93W-Ni-Fe粉末擠壓成形坯溶劑脫脂工藝
2012-11-23 03:03:20劉文勝龍路平馬運(yùn)柱蔡青山
中國有色金屬學(xué)報 2012年2期
關(guān)鍵詞:工藝
劉文勝,龍路平,馬運(yùn)柱,蔡青山
(中南大學(xué) 粉末冶金國家重點(diǎn)實驗室,長沙 410083)
93W-Ni-Fe粉末擠壓成形坯溶劑脫脂工藝
劉文勝,龍路平,馬運(yùn)柱,蔡青山
(中南大學(xué) 粉末冶金國家重點(diǎn)實驗室,長沙 410083)
以93W-Ni-Fe粉末擠壓成形坯為研究對象,在研究溶劑脫脂動力學(xué)的基礎(chǔ)上,考察溶劑種類、溶劑加入方式以及脫脂溫度對溶劑脫脂過程的影響,并對脫脂前后的坯體斷口進(jìn)行 SEM 觀察。結(jié)果表明:以正庚烷作為脫脂溶劑,具有較高的脫脂率,脫脂坯無鼓泡、開裂等缺陷;通過分段優(yōu)化的脫脂工藝,在45 ℃的正庚烷中脫脂8 h,脫脂過程中周期性更換溶劑,最終可脫除65%以上的石蠟,且整個脫脂過程均為擴(kuò)散控制,相應(yīng)的動力學(xué)參數(shù)為 1.6751×10?5cm2/s。
93W-Ni-Fe粉末;粉末擠壓成形;溶劑脫脂;動力學(xué)參數(shù);機(jī)理模型
鎢合金具有優(yōu)良性能在國防領(lǐng)域(如穿甲彈)廣泛應(yīng)用[1],其傳統(tǒng)成形方法為模壓成形,隨后發(fā)展了鎢合金的粉末注射成形和粉末擠壓成形工藝[2?3]。在粉末擠壓成形中,粘結(jié)劑的脫除是最重要也是最困難的一個步驟[4],最常用的脫脂方法為熱脫脂和溶劑脫脂法[5]。直接熱脫脂工藝簡單、成本低、但脫脂速率慢,且易產(chǎn)生脫脂缺陷[6]。溶劑脫脂是先把生坯浸于加熱的溶劑或溶劑蒸氣中,生坯中可溶組分通過溶解擴(kuò)散反應(yīng)溶于溶劑,后將剩余組元用熱脫脂方法脫除[7?8],該法不僅能提高生產(chǎn)效率,且制品變形小。
近年來,研究者對溶劑脫脂技術(shù)進(jìn)行了探討,范景蓮[9]指出溶劑類型、溫度、坯體厚度、粉末特性等因素均會影響溶劑脫脂的速率;段柏華等[10]等設(shè)計一種低殘?zhí)剂空辰Y(jié)劑體系,考察了脫脂時間、溫度及樣品厚度對溶劑脫脂率的影響;孫丹等[11]分析了溶劑脫脂棒坯產(chǎn)生裂紋的原因及對策。這些研究對完善脫脂理論及工藝的發(fā)展起到了很大作用,但是迄今為止這些基礎(chǔ)研究主要針對注射成形小尺寸零部件的溶劑脫脂行為,注射成形工藝中喂料是在三向壓縮[2]作用下成形,要求喂料順利流動填充模腔,在注射溫度下粘度小于10 Pa·s,而粉末擠壓成形是在兩向壓縮和一向擠出拉伸作用下使喂料順利擠出[2],喂料粘度高于注射成形用喂料;此外注射成形的工藝溫度高于擠壓成形,而粘結(jié)劑的分解溫度必須大于成形溫度,故注射成形對粘結(jié)劑熱穩(wěn)定性的要求更高。因此,兩種工藝在喂料的流變性和成形工藝參數(shù)方面均存有很大差異,進(jìn)一步影響隨后的脫脂工藝。而粉末擠壓成形在制備大長徑棒材方面具有其他工藝無法比擬的技術(shù)優(yōu)勢和成本優(yōu)勢,故對93W-Ni-Fe粉末擠壓成形棒坯溶劑脫脂工藝及其原理的研究十分必要。本文作者采用石蠟基多組元粘結(jié)劑體系,研究工藝參數(shù)對溶劑脫脂動力學(xué)的影響,將脫脂溶劑、溫度、時間等工藝參數(shù)對脫脂率的影響與溶劑脫脂動力學(xué)有機(jī)結(jié)合,通過動力學(xué)分析得到的動力學(xué)參數(shù),為制定合理工藝提供定量的依據(jù)。
1 實驗
1.1 原料
實驗用粘結(jié)劑為石蠟基粘結(jié)劑,由增塑組元、粘結(jié)組元和活化組元組成[12]。各組元的質(zhì)量分?jǐn)?shù)為:增塑組元(固體石蠟+液體石蠟):74%;粘結(jié)組元:(聚乙烯+乙烯-乙酸乙烯共聚物):20%;活化組元:(硬脂酸+鄰苯二甲酸二辛酯):6%。粉末原料的主要性質(zhì)見表1,粉末裝載量為95%(質(zhì)量分?jǐn)?shù))。

表1 粉末原料的性能Table 1 Performance parameters of raw powder
1.2 實驗過程
采用QM?1SP4行星式球磨機(jī)制備93W-Ni-Fe復(fù)合粉,粘結(jié)劑采用加熱熔融的方法制備成細(xì)觀均一的混合物。以 50%(體積分?jǐn)?shù))的粉末裝載量在美國 IJA引進(jìn)干式喂料混合機(jī)中混合0.5 h后,在NH?20L捏合機(jī)中熔融混煉,混煉溫度為160 ℃,混煉3 h。將制得的喂料在Dorst真空螺桿擠壓機(jī)上擠出直徑為24 mm的棒坯。溶劑脫脂采用水浴加熱法,在恒溫槽中進(jìn)行,分別以正庚烷、三氯乙烯、二氯甲烷作為溶劑記為F1、F2、F3進(jìn)行實驗,以選擇適用于本實驗的最佳溶劑。再以優(yōu)化溶劑為介質(zhì),考察不同溶劑加入方式及脫脂溫度對溶劑脫脂的影響,溶劑加入方式如采用周期性更換,即每隔2 h更換一次新溶劑,實驗條件見表2。溶劑脫脂過程中每2 h將坯體取出,于室溫下干燥24 h后稱取質(zhì)量,由式(1)計算坯料的脫脂率,采用JSM?5600LV型掃描電鏡對坯體斷口形貌進(jìn)行觀察。

表2 溶劑脫脂方案Table 2 Solvent debinding settings

式中:A為脫脂率,%;M1為脫脂前的坯體質(zhì)量;M2為脫脂后的坯體質(zhì)量;w為可溶組元的質(zhì)量分?jǐn)?shù),根據(jù)粉末裝載量及粘結(jié)劑配方可知本實驗中w=37%。
2 結(jié)果與分析
2.1 擠壓棒坯的溶劑脫脂動力學(xué)
在溶劑脫脂過程中,粘結(jié)劑組分經(jīng)歷了溶解、溶脹兩個階段,粘結(jié)劑中的可溶組分通過擴(kuò)散向外傳送。在脫脂的早期,粘結(jié)劑溶解較快,溶劑脫脂過程中由擴(kuò)散控制,無限大一維坯體溶劑脫脂過程可由Fick第二定律表示[13],經(jīng)變量分離可得到式(2)[14?15]。

式中:F為粘結(jié)劑中可溶組分濃度殘留分?jǐn)?shù),其定義如式(3)所示,t=0時,定義F=1;Dbs為粘結(jié)劑中可溶組分在粘結(jié)劑?溶劑中的擴(kuò)散系數(shù);t為脫脂時間;L為試樣厚度的一半。

由式(2)和(3)中繪制出?lnF?t/L2關(guān)系圖,可計算出任意脫脂溫度下的擴(kuò)散系數(shù)。考慮到溶劑脫脂過程中溶質(zhì)在粉末顆粒組成的多孔層中擴(kuò)散,隨脫脂的進(jìn)行,空隙率和氣孔結(jié)構(gòu)等參數(shù)都發(fā)生變化。此外粉末顆粒和剩余粘結(jié)劑對溶質(zhì)擴(kuò)散也有一定的阻滯作用,因此可以將有效擴(kuò)散系數(shù)用表觀擴(kuò)散系數(shù)表示[13]:

式中:De為表觀擴(kuò)散系數(shù);f為坯體的孔隙率;τ為坯體內(nèi)孔隙曲折因子;R為坯體內(nèi)粉末顆粒或剩余粘結(jié)劑對溶質(zhì)擴(kuò)散的阻滯系數(shù)。
在溶劑脫脂末期,由于坯體內(nèi)外可溶性組元濃度差減小,溶劑脫脂由溶解控制,濃度差成為主要的控制因素。此時石蠟(PW)在溶劑中溶解的速率方程式為

式中:c(PW)為溶劑中石蠟的濃度;c(l)表示溶劑的濃度,由于反應(yīng)在溶劑中進(jìn)行,溶劑大量存在,其消耗量相對而言可以忽略不計,即 kc(l)=k1,速率方程式可修正為

由式(6)可知,石蠟的溶解表現(xiàn)出一級反應(yīng)的特征,通過一級反應(yīng)的動力學(xué)方程式并經(jīng)變量分離可以得到

在溶劑脫脂中期,兩種控制因素下脫脂速率相近,脫脂受到擴(kuò)散和溶解共同控制,表現(xiàn)為?lnF—t/L2關(guān)系圖中斜率的轉(zhuǎn)折點(diǎn)。
2.2 擠壓棒坯的溶劑脫脂行為
為了提出溶劑脫脂的機(jī)理模型,測定了溶劑種類、溶劑加入方式和脫脂溫度對溶劑脫脂的影響,通過動力學(xué)分析可以得到一系列動力學(xué)參數(shù),為制定合理的溶劑脫脂工藝提供定量的依據(jù)。
2.2.1 不同脫脂溶劑的影響
圖 1所示為棒坯分別在不同溶劑中(溶劑溫度均為30 ℃)脫脂時石蠟的殘留量與時間的關(guān)系。從圖1可以看出,三者在脫脂6 h左右,直線斜率均發(fā)生變化,這是脫脂的速率控制步驟發(fā)生轉(zhuǎn)變的直接表現(xiàn)。通過直線擬合可得以正庚烷、三氯乙烯、二氯甲烷為介質(zhì)時溶劑脫脂擴(kuò)散系數(shù)分別為 3.6476×10?6、3.6476×10?6、2.4317×10?6cm2/s;溶解控制時速率常數(shù)分別為 2.778×10?6、2.778×10?6、2.314×10?6s?1。從得到的動力學(xué)參數(shù)可看出,棒坯在二氯甲烷中的脫脂速率要明顯低于其他兩種溶劑的,這對于提高溶劑脫脂效率是不利的,同時延長脫脂時間也增加缺陷產(chǎn)生幾率。正庚烷、三氯乙烯兩種溶劑中脫脂速率基本相同,但前者粘結(jié)劑的脫脂率要明顯高于后者的,二者對比正庚烷更適合本研究。
2.2.2 不同溶劑加入方式的影響
圖2所示為以正庚烷為介質(zhì)時不同溶劑加入方式下石蠟殘留量與時間的關(guān)系,直線擬合的結(jié)果表明,樣品1在周期性更換溶劑的條件下,溶劑脫脂過程始終為擴(kuò)散控制,樣品2和3的lnF?1—t曲線在兩段內(nèi)符合線性關(guān)系,直線斜率在某一時間出現(xiàn)轉(zhuǎn)折,驗證了溶劑脫脂存在不同的速率控制步驟。直線斜率在后期發(fā)生變化,說明在該條件下溶劑脫脂后期為溶解控制。通過直線的斜率可以求出式中的速率常數(shù)k1,通過計算得到 35 ℃溶劑脫脂過程中溶解控制時其速率常數(shù)為 1.795×10?5s?1。

圖1 不同溶劑中石蠟的殘留量隨時間的變化Fig. 1 Change of residue mass of 石蠟 with debinding time in different solvents

圖2 不同溶劑加入方式下石蠟的殘留量隨時間的變化Fig. 2 Residue mass of PW vs debinding time with different solvent addition method
在圖2中,脫脂初期3種不同的溶劑加入方式下石蠟的殘留量幾乎相同,在脫脂中后期,樣品2和3的脫脂率明顯低于樣品1的。這是因為在初期,擴(kuò)散反應(yīng)起主導(dǎo)作用,故初期溶劑加入方式的不同對脫脂速率無明顯影響。到了中后期,濃度差起主導(dǎo)作用,樣品2和3由于后期均沒有更換溶劑,隨粘結(jié)劑的逐步脫除,坯體內(nèi)部孔隙曲折因子增加,造成表觀擴(kuò)散系數(shù)的降低表現(xiàn)為圖2中斜率的下降。將棒坯從溶劑中取出后,溶液在毛細(xì)管力的作用下向坯體表面流動,溶劑正庚烷快速揮發(fā),溶于其中的石蠟就會在表面附近留下并形成聚集體,堵塞孔隙通道,阻止溶質(zhì)的流動和擴(kuò)散,如圖3(a)所示;而樣品1通過周期性更換新溶劑,坯體表面的粘結(jié)劑可以快速脫除,使孔隙迅速打開,開孔數(shù)量顯著增加,孔隙通道得以擴(kuò)展,如圖3(b)所示,孔隙率的增加抵消了孔隙曲折因子增加造成的擴(kuò)散系數(shù)降低。同時由于更換溶劑,已脫除的石蠟不會對新溶劑產(chǎn)生影響,坯體內(nèi)外的粘結(jié)劑濃度差始終保持在較高的水平,在濃度差起主導(dǎo)作用的情況下,樣品1的脫脂速率明顯高于樣品2和3的,故采用周期性更換溶劑能有效提高脫脂速率。
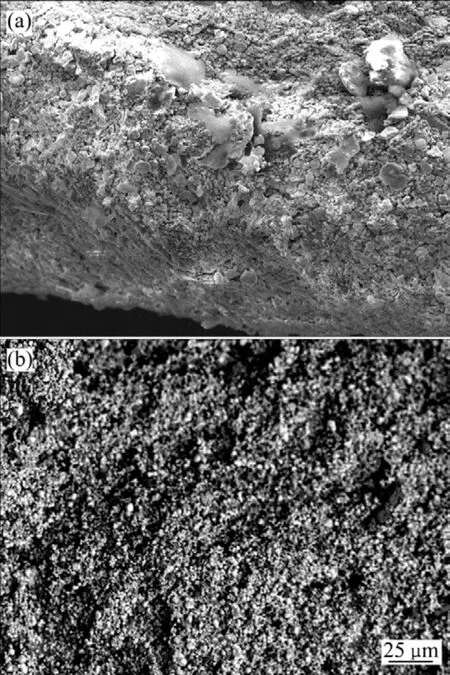
圖3 脫脂棒坯的SEM像Fig. 3 SEM images of debound part: (a) Without replacement;(b) Periodic replacement of debinding solvent
樣品6在脫脂2 h后即產(chǎn)生裂紋,如圖4所示,樣品7通過減小液固體積比在脫脂前8 h無明顯缺陷,說明液固比對溶劑脫脂會產(chǎn)生明顯的影響,液固比過大也會產(chǎn)生脫脂缺陷。這是由于液固比增大,坯體內(nèi)外濃度差增大,可溶組分溶解的動力增加,從而提高脫脂速率。此外,脫脂壓力與用于脫脂的溶劑量成正比,脫脂壓力增大極易造成坯體的坍塌變形。由于初期擴(kuò)散通道未完全打開,且最大脫脂速率在初期取得,此階段更易產(chǎn)生鼓泡、開裂等缺陷。由于壓力與溶劑量成正比,為克服溶劑壓力的不利影響,初期用于脫脂的溶劑量不宜太多,使溶劑浸沒試樣即可,將成形坯放入溶劑中浸泡一段時間,待溶劑浸透整個成形坯后再進(jìn)行脫脂。

圖4 溶劑脫脂過程中的棒坯開裂Fig. 4 Cracking rod in solvent debinding
2.2.3 不同脫脂溫度的影響
圖5所示為周期性更換溶劑為前提,不同溫度下lnF?1—t/L2關(guān)系圖。由 lnF?1—t/L2關(guān)系圖可知,在不同溫度下,溶劑脫脂的前8 h坯體中石蠟的殘留量隨時間變化成直線關(guān)系,可見在周期性更換溶劑的條件下,整個溶劑脫脂過程均由擴(kuò)散控制,完全的擴(kuò)散控制對溫度的依賴性很強(qiáng)。結(jié)合式(2)和(3),計算出35、40、45℃下以正庚烷為介質(zhì)的溶劑脫脂動力學(xué)參數(shù)分別為 1.318 3×10?5、1.370 0×10?5、1.675 1×10?5cm2/s。可以看出,35 ℃和40 ℃時擴(kuò)散系數(shù)相差不大,而在40 ℃后升溫至45 ℃,原子熱運(yùn)動加劇,擴(kuò)散系數(shù)很快提高,脫脂速率增加明顯。因此,在完全擴(kuò)散控制的溶劑脫脂過程中,只有當(dāng)溫度增加到使粘結(jié)劑分子具有足夠的能量,才能實現(xiàn)快速的擴(kuò)散脫除。
提高脫脂溫度脫脂速率增加,但是升溫也增加了缺陷的產(chǎn)生。樣品6和7在50 ℃下脫脂,樣品6在脫脂2 h后即產(chǎn)生裂紋,樣品7也在脫脂10 h后產(chǎn)生裂紋,這是由于溫度過高,溶劑向成形坯中擴(kuò)散的動力增大,分子運(yùn)動加劇,脫脂速率升高,脫除粘結(jié)劑過程中產(chǎn)生的力(例如粘結(jié)劑溶解時溶劑浸入的毛細(xì)管力)大于粉末顆粒間的粘結(jié)力,坯體由于內(nèi)應(yīng)力而產(chǎn)生裂紋。為避免溶劑脫脂中的變形、開裂等缺陷,脫脂溫度必須控制在合理范圍內(nèi)。

圖5 不同溫度下石蠟殘留量隨時間的變化Fig. 5 Change of residue mass of PW with debinding time at different temperatures
從圖5也可看出,脫脂率隨脫脂時間延長而增加,但脫脂時間過長會降低生產(chǎn)效率,且可能由于溶脹導(dǎo)致開裂;太短則達(dá)不到脫脂要求,影響產(chǎn)品質(zhì)量。因此,溶劑脫脂必須綜合考慮坯體保形性及可溶成分脫除率[16],將脫脂時間和溫度兩種手段結(jié)合使用,以求得最佳的脫脂效果。
對本研究用喂料體系優(yōu)化后的脫脂工藝為:首先對擠壓棒坯進(jìn)行時效處理,將棒坯在自然條件下放置一定的時間,以消除殘余應(yīng)力,隨后在溫度為45 ℃的正庚烷溶劑中脫脂8 h,初期用適量溶劑對棒坯進(jìn)行處理,使溶劑浸透整個成形坯,脫脂進(jìn)行約4 h后進(jìn)入脫脂后期,此時周期性更換溶劑。經(jīng)過上述分段優(yōu)化工藝后,可得到脫脂率65%以上,表面光滑,內(nèi)部組織均勻的溶劑脫脂坯,脫脂前后的棒坯形貌分別如圖6所示。
對比圖6(a)和(b)可以看出,脫脂前粉末顆粒表面均勻包裹著一層粘結(jié)劑,顆粒間也被粘結(jié)劑填充。采用優(yōu)化的脫脂工藝后,顆粒的原始形貌更加清晰,顆粒間出現(xiàn)大量空隙,說明溶劑脫脂后粘結(jié)劑已部分脫除,且脫脂坯中顆粒和孔隙分布均勻,無新缺陷產(chǎn)生。
2.3 溶劑脫脂機(jī)理模型

圖6 脫脂前后棒坯斷口的SEM像Fig. 6 SEM images of fractured rods before(a) and after(b)debinding process

圖7 溶劑脫脂棒材斷口的SEM像Fig. 7 SEM images of cross sections near surface(a) and center(b) of rods after solvent debinding
圖7 所示為溶劑脫脂4h后棒坯邊緣和中心部分的SEM像。由圖7可看出,在脫脂毛坯的斷面上,邊緣部分有大量疏松孔洞存在,而靠近中心區(qū)域,粉末顆粒間填充著大量粘結(jié)劑,粘結(jié)劑在粉末顆粒間橋接使其連接更為緊密。隨脫脂逐步深入坯體內(nèi)部,溶質(zhì)擴(kuò)散的阻力增加,脫脂速率下降。溶劑脫脂棒坯出現(xiàn)的孔洞梯度同時反應(yīng)出溶劑脫脂過程是由試樣外部向內(nèi)部推進(jìn)。
溶劑脫脂模型如圖8所示,在溶劑脫脂過程中,低分子溶劑向棒坯內(nèi)擴(kuò)散,棒坯表面的粘結(jié)劑優(yōu)先與溶劑接觸,形成溶脹的凝膠體,此時石蠟吸收的溶劑量稱為平衡溶劑濃度(Equilibrium solvent content,ESC)[17],當(dāng)石蠟溶脹體中的溶劑濃度超過 ESC時,石蠟與溶劑間的作用力足夠大,石蠟開始溶解,由于溶劑脫脂是由外向內(nèi)逐步進(jìn)行的,同時由于脫脂初期孔隙通道還未完全形成,溶劑濃度由外向內(nèi)逐漸減小,如圖 8(a)所示,此時坯體內(nèi)外溶劑的濃度差較大,擴(kuò)散傳質(zhì)為溶劑脫脂的速率控制步驟。隨溶劑脫脂的進(jìn)行,溶劑逐漸擴(kuò)散到坯體內(nèi)部,坯體中溶劑量的增加導(dǎo)致溶脹體中溶劑濃度大于ESC的區(qū)域增加,坯體中的孔隙結(jié)構(gòu)發(fā)生變化,首先形成表面多孔層,孔隙長大并不斷向坯體內(nèi)部擴(kuò)展,故脫脂深度增加,如圖8(b)所示。隨著可溶性粘結(jié)劑的脫除,坯體內(nèi)外的濃度差逐漸減小,脫脂轉(zhuǎn)變?yōu)槿芙饪刂啤6谧⑸涑尚闻鞯娜軇┟撝^程中,脫脂速率控制步驟為溶解控制的可能性增加,這主要是由于注射成形產(chǎn)品多為小尺寸零部件,其擴(kuò)散路徑較短,溶質(zhì)與溶劑的互擴(kuò)散所需時間較少,擴(kuò)散速率較大。同時由于樣品尺寸的減小,更容易形成內(nèi)外連通的孔隙通道,故注射成形坯與擠壓成形大棒材的溶劑脫脂過程相比,缺陷產(chǎn)生的幾率極大地降低。
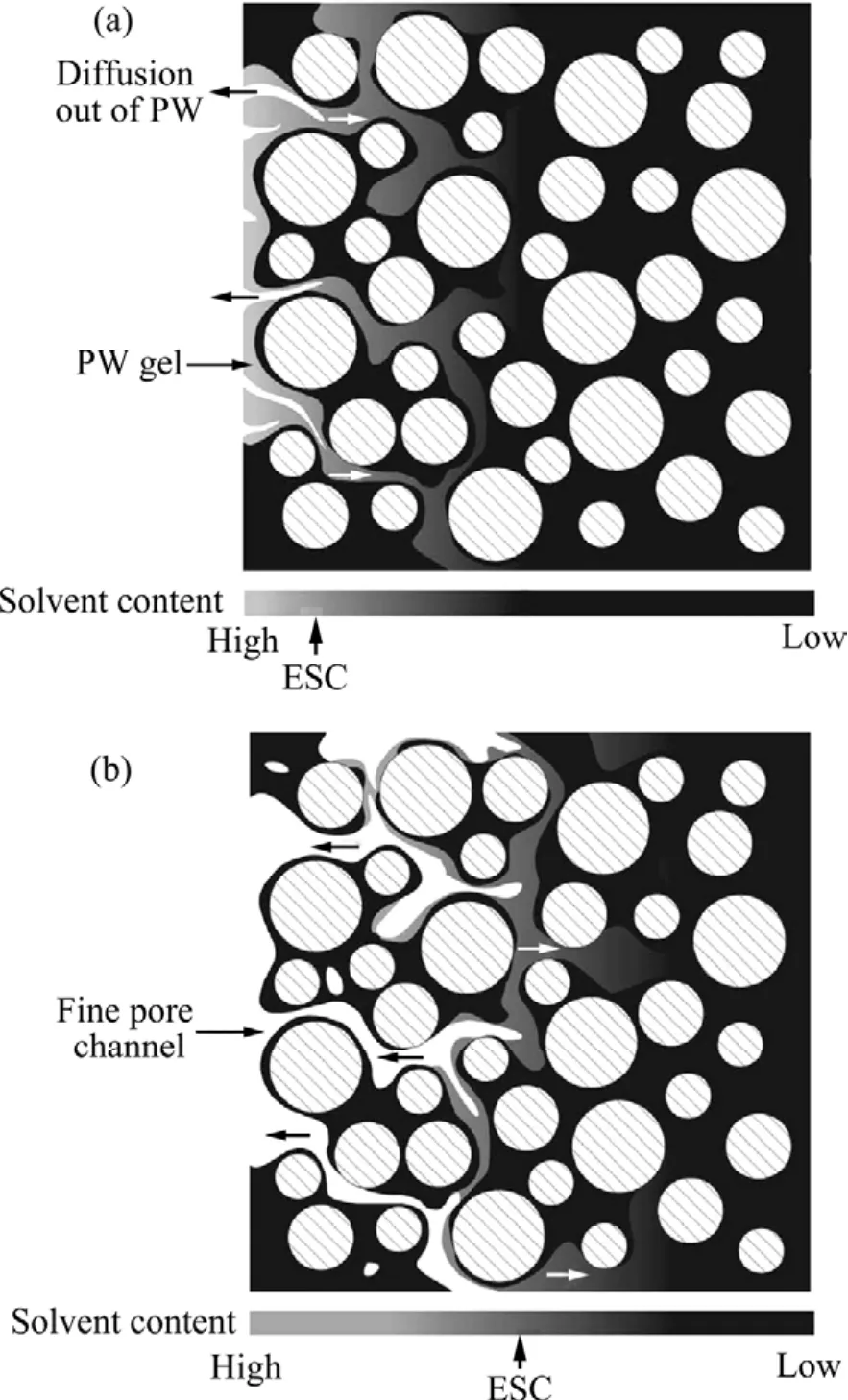
圖8 溶劑脫脂模型Fig. 8 Models of solvent debinding: (a) Initial stage of debinding; (b) Terminal stage of debinding
3 結(jié)論
1) 溶劑種類對溶劑脫脂行為影響很大,棒坯在正庚烷和三氯乙烯中的脫脂速率要明顯高于在二氯甲烷中的,以正庚烷為脫脂溶劑更適合。
2) 以正庚烷為脫脂溶劑,在周期性更換溶劑條件下,整個脫脂過程均為擴(kuò)散控制,經(jīng)計算在35、40、45 ℃下可溶性組元在坯體中的擴(kuò)散系數(shù)分別為1.318 3×10?5、1.370 0×10?5、1.675 1×10?5cm2/s;脫脂后期非周期性更換溶劑條件下,35 ℃溶解控制的速率常數(shù)為 1.795×10?5s?1。
3) 適宜的棒坯脫脂工藝為正庚烷為脫脂溶劑,脫脂溫度為45 ℃,脫脂時間為8 h,初期用少量的溶劑對棒坯進(jìn)行時效處理,使溶劑浸透整個成形坯,脫脂進(jìn)行約4 h后,周期性更換溶劑,最終可脫除65%以上的石蠟。
REFERENCES
[1] LI Xiao-qiang, XIN Hong-wei, HU Ke, LI Yuan-yuan.Microstructure and properties of ultra-fine tungsten heavy alloys prepared by mechanical alloying and electric current activated sintering[J]. Transactions of Nonferrous Metals Society of China,2010, 20(3): 443?449.
[2] 周繼承. 增塑粉末擠壓成形原理與工藝研究[D]. 長沙: 中南工業(yè)大學(xué), 1999: 1?121.ZHOU Ji-cheng. Principles and technology of plasticizing powder extrusion molding[D]. Changsha: Central South University of Technology, 1999: 1?121.
[3] 李祖德, 李松林, 趙慕岳. 20世紀(jì)中、后期的粉末冶金新技術(shù)和新材料(1)—新工藝開發(fā)的回顧[J]. 粉末冶金材料科學(xué)與工程, 2006, 11(5): 253?261.LI Zu-de, LI Song-lin, ZHAO Mu-yue. New P/M technology and materials developed in late?20th century (1): Review of new technique development[J]. Materials Science and Engineering of Powder Metallurgy, 2006, 11(5): 253?261.
[4] 高建祥, 周興靈, 曲選輝. YT5硬質(zhì)合金注射成形新型溶劑脫脂工藝研究[J]. 硬質(zhì)合金, 2007, 24(3): 153?157.GAO Jian-Xiang, ZHOU Xing-ling, QU Xuan-hui. Study of solvent debinding process of mulficomponent binder in YT5 powder injection molding [J]. Cemented Carbide, 2007, 24(3):153?157.
[5] 李 永, 王興慶, 韓義林. 粉末注射成形石蠟基成形劑的脫除工藝[J]. 粉末冶金材料科學(xué)與工程, 2011, 16(1): 150?154.LI Yong,WANG Xing-qing,HAN Yi-lin. Technique of debinding wax-based binder for powder injection molding[J].Materials Science and Engineering of Powder Metallurgy, 2011,16(1): 150?154.
[6] 顏魯婷, 司文捷, 苗赫濯. CIM中最新脫脂工藝的進(jìn)展[J]. 材料科學(xué)與工程, 2001, 19(3): 108?112.YAN Nu-ting, SI Wen-jie, MIAO He-zhuo. The development in the new debinding process of the CIM[J]. Metal Materials and Engineering, 2001, 19(3): 108?112.
[7] OLIVEIRA R V B, SOLDI V, FREDEL M C, PIRES A T N.Ceramic injection moulding: Influence of specimen dimensionsand temperature on solvent debinding kinetics[J].Journal of Materials Processing Technology, 2005, 160:213?220.
[8] 祝愛蘭, 鐘 宏. 溶劑脫脂型粉末注射成形成形劑的研究[J].粉末冶金工業(yè), 2002, 12(3): 18?22.ZHU Ai-lan,ZHONG Hong. Binder of solvent debinding in powder injection molding[J]. Powder Metallurgy Industry, 2002,12(3): 18?22.
[9] 范景蓮. 鎢合金及其制備技術(shù)[M]. 北京: 冶金工業(yè)出版社,2006: 172.FAN Jing-lian. Tungsten alloy and its preparation technology[M].Beijing: Metallurgical Industry Press, 2006: 172.
[10] 段柏華, 商繼章, 王德志, 曲選輝, 張德智. 鈮合金注射成形脫脂工藝研究[J]. 中國材料進(jìn)展, 2011, 30(1): 54?57.DUAN Bo-hua, SHANG Ji-zhang, WANG De-zhi, QU Xuan-hui, ZHANG De-zhi. Research on debinding process of niobium alloys compact by powder injection molding[J].Materials China, 2011, 30(1): 54?57.
[11] 孫 丹, 李廣生, 林春芳, 杜玉國, 孫衛(wèi)權(quán). 超細(xì)硬質(zhì)合金棒料擠壓成形劑預(yù)脫除工藝研究[J]. 粉末冶金技術(shù), 2010, 28(4):262?265.SUN Dan, LI Guang-sheng, LIN Chun-fang, DU Yu-guo, SUN Wei-quan. Research on pre-debinding process of binders for ultrafine cemented carbide bar extrusion molding[J]. Powder Metallurgy Technology, 2010, 28(4): 262?265.
[12] 孫 丹, 張鶴年, 孫衛(wèi)權(quán). 一種新型超細(xì)硬質(zhì)合金棒料擠壓成形劑的設(shè)計[J]. 硬質(zhì)合金, 2009, 26(3): 176?179.SUN Dan, ZHANG He-nian, SUN Wei-quan. Designing on new binders for ultrafine cemented carbide bar extrusion molding[J].Cemented Carbide, 2009, 26(3): 176?179.
[13] 謝志鵬, 楊現(xiàn)鋒, 賈 翠, 肖 冰. 陶瓷注射成型水脫脂中脫脂溫度和坯體結(jié)構(gòu)對擴(kuò)散傳質(zhì)的影響[J]. 稀有金屬材料科學(xué)與工程, 2009, 38(2): 142?145.XIE Zhi-peng, YANG Xian-feng, JIA Cui, XIAO Bin. Influence of temperature and compact structure on the mass transport during water debinding in ceramic injection molding[J]. Rare Metal Materials and Engineering, 2009, 38(2): 142?145.
[14] 高建祥, 曲選輝, 趙 賽. 硬質(zhì)合金注射成形多組元聚合物粘結(jié)劑的溶劑脫脂工藝研究[J]. 稀有金屬材料與工程, 2003,32(11): 934?938.GAO Jian-xiang, QU Xuan-hui, ZHAO Sai. Study of solvent debinding process of multicomponent binder in cemented carbide powder injection molding[J]. Rare Metal Materials and Engineering, 2003, 32(11): 934?938.
[15] 李益民. 金屬注射成形原理與應(yīng)用[M]. 長沙: 中南大學(xué)出版社, 2004: 149.LI Yi-min. Metal injection molding principles and applications[M]. Changsha: Central South University Press,2004: 149.
[16] 劉 斌, 駱接文, 杜立剛, 瞿金平. 金屬粉末動態(tài)注射成型用水溶性粘結(jié)劑的制備及性能[J]. 華南理工大學(xué)學(xué)報, 2009,37(8): 17?22.LIU Bin, LUO Jie-wen, DU Li-gang, QU Jin-ping. Preparation and property of a water-soluble binder for dynamic injection molding of metal powders[J]. Journal of South China University of Technology, 2009, 37(8): 17?22.
[17] CLAYTON A B, CHIRILA T V, DALTOV P D. Hydrophilic sponges based on 2-hydroxyethyl methacrylate. Effect of incorporating a hydrophilic crosslinking agent on the equilibrium water content and pore structure[J]. Polym Int, 1997, 42(1):45?56.
Solvent debinding processing of 93W-Ni-Fe powder extrusion molding compacts
LIU Wen-sheng, LONG Lu-ping, MA Yun-zhu, CAI Qing-shan
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Based on the kinetics of solvent debinding, the effects of different solvents, adding method and debinding temperature on the solvent debinding process of 93W-Ni-Fe powder extrusion parts were investigated,and the morphologies of the fractured rod before and after debinding were analyzed by SEM. The results show that, when the n-heptane is used as a debinding solvent, a higher debinding rate is obtained, as well as the debound parts without blisters,cracking and other defects. Besides, when the green parts are immersed in n-heptane at 45 ℃ for 8 h, the debinding using subsection optimization process with periodic replacement of debinding solvent, and the debinding process is fully controlled by diffusion, the corresponding kinetic parameter is 1.6751×10?5cm2/s.
93W-Ni-Fe powder; powder extrusion molding; solvent debinding; kinetic parameters; mechanism model
TF124
A
1004-0609(2012)02-0441-07
國家自然科學(xué)基金資助項目(50774098);國防基礎(chǔ)科研項目(ZNDX2008194)
2011-03-17;
2011-10-20
劉文勝,教授,博士;電話:0731-88877285;E-mail: zmr_llp@163.com
(編輯 李艷紅)
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
