基于振動鉆削理論的帶壓開孔鉆具諧響應分析
2012-12-05 02:41:50周立軍段夢蘭程光明孫晶晶
石油礦場機械 2012年5期
周立軍,段夢蘭,2,程光明,孫晶晶
(1.中國石油大學(北京),北京 102249;2.復旦大學,上海 200433)①
近年來,隨著海洋輸送石油管道損壞事故(主要有機械損傷和內外腐蝕2種形式)的日益增多,相應的海洋管道維修技術的研究也成為海洋石油運輸工程中不可或缺的一部分。
帶壓開孔技術是海洋油氣田管道不停產開孔維修方法中的關鍵環節,開孔質量的好壞將直接決定不停產維修的成敗。振動鉆削是為了克服普通鉆削的自激振動,在鉆削刀具上施加某種有規律的、可控的振動,使切削速度等發生周期性的改變,從而改進鉆削效果。
諧響應分析[1]是用來分析結構系統由于受持續的周期性載荷所產生相應的周期響應,從而有效防止共振及其他不利振動效果的產生。
海底管道的不停產帶壓開孔一方面是在海底復雜的環境下進行,另一方面需要一個密閉良好又能保證管道內的流動介質(如油氣混合物)不引起災難事故的環境。振動鉆削理論的引入雖然改進了鉆削的效果,但由于帶壓開孔鉆具的特殊性以及鉆具對振動的反饋作用,致使鉆削過程具有一定的不可控性與危險性。因此,對帶壓開孔鉆具進行諧響應分析可以對開孔器具的改進以及鉆削過程的相關參數設計提供可靠的理論依據,從而保證帶壓開孔過程安全有效地進行。
1 帶壓開孔鉆頭鉆削力理論模型
帶壓開孔是利用專業的開孔設備(如圖1)在需要開孔部位事先預制好法蘭短節與之連接,再根據開孔的大小安裝相匹配的開孔刀具[2]。
如圖1所示,在帶壓開孔過程中,中心鉆首先鉆進管道壁層,起到了定位作用,防止振動引起的誤差;由于引入了振動鉆削,將振動誤差轉換為外在激勵的一部分,因此可以采用無中心鉆的鉆削方式。
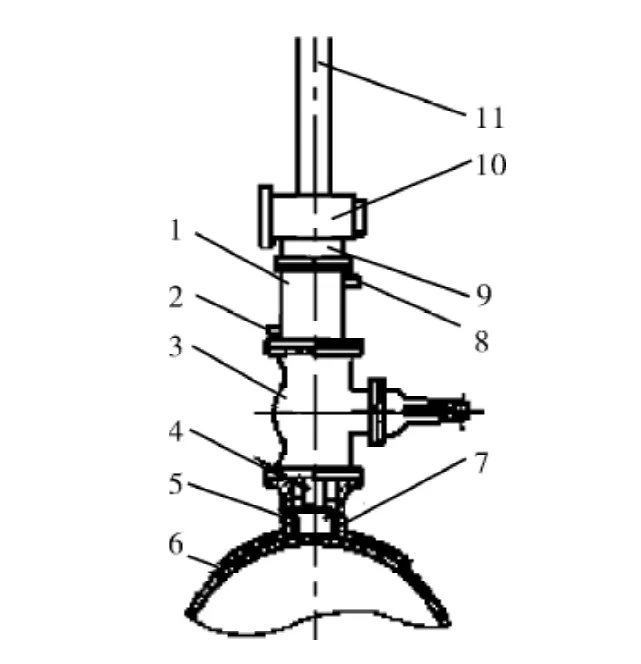
圖1 油氣管道的帶壓開孔裝置
由于在鉆削過程中鉆削的寬度和厚度不斷地變化,為了便于分析,忽略鉆頭與刀具形狀的影響,將鉆頭的模型簡化為圓柱形,并對其進行離散化。在切削區內將刀具平行劃分為無窮小的圓盤形微元,作用在每個微元上的切削力在空間分解為切向力dFt、徑向力dFr和軸向力dFa。鉆頭的切削力模型如圖2所示。
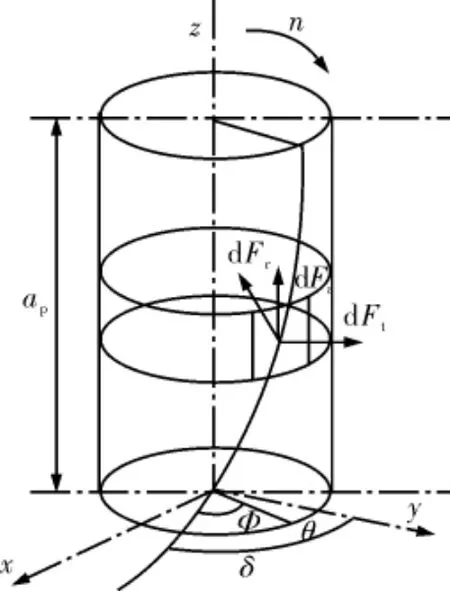
圖2 鉆頭的切削力模型
作用在刀刃微元dz的切向切削力為

式中,θ為刀具在第i個微元上的瞬時位置角,θ=Φ-δ;Φ為刀具在底部端點的位置角;δ為刀具的滯后角;Kt為切向切削力系數,表示在單位切削深度時單位切削厚度上負載的切削力;fz為每齒進給量;s(θ)為削過程中刀刃與工件的接觸窗口函數,刀刃處于鉆削區域時s(θ)=1,當刀刃與工件分離時s(θ)=0。
作用在刀刃微元dz的徑向切削力為

式中,Kr為徑向切削力比例系數。
將切削力變換到xoy坐標系中,則有

式中,g1(θ)=(sin2θ)/2;g2(θ)=(1-cos2θ)/2。
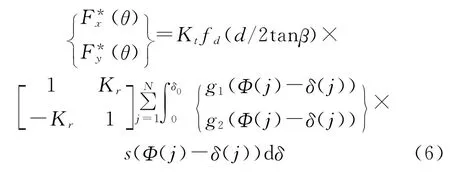
第j個刀齒在刀具轉角為Φ時的瞬時切削力為
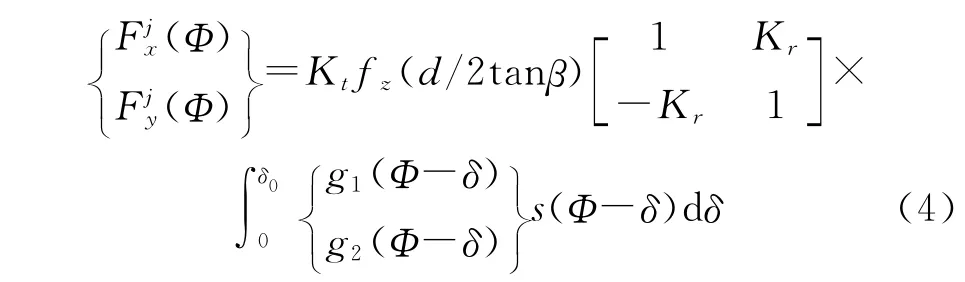
式中,δ0為刀齒在軸向切深ap的滯后角,δ0=aptanβ/(d/2)。
將所有刀齒的切削力相加,得到總切削力為

式中,N 為總刀齒數[3]。
以上是求解普通鉆削過程中的切削力,鉆具的軸向或周向加入可控的頻率振動,形成振動鉆削。該方法改變了傳統的鉆削機理,在加工過程中鉆頭與工件時切時離,切削力表現為脈沖式的瞬時交變特性,使得鉆孔產生的鉆削力大幅減小,切削熱大為降低,有效地解決了孔加工中鉆頭剛性不足和切削區難以冷卻的問題,尤其降低了帶壓開孔過程的危險性[4-5]。
振動鉆削時,在所加軸向或圓周方向振動的影響下,切削過程中瞬時的實際切削參數都是周期性變化的,并隨著振動頻率、軸向振幅、主軸轉速和進給量fz的不同組合而變化,從而得到間斷的或連續的切削過程[6]。
在如圖3所示的振動鉆削過程中,走刀量為fd=fz+2a0sinwt,w為振動角頻率。
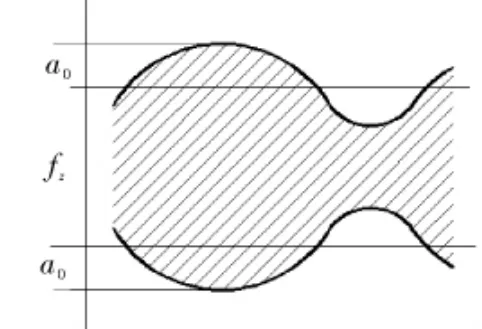
圖3 振動鉆削的切削斷面
根據式(5)中總切削力F與走刀量fz的關系可知,在振動鉆削過程中的鉆削力F*與鉆削走刀量fd的關系式為
2 帶壓開孔鉆桿的振動理論模型
由于帶壓開孔過程中的嚴格密閉性與開孔機構的復雜性,使得帶壓開孔鉆具中鉆桿的長度遠大于其他鉆孔作業中所使用的相同型號鉆具中鉆桿的長度;又鑒于鉆削過程中鉆削力自身的復雜性與外激振動的引入,使得鉆桿的振動成為影響鉆削精度的重要因素。為了便于分析鉆桿的振動,可以將鉆桿的振動模型分為橫向振動、軸向振動、扭轉振動3種模型進行簡化分析[7-12]。
2.1 橫向振動模型
根據鉆桿的約束及橫向的受力狀況,將鉆桿簡化為橫臂梁模型,如圖4所示。
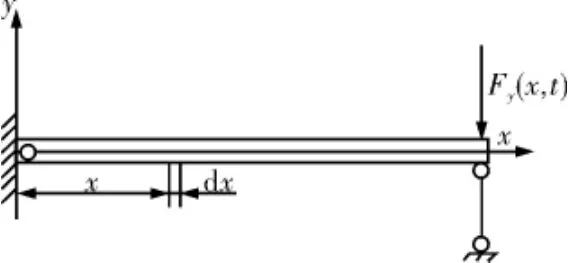
圖4 鉆桿的橫向振動模型
圖4中,Fy(x,t)為振動鉆削過程中外激振動下的橫向切削力,可由式(6)求得。由圖4可得出鉆桿橫向振動的微分方程為

邊界條件為

式中,ρ為鉆桿的材料密度;EI為彎曲剛度;A為鉆桿的橫截面積;c為應變內阻尼系數;k為鉆桿彎曲角度的正切值;L為鉆桿的長度。
2.2 軸向振動模型
忽略其他方向振動的影響,只考慮軸向振動的模型如圖5所示。
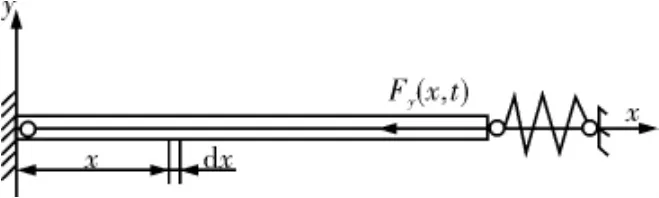
圖5 鉆桿的軸向振動模型
鉆桿橫向振動的微分方程為

左端邊界條件為
式中,u(x,t)為鉆桿橫截面在t時刻的位移。
2.3 扭轉振動模型
鉆桿視為細長均勻圓截面桿,建立其扭轉振動模型如圖6所示。
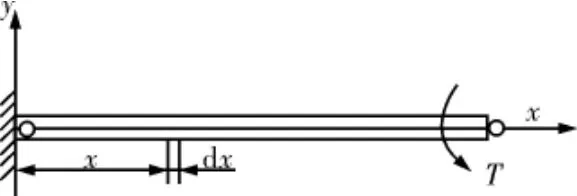
圖6 鉆桿的扭轉振動模型
鉆桿的扭轉振動模型的微分公式為

左端邊界條件為

3 帶壓開孔鉆具的諧響應分析
諧響應分析主要用于確定結構在承受周期載荷作用下產生持續的周期響應,以及確定線性結構承受隨時間按正弦規律變化的載荷時穩態響應的一種技術,從而能夠預測結構的持續動力特性。在帶壓開孔技術中,對鉆具尤其是鉆桿的諧響應分析可以得到不同頻率、不同振動激勵下鉆具的響應狀態,從而可以選擇最佳頻率振動,取得良好的切削效果。
實例中,鉆桿鉆頭的材料采用高速鋼,其總長度為1.5m;鉆削對象是直徑為?711.2mm(28英寸)的海底管道;振動鉆削的激勵源函數型式為fd=fz+2a0sinwt;激勵形式分為橫向振動、軸向振動、扭轉振動3種形式。
根據管道材料與鉆具材料的性質,以及式(6)中所表達的鉆削力,將激勵源70~180Hz的頻率每隔10Hz在Anysys workbench環境下進行諧振動仿真模擬。不同頻率下鉆具的位移諧響應如圖7所示。
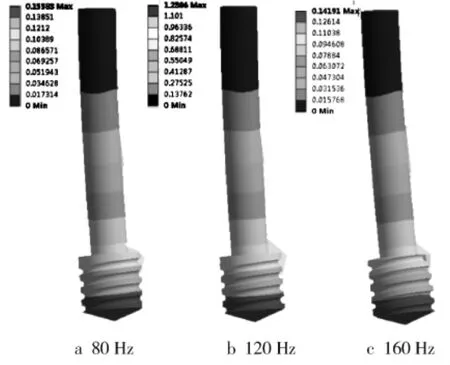
圖7 鉆具在不同頻率外激振動的位移諧響應
由圖7可知:鉆具的最大位移處發生在鉆頭頂端,也就是鉆具與管道的鉆削接觸處;位移值的大小從鉆頭至鉆桿末端呈區域性遞減,最大位移的關系為Smax(120)>Smax(80)>Smax(160),即最大位移并不是隨著頻率的增加而增大。在70~180Hz范圍內,鉆具在120Hz附近達到最大。為便于分析,將100~220Hz之間的鉆具諧響應最大位移繪制成曲線,其中110~130Hz之間每隔2Hz取一頻率進行仿真,曲線如圖8所示。
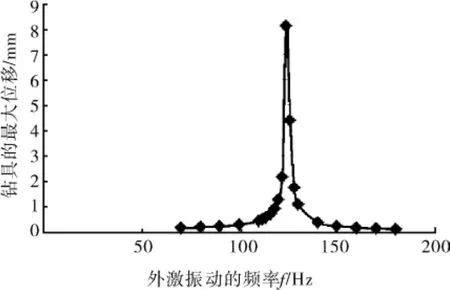
圖8 鉆具諧響應最大位移與外激頻率頻率的關系
在分析過程中可以發現:在124Hz附近的外激振動下,鉆具鉆頭達到最大位移時發生突變,甚至發生嚴重的變形。這說明在124Hz附近,鉆具發生共振,采用此頻率不但不能改進鉆削效果,反而損壞鉆具,應當避免。
4 結論
1)帶壓開孔技術中的振動鉆削的鉆削力變化是基于外激振動引起的,由于鉆削過程的復雜性,橫向鉆削阻力、軸向鉆削阻力以及扭轉鉆削阻力同時發生周期性的變化,三者相互影響,使得振動鉆削不是簡單的線性諧響應。
2)鉆具的位移響應最大值發生在鉆頭部位,位移值的大小從鉆頭至鉆桿末端呈區域性遞減。在達到共振點附近的區域頻率(124Hz)時,鉆具發生明顯的位移突變,甚至發生嚴重的變形,采取振動鉆削必須避免共振的發生。
;
[1]丁德勇,張 鈞,賀雙元.推力軸承基座帶預應力諧響應分析[J].中國艦船研究,2010,5(3):52-55.
[2]劉 玉,莫建偉.大管徑封頭帶壓開孔和封堵技術[J].設備管理與維修,2010(3):23-25.
[3]梁睿君,王寧生,姜澄宇.薄壁零件高速銑削動態切削力[J].南京航空航天大學學報,2008,40(1):89-93.
[4]杜宇波.周向振動鉆削切削力分析[J].中國制造業信息化,2009,38(23):82-84.
[5]周 平,趙 軍,王云海,等.鉆桿帶壓鉆孔機刀桿強度分析[J].石油礦場機械,2011,40(7):51-53.
[6]熊 烽,李淑珍,杜潤生,等.振動鉆削中切削力的實驗研究系統[J].華中理工大學學報,1994,22(9):56-60.
[7]潘小葉,王志紅.鉆機鉆孔時鉆桿振動的有限元分析[J].煤礦機械,2009,30(1):92-94.
[8]于桂杰,殷有財,肖文生.頂驅鉆井柔性鉆柱動力學特性分析[J].石油礦場機械,2011,40(4):1-5.
[9]肖文生,于桂杰.起下鉆鉆柱縱振理論分析[J].石油礦場機械,2010,39(12):24-26.
[10]崔曉華,周學芹,李玉海.井下鉆柱縱向振動特性分析[J].石油礦場機械,2009,38(11):12-15.
[11]趙國山,管志川,王以法,等.鉆柱結構聲傳輸特性試驗研究[J].石油礦場機械,2009,38(11):45-49.
[12]梅冬琴,劉巨報,李治淼,等.基于加速度傳感器的鉆柱振動測量方法研究[J].石油礦場機械,2012,41(2):1-7.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2020年2期)2020-06-02 11:29:24
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03