方便進行機加工,所以試板的坡口采用砂輪機磨等方法加工,然后再用已配置好的清洗液清洗。在焊接過程中正面與反面電流不宜過大,要防止拖罩翹起或是噴嘴與試板的角度不對或是噴嘴距離焊件太遠,采取同樣的焊接規范與保護措施,焊縫呈現銀白色,只有正面焊縫熱影響區處有些發藍,說明氣體保護較好,基本隔絕了外界氣體對焊接高溫區的侵害。
(2)鈦合金試板的連續焊接試驗。
A:試板規格為5.5 mm×100 mm×250 mm,焊絲為TA1進行焊接試驗,焊縫不留間隙,采用正、背面都加拖罩的方式進行焊接,正面焊兩層,焊接電流100 A,背面先自熔一層,自熔電流為135 A,然后再加絲一層,電流為109 A,表面呈金黃色,保護效果良好。
B:試板規格為5.5 mm×300 mm×250 mm,焊絲為TC4,正反面都加拖罩連續焊接,正面兩層,第一層電流69 A,第二層為85 A,反面3層,焊接電流依次為93 A、102 A、111 A,焊縫表面呈銀白色,熱影響區稍有發藍。
經過力學性能試驗、探傷及宏觀的檢查,采用正反面都加拖罩的雙面連續焊方法焊接可以達到規范的要求。
2 需要注意問題
1)鈦合金在焊接前的清潔工作至關重要,它關系到焊接后的質量,首先制定嚴格的清洗工藝,溶液的濃度根據鈦合金污染程度的不同而不同。
2)焊接過程正背面拖罩保護是利用惰性氣體對空氣的阻斷,而使焊接過程中高溫熔池不受空氣的侵蝕。
3)鈦合金在焊接過程中氬氣保護的溫度點一般在300℃以下,因為在300℃以上鈦表面的氧化膜較疏松,此時的鈦合金極易被空氣、水分、油污等污染,從而影響焊接接頭的質量。
4)氬氣拖罩的長度及寬度應根據產品厚度及焊接線能量不同而設定,厚度越厚、焊接線能量越大,正面拖罩長度越長、寬度越寬,背面拖罩氣體壓力越高;反之,產品厚度較薄、焊接線能量較小,正面拖罩長度及寬度可適當減小,背面拖罩氣體壓力可適當調小。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
兒童故事畫報(2019年5期)2019-05-26 14:26:14
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
