鑄鋼0Cr13Ni5Mo表面電火花沉積YG8涂層的組織和性能
2012-12-14 07:43:24張瑞珠王建升嚴大考李靜瑞
中國有色金屬學報 2012年12期
張瑞珠,郭 鵬,王建升,嚴大考,李靜瑞
(華北水利水電學院 機械學院,鄭州 450011)
鑄鋼0Cr13Ni5Mo具有較高的硬度和強度,良好的韌性和塑性,較好的抗磨蝕性能和抗水下疲勞性能,可焊接性能好,可用于制造水輪機的轉(zhuǎn)輪、導葉、上冠和下環(huán)等部件,是一種強韌兼?zhèn)洹①|(zhì)優(yōu)價廉的固溶強化型不銹鋼[1]。但水輪機轉(zhuǎn)輪工作條件非常惡劣,受到泥沙強烈的沖刷、磨損和氣蝕等的危害,而且其加工、生產(chǎn)成本較高,故對轉(zhuǎn)輪表面進行修復和強化(硬化)處理是提高轉(zhuǎn)輪工作壽命的主要途徑。
目前,金屬表面強化處理的主要方法有超音速噴涂、等離子噴涂、激光熔覆、物理氣相沉積[2-3]等方法,其中電火花表面強化技術(shù)是一種具有優(yōu)良強化效果和獨特應用價值的新興金屬材料表面處理技術(shù)。電火花表面強化技術(shù),是利用RC電路充放電原理,采用電極材料為陽極,被強化的金屬工件為陰極,直接利用短時間、高能量密度的電流,瞬間形成高溫、高壓微區(qū),通過火花放電的作用,將電極材料(如WC、TiC、Ni基合金等)熔滲到金屬工件的表面,從而形成冶金結(jié)合的強化層,以達到改善工件表面的物理、化學和機械性能的目的[4-5]。該技術(shù)工藝簡便、節(jié)能、節(jié)材、環(huán)保且強化層具有組織較致密、硬度高、耐磨性好、疲勞強度高、耐蝕性好等特點[6-7],對提高轉(zhuǎn)輪葉片運行的穩(wěn)定性和延長其使用壽命具有重要意義。本文作者采用該技術(shù)將硬質(zhì)合金 YG8沉積于鑄鋼0Cr13Ni5Mo表面,研究沉積層的微觀組織、界面行為和摩擦磨損性能。
1 實驗
1.1 試驗材料
選用鑄鋼0Cr13Ni5Mo作為基體材料,線切割成20 mm×20 mm×10 mm的試樣,其化學成分見表1。電極材料采用d6 mm的YG8硬質(zhì)合金棒,其主要化學成分為85.1 W、6.9 C、8.0 Co(質(zhì)量分數(shù),%),試驗時采用質(zhì)量分數(shù)為99.99%的高純氬氣作為保護氣。
表1 鑄鋼0Cr13Ni5Mo的化學成分Table1 Chemical composition of 0Cr13Ni5Mo cast steel(mass fraction, %)
1.2 試驗方法
試驗采用 DL-4000D新型電火花沉積堆焊機(Electron-spark deposition,ESD),采用手持式旋轉(zhuǎn)沉積槍,轉(zhuǎn)速為2 500 r/min,大功率沉積工藝、空氣中常溫冷卻條件,保護氣氬氣流量設(shè)定在6 L/min,電極棒的伸長量為3 mm,沉積工藝參數(shù)見表2。首先將試樣用手持式砂輪機除去表面氧化皮、銹斑等雜物,再用丙酮清洗去垢除污,用熱風風干并冷卻至室溫,然后進行電火花強化試驗,沉積后用丙酮清洗試樣。
采用STOE/2型X射線衍射儀(XRD)分析沉積層的相組成。采用金相試樣鑲嵌機(上海光相制樣設(shè)備有限公司生產(chǎn))進行鑲樣,并分別使用 200#、400#、800#、1000#、1200#防水砂紙對試樣打磨并拋光。采用 LEO-1450型掃描電鏡(SEM)觀察沉積層的斷面形貌,并結(jié)合能譜(EDS)、XRD分析確定沉積層的相分布。對打磨、拋光處理后的試樣,采用HVS1000型顯微硬度計(上海材料試驗機廠生產(chǎn))測量沉積層斷面的顯微硬度,試驗載荷為3 N,加載時間為15 s。采用HT-600型高溫摩擦磨損試驗機進行室溫無潤滑摩擦磨損試驗,運動形式為圓周循環(huán)運動,如圖1所示,對磨球試樣為d6 mm的YG8硬質(zhì)合金球,試驗載荷為15 N,頻率為20 Hz,時間為30 min,轉(zhuǎn)動半徑為2 mm,圖1中箭頭表示實驗過程中磨盤的轉(zhuǎn)向為逆時針方向,利用精度為10-4g的AEL-200型號的電子分析天平進行磨損量的測定。
表2 ESD沉積工藝參數(shù)Table2 ESD process parameters
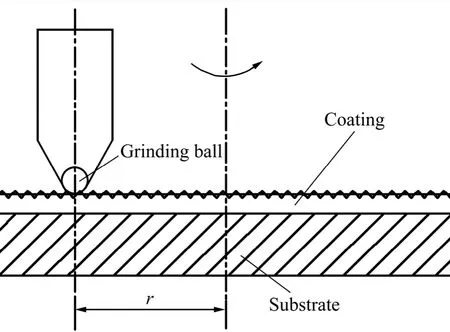
圖1 摩擦磨損試驗機示意圖Fig.1 Schematic of friction and wear tester
2 結(jié)果及分析
2.1 XRD分析
使用X射線衍射儀對沉積層的相結(jié)構(gòu)進行衍射分析。圖2所示為表2的工藝參數(shù)將硬質(zhì)合金YG8電極棒沉積到鑄鋼0Cr13Ni5Mo試樣表面時沉積層的XRD譜。根據(jù)X射線衍射儀分析的結(jié)果,可以確認沉積層主要由Co3W3C、Fe3W3C、Fe3Mo3C、WC1-x、Fe7W6C等相組成。沉積層中WC1-x相主要是WC在高溫下分解而形成的,Co3W3C、Fe3W3C、Fe3Mo3C、Fe7W6C等是由陶瓷硬質(zhì)合金 YG8電極棒和基體中的化學元素在高溫下發(fā)生復雜的物理化學變化生成的硬質(zhì)相,這些相彌散地分布在沉積層中。
由以上結(jié)果可以看到,電火花表面沉積技術(shù)區(qū)別于其他的表面處理技術(shù),它不是簡單的涂鍍過程,而是利用火花放電的能量使電極材料和基體材料在沉積熔池中發(fā)生復雜的物理化學變化,破壞各組成元素之間的化學鍵,并重新結(jié)合形成新的化合物。電火花沉積層的組織結(jié)構(gòu)和性能不僅與電極材料和基體材料有關(guān),而且隨著沉積工藝的不同其性能也有差異。
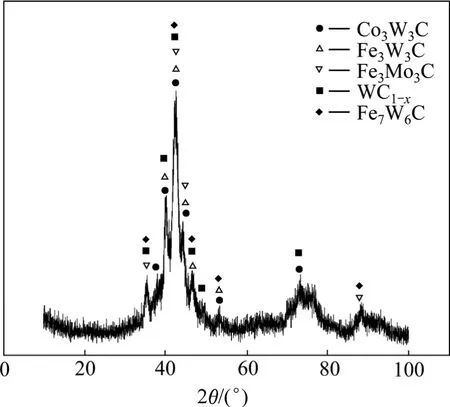
圖2 電火花沉積層的XRD譜Fig.2 XRD patter of ESD coatings
2.2 顯微組織分析
圖3所示為YG8沉積層斷面的SEM像。從圖3(a)中可以看出,YG8涂層與基體結(jié)合良好,沒有明顯的分界層,沉積層的厚度大約為30 μm,電火花沉積斷面依次由白亮層、過渡層和基體組成。由ZoneⅠ放大圖(圖3(b))可以看出,白亮層由許多細小顆粒組成,其組織均勻、致密、連續(xù)性好,微裂紋、氣孔等缺陷較少。
由圖3(a)中可以看到,在沉積層內(nèi)部某些微小區(qū)域內(nèi)有微裂紋和細小孔洞,這是由于在沉積過程中,沉積層經(jīng)歷了驟熱驟冷的過程,使得內(nèi)部存在熱應力。對同一區(qū)域采用往復式多次沉積操作才能達到一定的沉積厚度,這種反復的熱作用使沉積層易產(chǎn)生熱疲勞[8],當應力和疲勞積累到一定程度便會產(chǎn)生微小裂紋;同時由于在沉積過程中加熱溫度高,使局部材料發(fā)生氣化而產(chǎn)生氣孔,并且冷卻速度非常迅速,熔池金屬流動性急劇下降,使這些氣孔來不及逸出而留在沉積層內(nèi)形成微小孔洞。
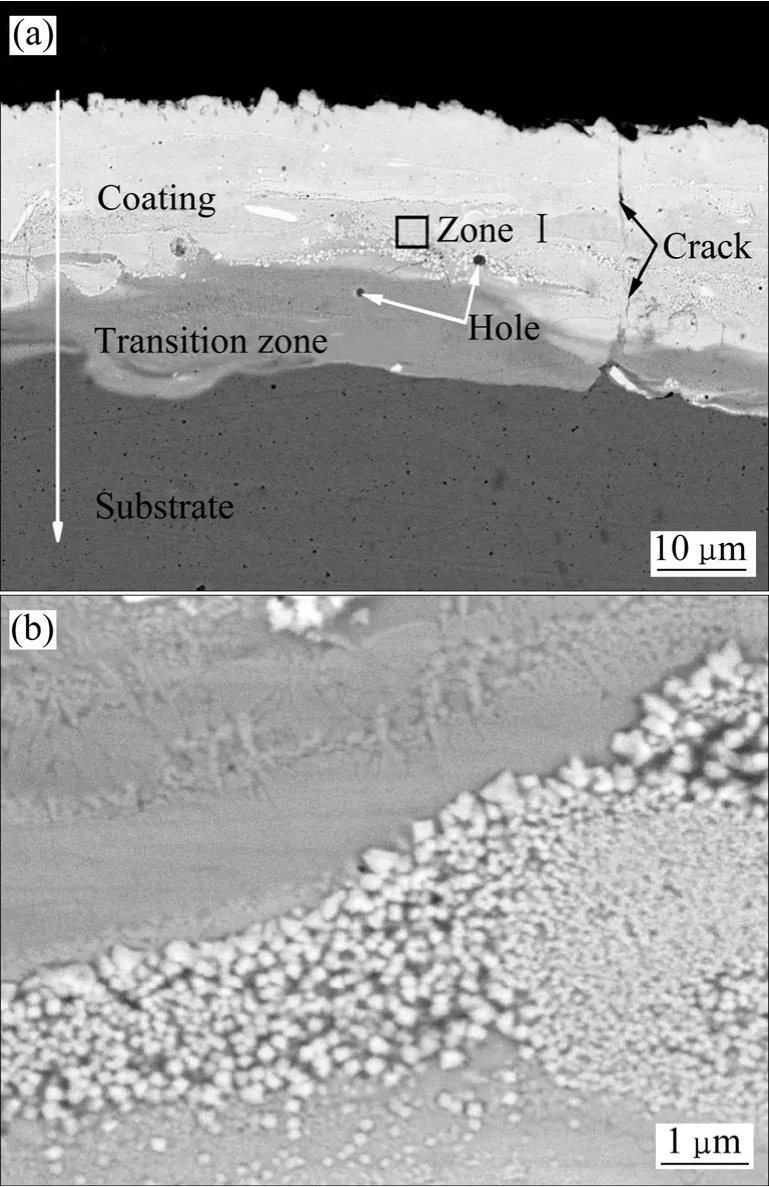
圖3 YG8沉積層斷面SEM像Fig.3 SEM images of cross section of ESD coating: (a) Cross section; (b) ZoneⅠ
圖4所示為沉積層與基體界面上W、Fe兩種元素的線掃描能譜。圖中顯示W(wǎng)元素的相對濃度在界面處明顯下降,而Fe元素的相對濃度較高,說明基體元素Fe過渡到了涂層當中。這是由于W原子半徑較大,其擴散激活能很高,擴散能力遠不如Fe原子,并且在涂層與基體的界面處,由于Fe基體溫度降低很快,導致 W 原子更難以擴散進入機體;又由于在沉積過程中,基體Fe的熔點比電極材料的低很多,因此熔池中熔化的Fe相對較多,在隨后的快速凝固中,F(xiàn)e元素留在涂層中,而且Fe元素具有與W元素相反的溫度梯度,從而易于向涂層擴散,使得Fe在界面處及涂層下部相對濃度較高[9],結(jié)合XRD分析可知沉積層與基體冶金結(jié)合。
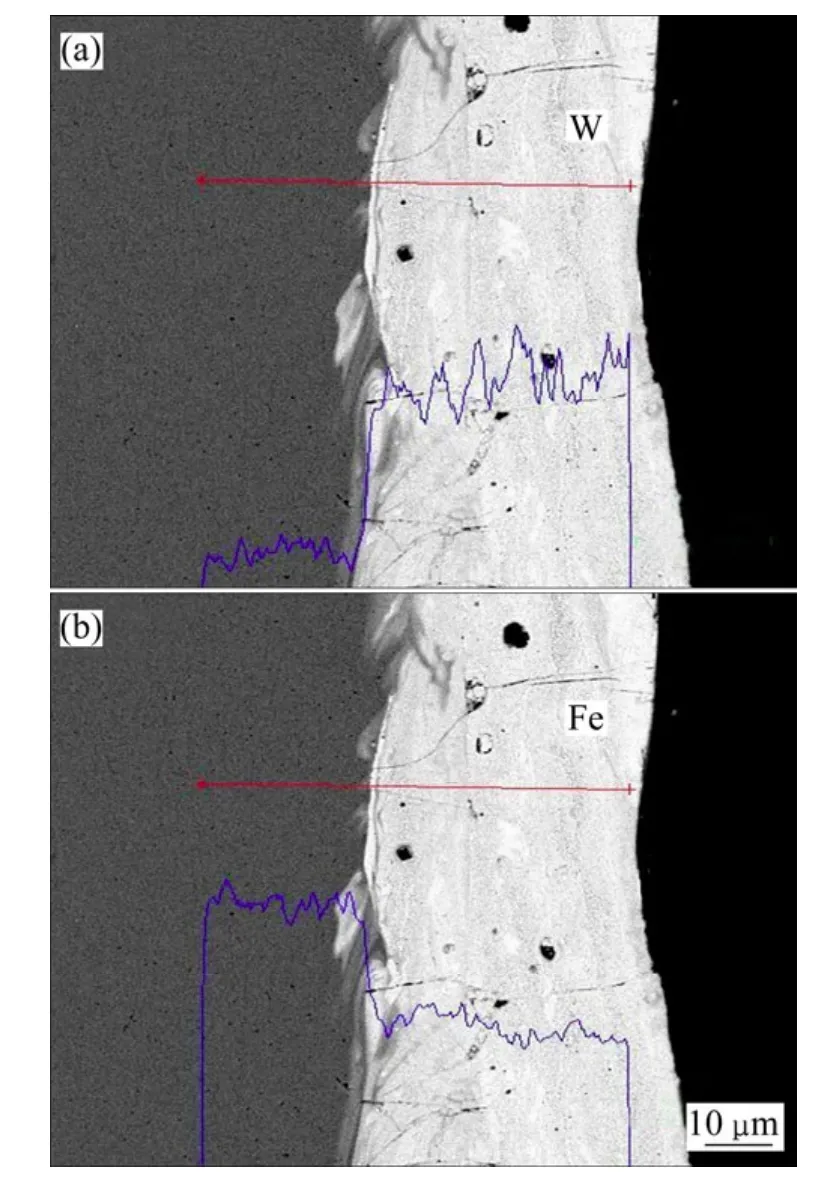
圖4 電火花沉積層成分能譜線掃描分析結(jié)果Fig.4 EDS line scanning analysis results of composition of ESD coating: (a) W; (b) Fe
由圖3(b)可知,沉積層截面上隨機彌散分布著細小晶粒,這是由于一次脈沖放電時間極短(約 10-6~10-5s),單位面積上通過很大的電流密度(為 105~106A/cm2),在沉積微區(qū)內(nèi)溫度瞬間達到 5 000~10 000 K[10]的高溫將接觸區(qū)域的電極材料和基體迅速融化甚至氣化形成沉積熔池,在熔池中發(fā)生復雜的物理化學反應,并形成新的相。由于保護氣體保持流動,基體導熱性能好,熔池反應區(qū)微小等因素使得熔池急速冷卻,速度高達106℃/s,這樣在沉積熔池微區(qū)便有一個急熱急冷的過程,形成非常大的過冷度,大大提高了形核率,加速了新相的形成和奧氏體化的過程,這些生成的新相奧氏體化極不均勻,形核率較高、組織細化;實際上快速加熱是一種非平衡態(tài),它使形核率提高,在新相的周圍會出現(xiàn)空位,最終使空位的濃度和位錯的數(shù)量遠遠高于平衡態(tài),促使新相形核組織細化,而且沉積時撞擊產(chǎn)生的彈性應變和溫度等效應變也部分引起了組織細化[11];同時在電火花沉積過程中,電極的旋轉(zhuǎn)攪拌和震動作用,向熔池中輸入額外的能量以提供形核功,還可以使已結(jié)晶的枝晶斷裂、破碎已增加晶核的數(shù)量,從而細化晶粒。綜上可知,在電火花沉積的過程中,較大的溫度梯度形成較大的過冷度,電極的旋轉(zhuǎn)和震動等因素都起到了細化晶粒的作用。晶粒越細小,在一定體積內(nèi)的晶粒數(shù)目越多,則在同樣塑性變形量下,變形分散在更多的晶粒內(nèi)進行,變形較均勻,且每個晶粒中塞積的位錯少,這樣因應力引起的開裂機會較少,有可能在斷裂之前承受較大的變形量,提高了沉積層的塑性和韌性;晶粒越細,晶粒越多,晶界增多,晶界面積越大,晶界越曲折,越不利于裂紋的擴展,而且晶界原子排列與晶內(nèi)不同,晶粒兩側(cè)取向不同,在晶界上原子排列不規(guī)則,雜質(zhì)和缺陷較多,能量較高,阻礙位錯的通過,從而提高了沉積層的強度和硬度[12]。綜上可知,正是由于這幾種晶粒細化聯(lián)合作用的機理使沉積層獲得較多細晶組織,提高了強度和硬度、耐腐蝕、耐磨等力學性能。
2.3 沉積層硬度變化
顯微硬度是材料的一項重要的力學性能,圖5所示為試樣斷面硬度測量值,其結(jié)果表明電火花沉積層具有較高的硬度,沿著沉積層向基體延伸,顯微硬度值逐漸降低。沉積層最高硬度可達1 962.2HV,沉積層15個點硬度測量結(jié)果的平均值為1 896.8HV,基體材料鑄鋼0Cr13Ni5Mo的硬度值為330HV,可見經(jīng)過電火花沉積技術(shù)處理后,電火花沉積層的硬度值比基體的增加了約5倍。
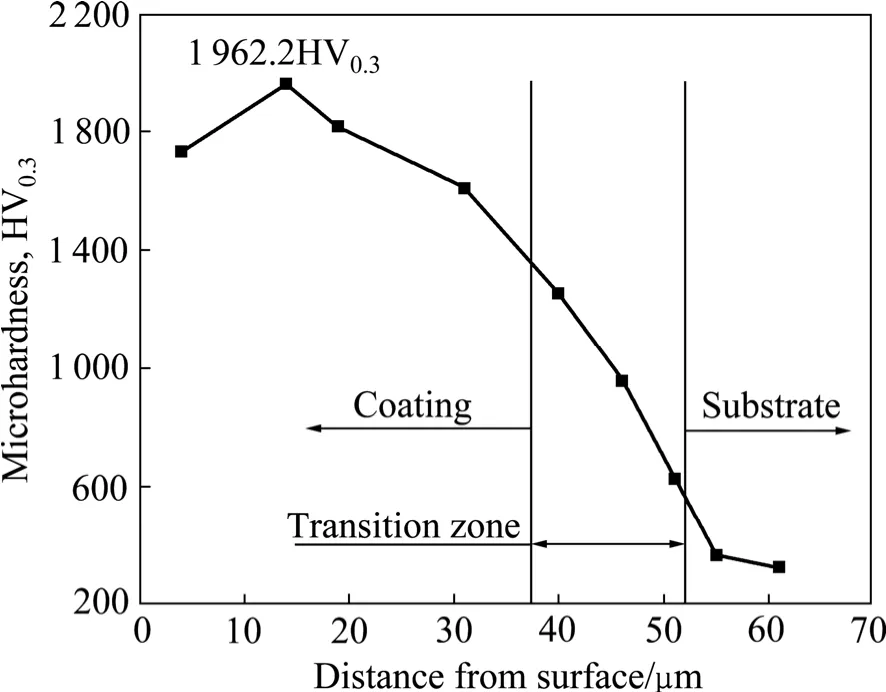
圖5 電火花沉積層的顯微硬度分布Fig.5 Microhardness distribution of ESD coating
由以上可知,沉積層的組織中含有高硬度的復雜碳化物等,這些細小晶粒狀的高硬度的碳化物又以彌散形式隨機分布,而且這些細小晶粒中存在著高密度的位錯和較大的殘余應力,這些因素是沉積層具有較高硬度的主要原因。沿著沉積層梯度方向延伸即過渡層,可以發(fā)現(xiàn)顯微硬度值逐漸變小,這是由于一方面冷卻速度較大,這一區(qū)域靠近熔池底部,在熱傳導過程中熱量不斷損失,使得晶粒不能充分細化,硬度值有所降低;另一方面電極材料和基體材料在這一區(qū)域發(fā)生各種物理、化學反應,使得YG8電極材料中擴散進去了許多基體元素(如Fe、Mo、Cr等),這些元素在高溫條件下生成各種不同的化合物,使單位面積上碳化物的濃度降低,進而降低了硬度;另外,在沉積過程中為了達到一定厚度的沉積層,需要往復循環(huán)沉積某一區(qū)域,這樣在多次沉積某一區(qū)域后,過渡層溫度達到奧氏體化溫度,在熱循環(huán)的不斷作用下,使得過渡層形成粗大的馬氏體,提高了韌性和塑性而降低了硬度和強度。綜上可知,沉積層硬度的提高,主要原因是層內(nèi)彌散分布著各種硬質(zhì)碳化物相。
2.4 沉積層耐磨性能分析
圖6所示為沉積試樣和基體的摩擦因數(shù)隨時間變化曲線。從圖6中可以看出,在30 min內(nèi),基體材料鑄鋼0Cr13Ni5Mo的摩擦因數(shù)明顯高于涂層的摩擦因數(shù),而且變化的幅度比較大,數(shù)值在0.3~0.6之間;沉積層的摩擦因數(shù)較小而且比較穩(wěn)定,保持在0.15~0.2之間,這說明經(jīng)過電火花沉積處理后,耐磨性有所提高。
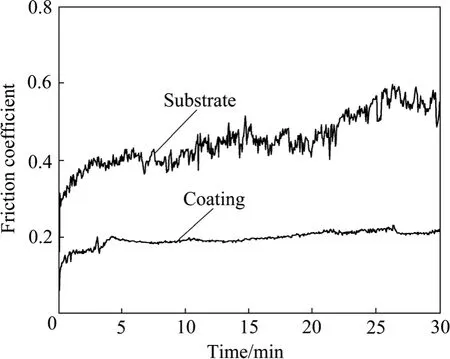
圖6 電火花沉積層與基體的摩擦因數(shù)Fig.6 Friction coefficients of ESD coating and substrate
表3所列為沉積層與鑄鋼0Cr13Ni5Mo基體材料的摩擦磨損試驗結(jié)果。由表3可知,沉積層的相對耐磨性為
εw=ΔWs/ΔWc=5.06×10-5/1.49×10-5=3.4
式中:εw為沉積層的相對耐磨性;ΔWs為鑄鋼0Cr13Ni5Mo基體的磨損速率,mg/r;ΔWc為沉積層的磨損速率,mg/r。
計算得知沉積層的相對耐磨性為鑄鋼0Cr13Ni5Mo基體的3.4倍,說明沉積以后耐磨性有較大幅度的提高。
圖7所示為摩擦磨損掃描電鏡放大形貌圖。圖7(a)是沉積后試樣的磨損形貌,從圖7(a)可以看出,磨損過程中磨痕較淺,這是由于沉積層中分布著許多細晶粒,硬度和強度相對較高,使得耐磨性能提高。圖7(b)為局部區(qū)域放大的磨痕形貌,從圖中區(qū)域A看到在磨痕上面粘附一部分顆粒,這是由于在磨損過程中,摩擦副接觸面局部發(fā)生金屬粘著,在隨后的相對滑動中粘著處被破壞,有金屬顆粒從材料表面被拉拽下來或表面被擦傷形成粘著磨損。從圖中區(qū)域B看到在磨痕內(nèi)有明顯的劃痕,這是由于脫落的碳化物顆粒硬度較高,粘附在對磨球上又起到磨粒的作用,加劇了磨損的過程,形成顆粒磨損。隨著磨損的進行,在磨痕上面發(fā)現(xiàn)黑色磨屑,經(jīng)成分分析含有較多的氧元素,這說明生成了氧化物。這是由于在磨損接觸面上熱量聚集,溫度升高,形成了氧化物,氧化物的形成大大降低了沉積層的力學性能,使得硬度、耐磨性、塑性及韌性等性能降低,增加了裂紋產(chǎn)生的幾率;隨著時間的延長,磨損加劇,沉積層在交變應力的反復作用下產(chǎn)生疲勞裂紋,并不斷擴展,如圖7(b)中區(qū)域C所示。從上述分析得出,沉積層的磨損主要粘著磨損、磨粒磨損和氧化磨損的綜合作用[13-15]。
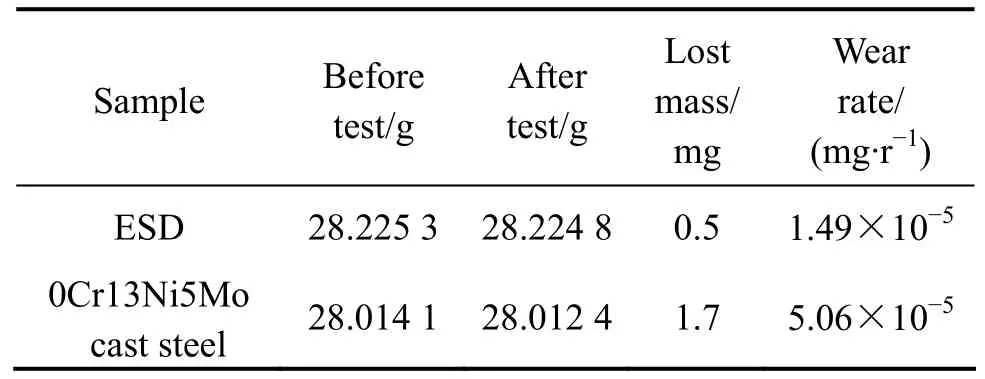
表3 電火花沉積層摩擦磨損試驗結(jié)果Table3 Results of abrasive test of ESP coating
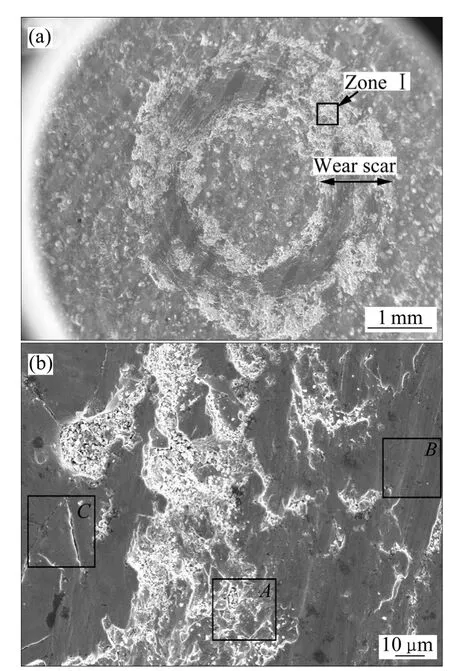
圖7 電火花沉積層摩擦磨損形貌Fig.7 Morphologies of friction and wear of ESP coating:(a) Wear morphology of coating; (b) White particles in friction area
3 結(jié)論
1) 經(jīng)過電火花表面強化處理后的鑄鋼0Cr13Ni5Mo表面熔覆著一層沉積層。沉積層在顯微電鏡下觀察由白亮層、過渡層和基體材料3部分組成,且沉積層與基體結(jié)合良好,組織均勻、致密,沒有較大的缺陷,沉積層厚度約為30 μm。結(jié)合XRD可以確定沉積層主要由Co3W3C、Fe3W3C、Fe3Mo3C、WC1-x和Fe7W6C等相組成,并分析了這些相的形成機理,證明了沉積層和基體材料冶金結(jié)合,進一步說明了電火花表面沉積技術(shù)的優(yōu)越性。
2) 通過對沉積層硬度的測試和摩擦磨損試驗,發(fā)現(xiàn)沉積層有較高的硬度和較好的耐磨性能。沉積層上硬度值最高可達1 962.2HV,平均硬度為1 896.8HV,比基材硬度高出約5倍;耐磨性是基體的3.4倍,沉積層的磨損機理主要是粘著磨損、磨粒磨損和氧化磨損。可見,電火花表面沉積技術(shù)形成的沉積層具有較好的抗磨性能,這是由于電火花沉積過程中較大的過冷度下形成的細晶碳化物相彌散分布在沉積層中,從而提高沉積層的硬度、塑性、韌性和耐磨性能。
[1]高家誠, 孫玉林.水輪機過流部件用材料的抗磨蝕技術(shù)措施[J].腐蝕與防護, 2004, 25(8): 355-358.GAO Jia-cheng, SUN Yu-lin.Erosion-corrosion prevention of materials used for hydraulic turbine flow-parts[J].Corrosion &Protection, 2004, 25(8): 355-358.
[2]徐濱士, 朱紹華.表面工程的理論與技術(shù)[M].北京: 國防工業(yè)出版社, 2010: 117-155.XU Bin-shi, ZHU Shao-hua.Theories and technologies on surface engineering[M].Beijing: National Defense Industry Press, 2010: 117-155.
[3]張維平, 馮 新.45鋼表面電火花沉積強化層的組織與性能[J].機械工程材料, 2008, 32(1): 73-75.ZHANG Wei-ping, FENG Xin.Microstructure and properties of 45 steel surface strengthened by electro-spark processing[J].Materials for Mechanical Engineering, 2008, 32(1): 73-75.
[4]WANG Jian-sheng, MENG Hui-min, YU Hong-ying, FAN Zi-shuan, SUN Dong-hai.Wear characteristics of spheroidal graphite roll WC-8Co coating produced by electro-spark deposition[J].Rare Metals, 2010, 29(2): 174-179.
[5]王建升, 王華昆, 鐘 毅, 李 勇, 張玉新.電火花沉積技術(shù)及其應用[J].機械工人(冷加工), 2004, 1(1): 34-36.WANG Jian-sheng, WANG Hua-kun, ZHONG Yi, LI Yong,ZHANG Yu-xin.The technology of electro-spark deposition and its application[J].Machinist Metal Cutting, 2004, 1(1): 34-36.
[6]張 鯤, 何業(yè)東, 王德仁.電火花沉積MCrAlY涂層及其高溫氧化行為[J].材料熱處理學報, 2008, 29(4): 143-147.ZHANG Kun, HE Ye-dong, WANG De-ren.MCrAlY coatings deposited by electrospark and their high-temperature oxidation behavior[J].Transitions of Materials and Heat Treatment, 2008,29(4): 143-147.
[7]王 釗, 陳 薦, 何建軍, 戎雪坤, 李石德.電火花表面強化技術(shù)研究與發(fā)展概況[J].熱處理技術(shù)與裝備, 2008, 29(6):46-50.WANG Zhao, CHEN Jian, HE Jian-jun, RONG Xue-kun, LI Shi-de.Research and development status of the electro-spark surface strengthening technology[J].Heat Treatment Technology and Equipment, 2008, 29(6): 46-50.
[8]WANG Jian-sheng, MENG Hui-min, YU Hong-ying, FAN Zi-shuan, SUN Dong-hai.Wear behavior of WC-0.8Co coating on cast steel rolls by electro-spark deposition[J].Metallurgy and Materials, 2009, 16(6): 707-713.
[9]高玉新, 趙 程, 易 劍, 朱 流.鑄鐵電火花沉積 WC-8Co超細涂層的組織及性能[J].功能材料, 2011, 9(42):1595-1598.GAO Yu-xin, ZHAO Cheng, YI Jian, ZHU Liu.Microstructure and properties of WC-8Co superfine coating on cast iron by electro-spark deposition[J].Journal of Function Materials, 2011,9(42): 1595-1598.
[10]羅 成, 熊 翔, 董仕節(jié), 羅 平.點焊電極表面電火花沉積TiB2涂層的特征[J].材料熱處理學報, 2009, 30(6): 178-182.LUO Cheng, XIONG Xiang, DONG Shi-jie, LUO Ping.Characteristics of TiB2coating on surface of copper electrode prepared by electrospark deposition[J].Transactions of Materials and Heat Treatment, 2009, 30(6): 178-182.
[11]喬生儒, 韓 棟, 李 玫.鋼鐵表面電火花淬火組織超細化及機理[J].機械工程材料, 2004, 28(8): 7-9.QIAO Sheng-ru, HAN Dong, LI Mei.Extra-fine-structure obtained by electrical spark discharge quenching on steel surface[J].Materials for Mechanical Engineering, 2004, 28(8):7-9.
[12]雷玉成, 汪建敏, 賈志宏.金屬材料成型原理[M].北京: 化學工業(yè)出版社, 2006: 61-75.LEI Yu-cheng, WANG Jian-min, JIA Zhi-hong.Forming principle of metal materials[M].Beijing: Chemical Industry Press, 2006: 61-75.
[13]狄 平, 顧偉生, 朱世根, 王文強.電火花涂層的特性和耐磨性研究[J].金屬熱處理, 2006, 31(3): 30-32.DI Ping, GU Wei-sheng, ZHU Shi-gen, WANG Wen-qiang.Characterization and wear behavior of the electro-spark alloying coatings[J].Heat Treatment of Metals, 2006, 31(3): 30-32.
[14]周永權(quán), 譚業(yè)發(fā), 徐 婷, 趙 洋, 譚 華, 周春華.鈷基合金 Stelite3電火花強化層摩擦學性能研究[J].金屬熱處理,2011, 36(2): 51-55.ZHOU Yong-quan, TAN Ye-fa, XU Ting, ZHAO Yang, TAN Hua, ZHOU Chun-hua.Tribological properties of Co-baced alloy Stelite3 strengthened coating by electro-spark deposition[J].Heat Treatment of Metals, 2011, 36(2): 51-55.
[15]湯精明, 喬生儒, 葛志宏.大接觸應力下配副及潛滑率對電火花強化層磨損特性的影響[J].金屬熱處理, 2005, 30(8):42-45.TANG Jing-ming, QIAO Sheng-ru, GE-Zhi-hong.Effect of mates and slide rate on wear resistance of the surface strengthened by electrical discharge under large contacting stress[J].Heat Treatment of Metals, 2005, 30(8): 42-45.
