主機ALPHA電子控制式汽缸油注油器的定時調整
2012-11-29 02:27:48青島遠洋運輸有限責任公司劉忠儉
世界海運 2012年5期
關鍵詞:測量
青島遠洋運輸有限責任公司 劉忠儉
某船主機型號CMD-MAN B&W6S80MC-C,MK7,廠家CSSC-MES DEISEL CO.,LTD,缸徑800 mm,沖程3 200 mm,額定轉速73 r/min,營運功率19 000 kW,營運轉速69.2 r/min,24 h油耗80 t,使用ALPHA電子汽缸油注油器,廠家推薦按照汽缸油注油率-主機使用燃油硫分對應曲線調整注油量。
一、故障現象
船舶2010年4月服役,至2011年4月工作6 206 h。打開掃氣箱內部進行檢查,目測發現活塞頭側面積炭過多,第一道活塞環(CPR)外表面光亮,上下沿倒角消失,用細紫銅棒輕輕敲打發現活塞環彈性減弱,有過度磨損之嫌,隨即對活塞環搭口兩端附近的2道泄壓槽(Controlled Pressure Relive Groove)深度進行了測量。活塞環上從搭口兩側均勻分布6道泄壓槽,該泄壓槽的作用是均衡分配燃燒室對活塞環的壓力降,以延長第一道活塞環的壽命,并降低缸套的磨損率。新活塞環泄壓槽說明書上的參考值深度為5 mm,并要求當該槽深度小于3 mm時,就要換新活塞環。經過測量,6個缸的第一道活塞環的泄壓槽深度數據如表1所示。
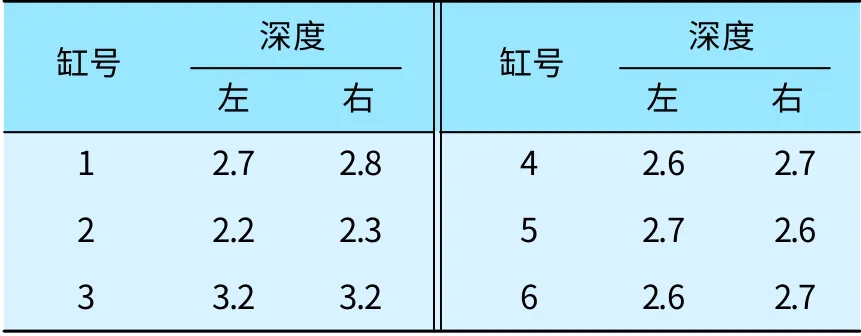
表1 第一道活塞環的泄壓槽深度數據 mm
主機投入運轉時間較短,第一道活塞環磨損卻如此之大,且6個缸中有5個缸出現同樣問題,說明該主機汽缸潤滑存在問題。該船只完成3個航次,在國內加裝燃料油1次,新加坡加裝燃料油5次,查看加油物質安全數據表(MSDS)可知燃油含硫量最高2.55%,最低2.21%,如表2所示。

表2 加油物質安全數據表
為保證船舶安全營運,決定對船舶活塞環磨損最嚴重的No.2缸吊缸進行檢查,活塞環測量數據如表3所示。其中新環厚度25.00 mm,環厚極限21.20 mm,搭口間隙極限7.60 mm,天地間隙極限0.50 mm,環槽極限18.80 mm。

表3 活塞環測量數據 mm
二、分析
由表3可知,第一道活塞環磨損過度,其他三道環正常。結合汽缸油注油率曲線可知,完成磨合后,汽缸油注油率保持在82%~84%,汽缸油使用牌號TALUSIA HR70,這些均符合說明書的要求,從而判斷故障原因應該是注油定時錯誤。根據電子注油器的注油定時原理,當活塞上行,第一道環正對注油孔時注油器開始注油為最佳。如果注油時間過早則將導致大量汽缸油噴到活塞頭側面,造成積炭,且活塞環潤滑不良導致過度磨損;若噴油時間過遲則汽缸油噴射將錯過第一道環,造成第一道環因潤滑不良而磨損過度,以及大量汽缸油進入掃氣道。
電子注油器噴油定時由主觸發器和副轉角指示器來完成閉環控制。檢查校正汽缸油注油器定時步驟:當主機第一缸處于上死點時,安裝在主機前端的觸發器接收主機第一缸曲軸轉角信號,綠色指示燈亮;同時安裝在主機飛輪端的兩組轉角指示器檢測飛輪轉角信號,兩組紅色指示燈亮,說明總定時準確。
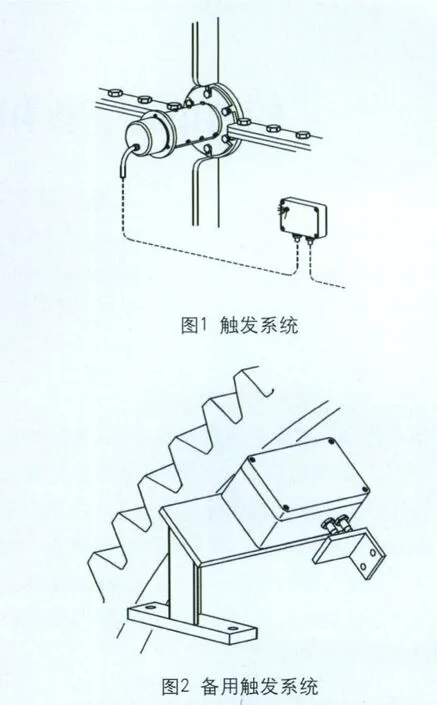
主機運行時,安裝在主機前端的觸發系統(曲柄轉角編碼器)(見圖1)將接收主機第一缸處于上死點的曲軸轉角信號與安裝在主機飛輪端的備用觸發系統(兩組轉角指示器)(見圖2)檢測的飛輪轉角信號進行比較,并測量主機轉速,計算無誤后發送觸發信號,CPU識別并發出主機第一缸注油器電磁閥打開進行噴油指令,其他各缸根據主機發火順序1-5-3-4-2-6,對應的曲柄轉角定時注油。兩者同步檢測相同定時,并分別計算主機轉速,只要一組信號出現偏差,控制系統就會發出故障警報。
三、措施
定時檢查發現,主機第一缸在上死點前7°時,觸發器綠色指示燈亮,同時飛輪端的轉角指示器紅燈亮,檢查此時飛輪曲柄轉角指示也是第一缸上死點前7°,這說明在廠家安裝時出現失誤。根據說明書重新調整觸發器的探測軸角度,使之觸發的信號與第一缸上死點吻合。在飛輪端可以看到,在曲柄轉角指示器安裝位置前有一備用安裝位置,經測量發現正好滯后7°,將指示器安裝在這個位置正好吻合第一缸上死點定時。
到底是什么原因致使該船電子注油器安裝出現這樣的問題?在調整之前為了安全起見,與廠家進行了溝通。由于船舶處在保修期內,廠家對自己的安裝失誤表示歉意,對我們發現問題并自行調整表示感謝,但是他們也無法解釋是哪個環節出現了這種低級錯誤。經過調整后,在各錨地進行檢查測量,結果表明各缸活塞環過度磨損現象不再惡化。2011年8月進行了No.4缸吊缸檢查,主機運行了7 920 h,測量數據如表4所示。
2011年10月進行了No.3缸吊缸檢查,主機運行8911h,數據測量如表5所示。
在汽缸油注油器注油定時調整后,根據所用燃油的含硫量確定汽缸油注油率,查看該船主機活塞環測量數據均在正常范圍內,各缸活塞環、缸套磨損率均回歸正常速率,主機運行狀況良好。

表4 No.4缸吊缸測量數據 mm

表5 No.3缸吊缸測量數據 mm
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
