Ni和Bi元素對SnAgCu釬焊界面金屬化合物生長速率的影響
2012-11-23 03:03:08孫鳳蓮
中國有色金屬學報 2012年2期
劉 洋,孫鳳蓮
(哈爾濱理工大學 材料科學與工程學院,哈爾濱 150040)
Ni和Bi元素對SnAgCu釬焊界面金屬化合物生長速率的影響
劉 洋,孫鳳蓮
(哈爾濱理工大學 材料科學與工程學院,哈爾濱 150040)
通過加速溫度時效方法研究Ni和Bi元素對低銀 (含銀量小于1%,質量分數) Sn-Ag-Cu(LASAC)釬料界面IMC生長速率的影響。通過與高銀釬料SAC305和低銀釬料LASAC對比,分析添加Ni和Bi元素后LASAC釬料在高溫時效過程中熱疲勞抗性的變化情況。結果表明:LASAC/Cu、LASAC-Bi/Cu和 SAC305/Cu界面IMC時效后均形成較厚的Cu3Sn層,LASAC-Ni/Cu界面經IMC時效后則形成較薄的(Cu, Ni)3Sn;高銀釬料SAC305在180 ℃時效下IMC生長速率為2.17×10?5μm2/s,與之相比,低Ag釬料LASAC IMC在時效過程中生長速率較高,為3.8×10?5μm2/s;Ni和Bi元素的添加均可降低釬料LASAC/Cu界面IMC的生長速率,其中Bi的改善效果最顯著,LASAC-Bi釬料的IMC生長速率為1.92×10?5μm2/s,低于SAC305釬料的IMC生長速率。
生長速率;界面化合物(IMC);高溫時效;低銀釬料
經過十幾年的研究與開發,目前已有許多無鉛釬料可以替代Sn-Pb釬料應用于電子工業中。在大量的無鉛釬料中,Sn-Ag-Cu (SAC)釬料被認為是最佳的替代品[1?2]。其中,最受關注的SAC釬料分別為美國推薦的Sn-3.9Ag-0.6Cu,歐盟推薦的Sn-3.8Ag-0.7Cu以及日本推薦的 Sn-3.0Ag-0.5Cu。然而,此類釬料含銀量均在3%(質量分數)以上。隨著近年來銀價格的不斷上漲,導致此類釬料成本隨之增大。這對于微電子封裝與電子產業的飛速發展顯然是十分不利的。與此同時,由于釬料中較高的銀含量,焊點中大片Ag3Sn金屬間化合物(IMC)的出現嚴重影響焊接接頭的抗沖擊性能。因此,新型低銀SAC無鉛釬料的研究與開發成為當前的熱點[3?4]。
眾所周知,釬焊時界面金屬間化合物的形成與長大是影響釬焊接頭可靠性的重要因素。相關研究表明[5?7]:適量的IMC的形成可以起到提高接頭強度、潤濕焊料及阻礙焊料擴散及氧化的作用。然而IMC層過厚或者分布不均,在服役過程中會導致嚴重的應力集中、焊點抗剪強度的下降、焊點斷裂韌性和抗低周疲勞能力下降, 最終危害接頭的性能而造成封裝破壞。王麗鳳等[8]研究微量Ni對Sn-3.0Ag-0.5Cu釬料及焊點界面的影響。Ni的加入使Sn-3.0Ag-0.5Cu/Cu在釬焊界面生成相化學組成由 Cu6Sn5轉變為(Cu,Ni)6Sn5。同時該研究還表明:微量Ni的添加對時效過程中界面 IMC的增長起到一定的抑制作用。因此,為了提高焊接接頭強度,改善焊接界面熱疲勞抗性,本研究以一種新型低銀無鉛釬料LASAC為研究對象,以髙銀釬料 SAC305作為對比,研究適量 Ni和Bi的添加對LASAC釬料回流焊后及時效后的焊點界面IMC擴散行為的影響規律。
1 實驗
試驗選擇的 4組試樣分別為低銀釬料 LASAC、LASAC-Ni、LASAC-Bi和 SAC305(其中 LASAC-Ni、LASAC-Bi分別為低銀釬料LASAC中添加一定量Ni、Bi元素制備的釬料)。選用原料為純度大于99.9%的錫粒、銀片、銅片,采用高頻熔煉方法制備釬料合金。試驗選擇表面平滑、厚度為0.5 mm的銅片作為基板焊盤,經酸洗去除氧化膜后用無水乙醇清洗備用,助焊劑為松香乙醇溶液。
將4組釬料制備成直徑為700 μm的小球,將制備好的4組焊料球放到銅盤上,滴加數滴助焊劑后在回流焊機中進行焊接。回流焊的峰值溫度為250 ℃,焊接時間為500 s,最后在回流爐中風扇冷卻,分別得到4組試樣與Cu基板形成的焊點。將制備的焊點在180 ℃下分別保溫0 h、25 h、100 h、144 h后取出。將回流焊后和老化后的焊點進行鑲嵌、打磨、拋光后制備成金相試樣,借助Olympus多功能光學金相顯微鏡對界面微觀組織進行觀察。
本文作者借助AutoCAD軟件對界面IMC厚度進行測量。為減小誤差,本實驗選用的方法是測量焊點界面IMC的面積與焊接界面長度,通過二者的比值求得界面IMC的平均厚度。
2 結果與分析
2.1 界面IMC在時效過程中的生長行為
圖1所示為LASAC/Cu界面IMC時效前后對比。由圖1(a)可知,經250 ℃回流焊后,釬料與Cu基板間形成了界面處金屬間化合物,化合物形貌為橢球形,晶粒尺寸較大且晶粒間比較稀疏。EDX分析結果表明:該層為金屬間化合物Cu6Sn5。
從圖1(b)中可以看出,時效144 h后,界面IMC不僅向釬料內發生縱向生長,也由于其自身晶粒的粗大化使IMC層變得致密、平整。此外,時效后在Cu6Sn5層與Cu基板之間有一新的IMC層出現,經證實該層化合物為Cu3Sn金屬間化合物。分析原因,主要是由于Cu6Sn5層與Cu在高溫下長時間接觸,導致Cu原子向Cu6Sn5化合物中擴散,從而提高了化合物中Cu原子的濃度,形成了一層由Cu3Sn組成的界面IMC層。相關研究表明[9?12],過厚的 Cu3Sn層容易導致脆性斷裂,對焊點可靠性不利。
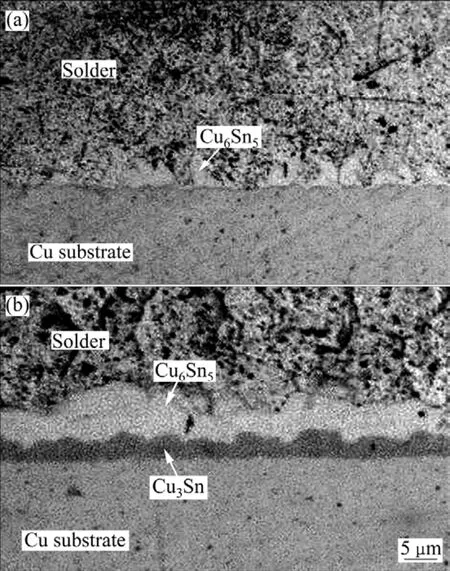
圖1 LASAC/Cu界面IMC形貌Fig. 1 IMC morphologies of LASAC/Cu interface: (a)LASAC/Cu; (b) LASAC/Cu after aged for 144 h
圖2 所示為LASAC-Ni/Cu界面IMC時效前后對比。圖2(a)中界面金屬間化合物形貌為細小的蠕蟲狀,厚度較薄。EDX分析結果表明:該層為金屬間化合物(Cu1?xNix)6Sn5。時效后,IMC晶粒不再像未經過時效處理時那樣細小(圖2(b)),界面IMC層變厚且表面不平整,有晶粒尺寸較大的IMC出現。

圖2 LASAC-Ni/Cu界面IMC形貌Fig. 2 IMC morphologies of LASAC-Ni/Cu interface:(a) LASAC- Ni/Cu; (b) LASAC-Ni/Cu after aged for 144 h
時效后,IMC層主要由兩部分組成:(Cu1?xNix)6Sn5和(CuxNi1?x)3Sn。值得注意的是:相比圖1(b)中未添加Ni時的 Cu3Sn層,LASAC-Ni/Cu界面處的(CuxNi1?x)3Sn 金屬間化合物層明顯薄很多。因為圖1(b)中Cu3Sn層是由于基板中的Cu向Cu6Sn5層擴散形成的,在 Cu3Sn形成的同時伴隨著 Cu6Sn5的損耗,即Cu3Sn層的形成與長大取決于Cu6Sn5向Cu3Sn轉變的能力。
同樣,在長時間的高溫老化過程中,(Cu1?xNix)6Sn5也會由于 Cu的擴散發生結構上的轉變,形成一層新的界面化合物(CuxNi1?x)3Sn。但是,這一轉變的驅動力相對較大,轉變過程緩慢。導致長時間時效后的(CuxNi1?x)3Sn層依然非常薄。
圖3所示為LASAC-Bi/Cu界面IMC時效前后的對比。圖3(a)中界面IMC為鋸齒狀Cu6Sn5。時效后的界面IMC厚度有所增長,且由時效前的鋸齒狀變成均勻、平緩的界面IMC層(見圖3(b))。與圖1(b)相比,要顯得薄且均勻,說明Bi的添加對界面IMC的生長有抑制作用。與其他釬料類似,該試樣在時效后也有新的界面IMC層出現。EDX分析結果表明:兩層化合物分別是Cu6Sn5和Cu3Sn,在界面金屬間化合物與Cu基體中均未發現有Bi存在,說明Bi沒有參與界面反應過程。

圖3 LASAC-Bi/Cu界面IMC形貌Fig. 3 IMC morphologies of LASAC-Bi/Cu interface:(a) LASAC- Bi/Cu (b) LASAC-Bi/Cu after aged for 144 h
圖4 所示為SAC305/Cu界面IMC時效前后的對比。可以看出,時效后的界面 IMC厚度增加且 IMC層表面變得很不平整。對界面處出現的兩層界面IMC進行EDX分析,證明這兩層IMC也分別是Cu6Sn5和Cu3Sn。此外,在 Cu6Sn5層與釬料的連接部分還有尺寸較大的界面IMC出現,分析表明該金屬間化合物的成分為Ag3Sn。祝清省和張黎[13]以及LU和HALUK[14]指出,無鉛釬料焊接接頭界面處大片狀Ag3Sn的出現往往會誘發焊點裂紋的形成,對焊點的可靠性造成嚴重的影響。
2.2 界面IMC生長速率
為避免焊點尺寸效應的干擾,本研究選用了大尺寸焊點。根據4種釬焊焊點在180 ℃下時效不同時間后界面處金屬間化合物層的厚度值,作界面IMC厚度與時效時間的平方根的曲線(見圖5)。在180 ℃等溫時效時,隨時效時間的增加,4種成分釬料焊點IMC厚度都在不斷增加,但增加的速度有所不同,即界面化合物層的厚度與時效時間平方根之間近似滿足線性關系。這表明時效過程中界面金屬間化合物層厚度的增加是受元素擴散控制的[15?16]。
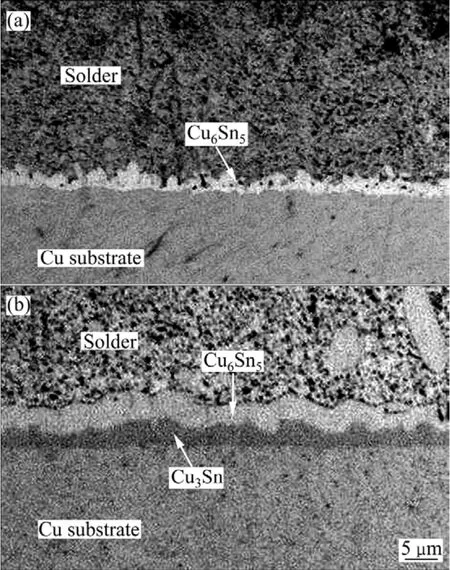
圖4 SAC305/Cu界面IMC形貌Fig. 4 IMC morphologies of SAC305/Cu interface:(a) SAC305/Cu; (b) SAC305/Cu after aged for 144 h

圖5 IMC厚度與t1/2的變化關系曲線Fig. 5 IMC thickness versus square root of aging time
直線的斜率代表界面金屬間化合物生長速率的平方根。斜率越大,說明對應的生成的界面金屬間化合物在某溫度下的生長速度越快。由此,可以分別計算出在 180 ℃下 LASAC、LASAC-Ni、LASAC-Bi、SAC305 4組釬料與Cu焊盤之間的金屬間化合物生長速率,如表1所示。
從表1中可以看出,低銀釬料LASAC在180 ℃時效過程中的IMC生長速率較高銀釬料SAC305高;釬料 LASAC中添加Ni、Bi元素可以降低界面 IMC生長速率;添加Bi后,IMC生長速率降低為1.92×10?5μm2/s,低于同條件下SAC305的IMC生長速率。分析原因,界面IMC的生長主要是基于固?固界面的元素擴散。所以,界面IMC的生長速率取決于Cu、Sn、Ni等元素在固定條件下的擴散速率。相比高銀釬料SAC305,低銀釬料對Cu元素的溶解度相對更高,基板中Cu的擴散速率也就更快,IMC厚度的增長也較快。Bi原子在Sn中的固溶很大程度地降低了Cu、Sn原子間的擴散速率,減緩Cu-Sn金屬間化合物的生長速率,對提高焊點抗老化性能起到一定作用。
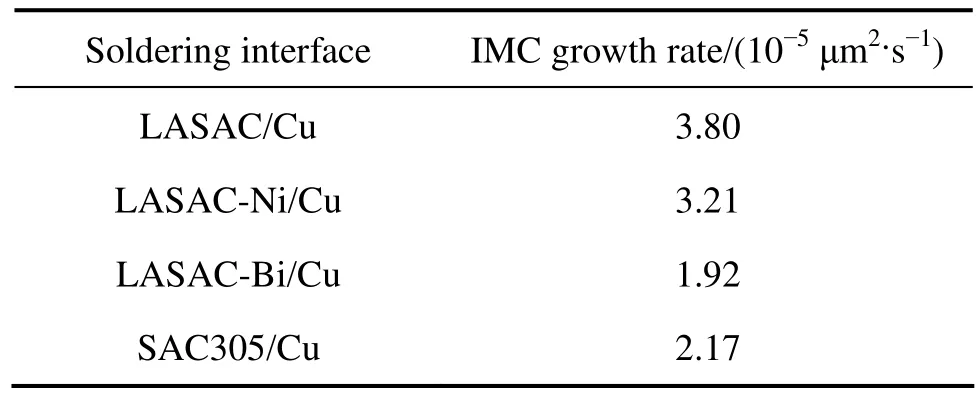
表1 在180 ℃時效時IMC生長速率Table 1 IMC growth rate after aging at 180 ℃
3 結論
1) LASAC/Cu、LASAC-Bi/Cu和 SAC305/Cu界面IMC時效后會在先生成的Cu6Sn5與Cu基板間形成一層較厚的Cu3Sn,Ni的加入可有效降低該層化合物厚度,對提高釬焊接頭可靠性有利。
2) 相比高銀釬料SAC305,低銀釬料LASAC在高溫時效過程中的IMC生長速率較高。
3) Ni和Bi的添加均可降低釬料LASAC/Cu界面IMC的生長速率,改善焊點抗老化性能。其中,Bi的改善效果更明顯。
REFERENCES
[1] ANDERSON I E. Development of Sn-Ag-Cu and Sn-Ag-Cu-X alloys for Pb-free electronic solder applications[J]. J Mater Sci:Mater Electron, 2007, 18: 55?76.
[2] 張新平, 尹立孟, 于傳寶. 電子和光子封裝無鉛釬料的研究和應用進展[J]. 材料研究學報, 2008, 22: 1?9.ZHANG Xin-ping, YIN Li-meng, YU Chuan-bao. Advances in research and application of lead-free solders for electronic and photonic packaging[J]. Chinese Journal of Materials Research,2008, 22: 1?9.
[3] KANLAYASIRI K, ARIGA T. Influence of thermal aging on microhardness and microstructure influence of Sn-0.3Ag-0.7Cu-xIn lead-free solders[J]. Journal of Alloys and Compounds,2010, 504: L5?L9.
[4] SU Y A, TAN L B, TEE T Y. Rate-dependent properties of Sn-Ag-Cu based lead free solder joints[C]//Electronic Packaging Technology Conference. Singapore: IEEE Inc, 2009: 283?291.
[5] 于大全, 段莉蕾, 趙 杰, 王 來, WU C M L. Sn-3.5Ag/Cu界面金屬間化合物的生長行為研究[J]. 材料科學與工藝,2005, 13(5): 532?536.YU Da-quan, DUAN Li-lei, ZHAO Jie, WANG Lai, WU C M L.The growth behaviors of intermetallic compounds between Sn-3.5Ag and Cu substrate[J]. Material Science and Technology,2005, 13(5): 532?536.
[6] LAURILA T, VUORINEN V. Interfacial reactions between lead-free solders and common base materials[J]. Materials Science and Engineering, 2005, 49: 1?60.
[7] SUN K S, SUNG K K. The evolution of microstructure and microhardness of Sn-Ag and Sn-Cu solders during high temperature aging[J]. Microelectronics Reliability, 2009, 43:288?295.
[8] 王麗鳳, 申旭偉, 孫鳳蓮, 劉 洋. 微量Ni對Sn-3.0Ag-0.5Cu釬料及焊點界面的影響[J]. 電子元件與材料, 2008, 27(9):65?68.WANG Li-feng, SHEN Xu-wei, SUN Feng-lian, LIU Yang.Effect of micro amount Ni on Sn-3.0Ag-0.5Cu solder and interface of solder joint[J]. Electronic Components and Materials,2008, 27(9): 65?68.
[9] DENG X, PIOTROWSKI G, WILLIAMS J J, CHAWLA N.Influence of initial morphology and thickness of Cu6Sn5and Cu3Sn intermetallics on growth and evolution during thermal aging of Sn-Ag solder/Cu joints[J]. Journal of Electronic Materials, 2003, 32: 1403?1413.
[10] WANG Y W, CHANG C C, KAO C R. Minimum effective Ni addition to SnAgCu solders for retarding Cu3Sn growth[J].Journal of Alloys and Compounds, 2009, 478: L1?L4.
[11] CHIEN Wei-chang, SU Chun-yang, TU Chun-te, KAO C R.Cross-interaction between Ni and Cu across Sn layers with different thickness[J]. Journal of Electronic Materials, 2007, 36:1455?1461.
[12] WANG Y W, KAO C R. Minor Fe, Co and Ni additions to SnAgCu solders for retarding Cu3Sn growth[C]//International Conference on Electronic Materials and Packaging, Taipei: IEEE Inc, 2009: 76?79.
[13] 祝清省, 張 黎. 金屬間化合物Ag3Sn對Sn3.8Ag0.7Cu焊料合金拉伸性能的影響[J]. 金屬學報, 2007, 43(1): 41-46.ZHU Qing-sheng, ZHANG Li. Effect of intermetallics Ag3Sn on the tensile property of Sn3.8Ag0.7Cu solder alloy[J]. Acta Metallurgica Sinica, 2007, 43(1): 41?46.
[14] LU H Y, HALUK B. Effect of Ag content on the microstructure development of Sn-Ag-Cu interconnects[J]. J Mater Sci: Mater Electron, 2006, 17: 171?188.
[15] 王要利, 張柯柯, 韓麗娟, 溫洪洪. Sn-2.5Ag-0.7Cu(0.1RE)/Cu焊點界面區微觀組織與Cu6Sn5的生長動力學[J]. 中國有色金屬學報, 2009, 19(4): 708?713.WANG Yao-li, ZHANG Ke-ke, HAN Li-juan, WEN Hong-hong.Microstructure and growth behavior of Cu6Sn5for Sn-2.5Ag-0.7Cu(0.1RE)/Cu solder joint interface[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(4): 708?713.
[16] 齊麗華, 黃繼華, 張建綱, 王 燁, 張 華, 張興科.SnAgCu/Cu和SnPb/Cu界面熱剪切循環條件下化合物的生長行為[J]. 中國有色金屬學報, 2006, 16(10): 1705?1709.QI Li-hua, HUANG Ji-hua, ZHANG Jian-gang, WANG Ye,ZHANG Hua, ZHAO Xin-ke. Growth behavior of compounds formed at Sn-3.5Ag-0.5Cu/Cu and Sn-Pb/Cu interfaces during thermal-shearing cycling[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(10): 1705?1709.
Effect of Ni and Bi addition on growth rate of intermetallic compound of SnAgCu soldering
LIU Yang, SUN Feng-lian
(School of Materials Science and Engineering, Harbin University of Science and Technology, Harbin 150040, China)
The effects of Ni and Bi addition on the intermetallic compound (IMC) growth rate of low-Ag (<1%, mass fraction) Sn-Ag-Cu(LASAC) soldering were investigated by accelerated temperature aging. The thermal fatige resistance of LASAC solders with Ni and Bi addition was studied by comparing with SAC305 solder. The results show that thick Cu3Sn layer forms after high temperature storage (HTS) aging between LASAC/Cu, LASAC-Bi/Cu and SAC305/Cu interfaces. While the IMC between LASAC-Ni/Cu is (Cu, Ni)3Sn layer with a very thin thickness after aged. The IMC growth rate of SAC305 is 2.17×10?5μm2/s. However, the IMC growth rate of LASAC solder is 3.8×10?5μm2/s, which is faster than that of SAC305. The growth rate of IMC at LASAC/Cu interface decreases with Ni and Bi addition. Bi shows a better improvement for solder compared with Ni element. The IMC growth rate of LASAC-Bi is 1.92×10?5μm2/s, which is slower than the IMC growth rate of SAC305.
growth rate; intermettalic compound (IMC); high temperture storage aging; low-Ag solder
TG425.1
A
1004-0609(2012)02-0460-05
國家自然科學基金資助項目(51075107); 黑龍江省自然基金重點項目(15008002-09034); 哈爾濱市優秀學科帶頭人基金資助項目(2008RFXXG010)
2010-12-28;
2011-05-16
孫鳳蓮,教授,博士;電話:0451-86398791;E-mail: sunflian@163.com
(編輯 李艷紅)
猜你喜歡
小讀者(2021年2期)2021-03-29 05:03:48
當代陜西(2020年13期)2020-08-24 08:22:02
瘋狂英語·新悅讀(2019年11期)2019-12-18 05:14:16
華人時刊(2019年13期)2019-11-17 14:59:54
NBA特刊(2018年21期)2018-11-24 02:48:04
文苑(2018年22期)2018-11-19 02:54:14
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
