置氫TC4鈦合金線性摩擦焊接頭組織
2012-11-23 03:03:14劉鵬濤趙秀娟張田倉侯紅亮任瑞銘
中國有色金屬學報 2012年2期
關鍵詞:焊縫
劉鵬濤,趙秀娟,張田倉,侯紅亮,任瑞銘
(1. 大連交通大學 材料科學與工程學院,大連 116028;2. 北京航空制造工程研究所,北京 100024)
置氫TC4鈦合金線性摩擦焊接頭組織
劉鵬濤1,趙秀娟1,張田倉2,侯紅亮2,任瑞銘1
(1. 大連交通大學 材料科學與工程學院,大連 116028;2. 北京航空制造工程研究所,北京 100024)
采用線性摩擦焊技術對置氫TC4鈦合金進行了焊接。利用金相顯微鏡、掃描電鏡和透射電鏡等對不同氫含量試樣接頭各區的顯微組織進行分析,并探討氫致鈦合金高溫塑性的微觀機理。結果表明:置氫鈦合金試樣接頭的焊縫寬度比未置氫試樣的明顯減小;隨著氫含量的增加,試樣母材和熱力影響區組織中β相的含量增加;氫使得鈦合金試樣焊縫附近的位錯密度降低,說明氫促進了位錯運動;置氫鈦合金接頭組織中層錯和孿晶的數量明顯增加;在氫含量為0.4%和0.6%(質量分數)的TC4鈦合金接頭組織中發現了面心立方結構(FCC)的片狀氫化物δ。氫主要是通過改變鈦合金中的兩相比例,促進位錯運動和動態再結晶等機制來增強鈦合金的高溫塑性,從而改善線性摩擦焊的連接性能。
鈦合金;氫;線性摩擦焊;顯微組織
線性摩擦焊(Linear friction welding,LFW)是一種新型的固相連接技術,其工作原理是:利用兩工件在壓力作用下的線性往復運動產生摩擦熱,當摩擦界面金屬溫度升高到粘塑性狀態后施加頂鍛力,通過焊合區金屬的相互擴散與再結晶使兩側工件牢固焊接在一起[1]。線性摩擦焊技術具有優質、高效、節材和無污染等優點,已成為航空發動機整體葉盤制造和維修的一項關鍵技術[2]。鈦合金是現代航空發動機理想的結構材料,具有比強度高、熱強性好和耐腐蝕性好等優點,主要用于制造壓氣機和風扇的盤件、葉片和機匣等零件。鈦合金材料的熱傳導率低、熱容量小,在進行摩擦焊時,鈦合金材料的摩擦產熱效率高,熱量不易散失,因此,鈦合金是非常適合線性摩擦焊連接加工的。但是鈦合金線性摩擦焊技術也存在問題:線性摩擦焊的焊機噸位大,設備制造復雜,造成前提投資巨大。目前鈦合金線性摩擦焊技術僅局限于航空發動機整體葉盤的制造和維修,在其他方面的應用還很少。
近年來,鈦合金的氫處理是一個比較活躍的研究領域,鈦合金熱氫處理技術是把氫作為一種臨時合金化元素,從材料內部本質角度出發,通過改變鈦合金的內部微觀組織結構,達到降低鈦合金變形抗力和成形溫度的目的[3?4]。應用這一技術可以充分發揮鈦合金材料的加工性能,減少鈦合金部件的加工制造成本,降低材料對設備成型能力的要求。近幾年來,置氫鈦合金連接方面的研究受到了廣泛關注[5?11],但關于線性摩擦焊的研究還鮮見有報道。因此,本文作者對置氫TC4鈦合金進行了線性摩擦焊連接試驗,分析氫含量對接頭各區顯微組織的影響,探討氫的微觀作用機理,為鈦合金線性摩擦焊工藝參數優化與線性摩擦焊新技術的推廣應用提供參考依據。
1 實驗
實驗材料選用12 mm厚的TC4鈦合金板材,材料的主要化學成分如表1所列。采用線切割和精磨的方法制成尺寸為60 mm×50 mm×12 mm(長×寬×高)的長方體試樣。試樣采用高溫氣相充氫法置氫,在管式氫處理爐中加熱到750 ℃充氫,保溫4 h,然后空冷至室溫。通過調節置氫時間和平衡氫分壓來控制置氫量,試樣中的實際氫含量由稱重法測得。置氫后獲得4組試樣,其氫含量(質量分數)分別為0.2%、0.4%、0.6%和0.8%。線性摩擦焊試驗在大型電液伺服線性摩擦焊機(LFW?20T)上進行,采用的焊接工藝參數如表2所列。采用 OLYMPUS BX41M 光學顯微鏡和JSM?6360LV型掃描電鏡觀察置氫TC4鈦合金線性摩擦焊接頭各區組織,并采用H?800型透射電鏡分析接頭的亞結構和氫化物。

表1 TC4鈦合金的化學成分Table 1 Chemical composition of TC4 titanium alloy (mass fraction, %)
表2 線性摩擦焊工藝參數Table 2 Linear friction welding (LFW) parameters used in this study
2 結果與討論
2.1 氫對焊縫寬度的影響
在線性摩擦焊過程中,熱與力始終耦合作用于摩擦焊界面及近區的金屬,因此,在對線性摩擦焊接頭組織進行分析時,可以將接頭劃分為焊縫區(W)、熱力影響區(TMAZ)和母材區(BM)這3個區域[2,12]。在選定的工藝參數條件下,未置氫TC4鈦合金線性摩擦焊接頭的焊縫形貌如圖 1(a)所示。由圖 1(a)可見,試樣的焊接界面完全結合,未發現有氣孔和夾雜等缺陷。定義線性摩擦焊接頭的焊縫寬度為焊縫區+兩邊熱力影響區的寬度。測量得出未置氫試樣接頭的焊縫寬度約為2 mm。圖1(b)所示為氫含量0.4%的鈦合金試樣線性摩擦焊接頭形貌。由圖1(b)可見,置氫試樣的焊接界面同樣結合完整,但是焊縫寬度明顯減小。置氫0.4%的鈦合金試樣接頭的焊縫寬度約減小到未置氫鈦合金的一半。在試驗過程中,對各種氫含量試樣接頭的焊縫寬度進行了測量,其結果如表3所列。由表3可見,隨著氫含量的增加,試樣接頭的焊縫寬度先減小后又稍微增加,但所有置氫試樣的焊縫寬度均小于未置氫試樣的。當氫含量達到0.8%及以上時,鈦合金的氫脆現象嚴重,試樣在高頻往復振動過程中易發生脆斷,所以氫含量不宜過高。
2.2 氫對接頭各區組織的影響2.2.1 母材區

圖1 不同氫含量TC4鈦合金LFW接頭焊縫的形貌Fig. 1 Morphologies of weld bead of TC4 LFW joints with different hydrogen contents: (a) Non-hydrogenated; (b)Hydrogen content of 0.4%

表3 氫含量對TC4鈦合金LFW接頭的焊縫寬度的影響Table 3 Effect of hydrogen content on weld width of TC4 LFW joints
未置氫試樣的母材組織為雙態組織,即在β轉變組織的基體上分布大塊的初生α相,如圖2(a)所示,其中α相為亮色,β相為暗色。由圖2(a)可以看出,初生α相含量約占 50%。置氫 0.2%試樣的母材組織變化不大,只是α和β兩相的顏色趨于一致,相界變得模糊不清(見圖2(b))。當氫含量增大到0.4%,試樣母材組織中α相和β相的光學襯度發生了互換,初生α相由亮色轉變為暗色,β相則恰好相反(見圖2(c))。這是由于氫的加入改變了兩相的化學電勢,使得原來易腐蝕的相轉變為了不易腐蝕的相,所以兩相顏色發生了互換[13]。從圖2(c)中還可以看出,置氫后鈦合金的兩相比例發生了變化,β相所占的比例明顯增加,初生α相的尺寸減小,在光鏡下觀察不到次生α相。隨著氫含量增大到0.6%,母材中β相的含量繼續增大,α相含量相對減少并細化,主要分布于β相邊界處,如圖2(d)所示。
2.2.2 熱力影響區

圖2 不同氫含量TC4鈦合金LFW接頭母材區的顯微組織Fig. 2 Microstructures of base metal zone of TC4 LFW joints with different hydrogen contents: (a) Non-hydrogenated; (b) 0.2%H;(c) 0.4%H; (d) 0.6%H
在熱力影響區,由于受到高溫和摩擦力的作用,該區域中金屬發生了強烈的塑性變形和流動。圖 3(a)所示為未置氫試樣接頭熱力影響區的組織形貌。由圖3(a)可見,未置氫試樣接頭的熱力影響組織變形嚴重,可觀察到明顯的金屬流線,初生α相被拉長成條狀,并且由于焊接過程中經歷了“擠壓—揉合—撕裂”作用,部分晶粒發生破碎。置氫0.2%的試樣,此區域的組織形貌變化不明顯。當氫含量增大到0.4%時,可觀察到初生 α相的含量明顯減少并細化,相對而言,β轉變組織的含量增多,其中的層片結構也更加粗大,如圖3(b)所示。當氫含量增大到0.6%時,此區域中α相變得更加細小,β相含量繼續增多。

圖3 不同氫含量TC4鈦合金LFW接頭熱力影響區的顯微組織Fig. 3 Microstructures of TMAZ of TC4 LFW joints with different hydrogen contents: (a) Non-hydrogenated; (b) 0.4%H
2.2.3 焊縫區
由于鈦合金試樣焊縫區的組織很細小,耐腐蝕,在光鏡下不易觀察。圖4所示為焊縫區的SEM像。由圖4可見,未置氫試樣焊縫區主要為細小的針狀馬氏體組織(見圖4(a))。這是由于在線性摩擦焊過程中,焊縫金屬加熱到的最高溫度超過了鈦合金的α/β相轉變溫度[12],焊縫區組織全部轉變為β相,當頂鍛階段結束后空冷下來,焊縫區生成了細針狀馬氏體。進一步觀察發現,光鏡下焊縫區的一些耐腐蝕的白亮區域實際為晶粒非常細小的再結晶組織。氫對焊縫區的組織形貌影響不大,置氫試樣焊縫區仍主要為針狀馬氏體組織,只是馬氏體針更加粗大,且不同氫含量試樣之間差別不大,如圖4(b)所示。

圖 4 不同氫含量 TC4鈦合金試樣 LFW 接頭的焊縫區的SEM像Fig. 4 SEM images of weld bead of TC4 LFW joints with different hydrogen contents: (a) Non-hydrogenated; (b) 0.4%H
2.3 亞結構和氫化物分析
采用透射電鏡(TEM)對不同氫含量試樣接頭組織中的亞結構進行了分析。未置氫試樣接頭的焊縫區位錯結構的TEM像如圖5(a)所示。由圖5(a)可以看出,焊縫附近的位錯密度很高,大量位錯塞集在晶界處或在晶粒內部相互糾結。圖5(b)所示為置氫0.4%試樣接頭的焊縫區的TEM像。由圖5(b)可見,置氫試樣焊縫的位錯密度明顯降低。由大量觀察結果得出,置氫降低了TC4線性摩擦焊接頭組織中的位錯密度。這是由于氫在鈦合金中具有較好的可移動性,占據大量的空位,降低其他溶質元素對位錯的釘扎,促進了位錯運動,使得鈦合金中位錯密度降低。另外,在置氫試樣接頭組織中發現了大量的層錯和孿晶,分別如圖 6(a)和(b)所示,說明氫降低了鈦合金的層錯能,并促進了孿晶的產生。
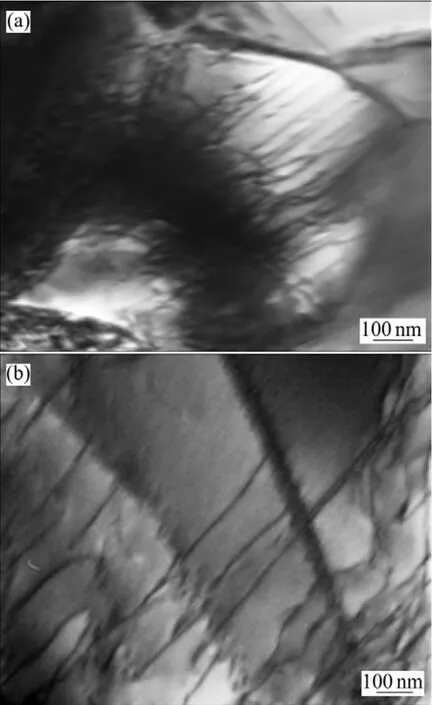
圖5 不同氫含量TC4鈦合金LFW接頭的位錯結構Fig. 5 Dislocation structures of TC4 LFW joints with different hydrogen contents: (a) Non-hydrogenated; (b) 0.4%H
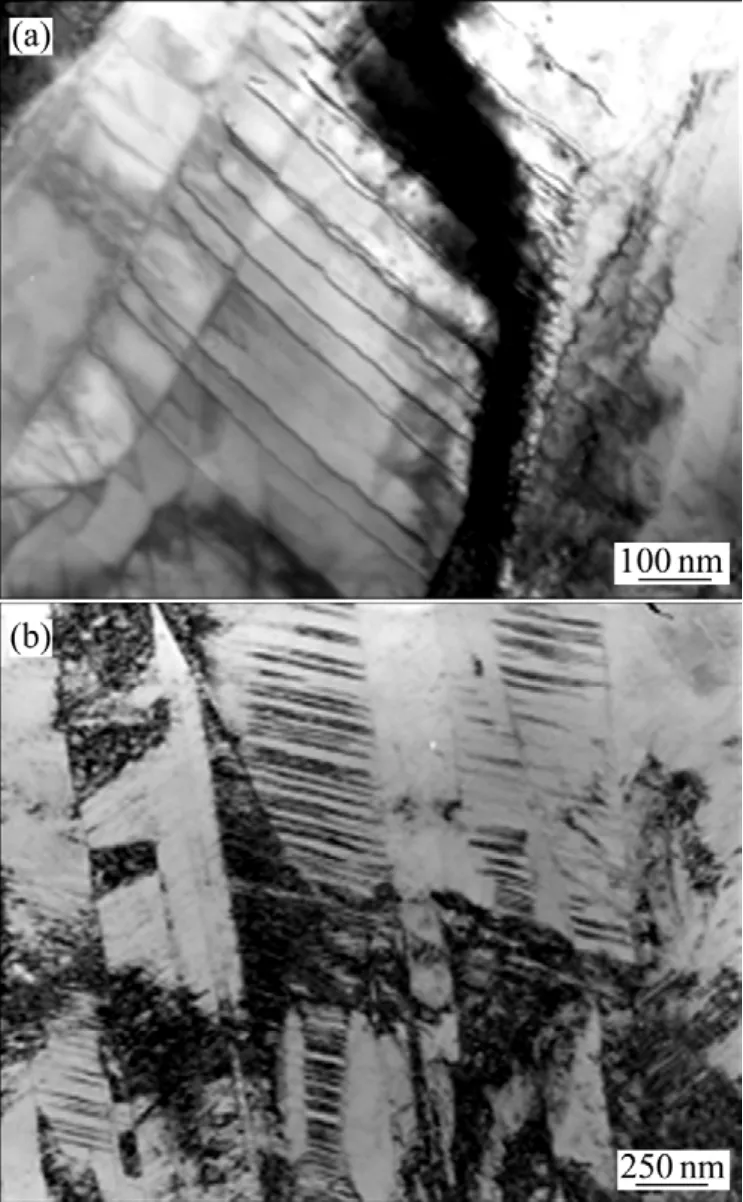
圖6 氫含量0.4%的TC4鈦合金LFW接頭的焊縫區的組織形貌Fig. 6 Microstructures of TC4 LFW joints containing 0.4%hydrogen: (a) Faults; (b) Twins
根據文獻[14],TC4鈦合金中的氫含量大于0.2%時,將析出氫化物。在本研究中,采用 TEM 的選區電子衍射技術對置氫試樣接頭組織中的氫化物進行了分析。結果表明,在氫含量 0.4%和 0.6%的試樣接頭組織中都發現了氫化物,且氫化物不僅可以從密排六方α相中析出,還可以從體心立方β相中析出。圖7所示為氫含量 0.6%的試樣中觀察到的片狀氫化物形貌,由相應的SAED衍射譜(見圖10(c))可以確定為面心立方結構的氫化物 δ,其化學成分在 TiH1.5~TiH1.99之間,晶格常數a=0.444 nm。由圖7可以看出,氫化物δ和α交替呈片狀分布,屬于由βH共析轉變生成δ和α相。

圖7 氫含量0.6%的TC4鈦合金內形成的δ氫化物形貌及SAED衍射譜Fig. 7 Microstructures and corresponding SAED patterns of δ hydride formed in TC4 alloy containing 0.6% hydrogen: (a)Bright field image; (b) Dark field image; (c) SAED pattern of hydride
2.4 分析與討論
由試樣焊縫寬度的觀測結果可知,在相同的焊接工藝參數條件下,置氫鈦合金試樣接頭的焊縫寬度減小。這說明氫增加了鈦合金的高溫塑性和流動性,使得焊接過程中更多的高溫變形金屬從焊接界面擠出形成飛邊,留下形成焊縫的金屬相對減少,所以焊縫寬度減小。眾所周知,窄焊縫寬度有助于減少焊接缺陷和提高接頭的力學性能。通過對置氫試樣接頭微觀組織的觀察,本文作者從以下幾個方面探討氫改善鈦合金線性摩擦焊連接性能的微觀作用機理:1) 氫使得鈦合金母材區和熱力影響區組織中的β相含量增加。由于β相屬體心立方結構,比密排六方的α相有更多的滑移系,易于發生塑性變形,從而能夠提高合金的高溫塑性。但當氫含量過高時會造成β相的粗化,粗大β相的增多將使晶界面積減少,不利于晶界滑移和晶界遷移,材料的均勻變形能力下降。同時,氫化物的存在及增多有強化合金的作用,從而增大變形抗力,降低塑性。所以,只有合適的氫含量,使得鈦合金具有合適的兩相比例,一方面α相阻礙β晶粒長大,另一方面β相又具有良好的流動性,才能達到改善鈦合金高溫塑性的目的。在本研究中,隨著氫含量增加試樣接頭的焊縫寬度先減小后增加的測量結果驗證了這一點。2) 由接頭組織中亞結構的觀察結果可知,置氫試樣焊縫附近的位錯密度降低,說明氫促進了位錯運動,使更多的位錯參與滑移,甚至是攀移,這有利于線性摩擦焊過程中鈦合金的高溫塑性變形。且在置氫鈦合金接頭組織中發現了大量層錯,說明氫降低了鈦合金的層錯能。層錯能的降低使得孿晶容易產生,在置氫試樣接頭組織中發現了大量的孿晶,孿晶具有協調塑性變形的作用,同樣能夠降低鈦合金的流變抗力。3) 由“動態再結晶的位錯行為理論”可知[15],氫能促進位錯運動,因而也能促進動態再結晶的發生。當軟化機制為動態再結晶時,氫的加入能顯著降低鈦合金高溫變形時的流變應力[16]。而且,焊合區的金屬在焊接過程中發生動態再結晶對于焊接界面的結合是非常有利的。
3 結論
1) 置氫鈦合金試樣接頭的焊縫寬度比未置氫試樣的明顯減小。當氫含量≤0.4%時,焊縫寬度逐漸減小;當氫含量為0.6%時,焊縫寬度反而略有增加,但仍小于未置氫試樣的。
2) 隨著氫含量的增加,鈦合金試樣母材區和熱力影響區組織中β相的含量增加,初生α相的含量相對較少并細化。各種氫含量試樣接頭的焊縫區組織均為針狀馬氏體組織,只是置氫試樣中的馬氏體針更加粗大。
3) 氫使得鈦合金試樣焊縫附近的位錯密度降低,說明氫促進了位錯運動。置氫鈦合金試樣接頭組織中的層錯和孿晶數量明顯增加。在置氫 0.4%和 0.6%的TC4鈦合金試樣接頭組織中發現了 FCC結構的片狀氫化物δ。
4) 氫主要通過改變鈦合金中的兩相比例,促進位錯運動和動態再結晶等機制來增強鈦合金的高溫塑性,從而改善鈦合金的線性摩擦焊連接性能。
REFERENCES
[1] 張田倉, 李 晶, 季亞娟, 孫成彬. TC4鈦合金線性摩擦焊接頭組織和力學性能[J]. 焊接學報, 2010, 31(2): 53?56.ZHANG Tian-cang, LI Jing, JI Ya-juan, SUN Cheng-bin.Structure and mechanical properties of TC4 linear friction welding joint[J]. Transactions of the China Welding Institution,2010, 31(2): 53?56.
[2] 張田倉, 韋 依, 周夢慰. 線性摩擦焊在整體葉盤制造中的應用[J]. 航空制造技術, 2004(11): 56?58.ZHANG Tian-cang, WEI Yi, ZHOU Meng-wei. Application of linear friction welding in blisks[J]. Aeronautical Manufacture Technology, 2004(11): 56?58.
[3] FROES F H, SENKOV O N, QAZI J I. Hydrogen as a temporary alloying element in titanium alloys: Thermohydrogen processing[J]. International Materials Reviews, 2004, 49(3/4):227?245.
[4] KOLACHEV B A, IIYIN A A, NOSOV V K. Hydrogen technology as new perspective type of titanium alloy processing[J]. Advances in the Science and Technology of Titanium Alloy processing, 1996(2): 331?338.
[5] FENG J C, LIU H, HE P, CAO J. Effects of hydrogen on diffusion bonding of hydrogenated Ti6Al4V alloy containing 0.3 wt% hydrogen at fast heating rate[J]. International Journal of Hydrogen Energy, 2007, 32(14): 3054?3058.
[6] 劉 宏, 馮吉才, 何 鵬. 置氫質量分數 0.15% Ti6Al4V合金擴散連接[J]. 焊接學報, 2007, 28(3): 97?101.LIU Hong, FENG Ji-cai, HE Peng. Diffusion bonding of Ti6Al4V alloy containing 0.15wt% hydrogen[J]. Transactions of the China Welding Institution, 2007, 28(3): 97?101.
[7] 白韶軍, 谷秀志, 董春林, 李 光, 欒國紅. 置氫TC4鈦合金攪拌摩擦焊接頭組織及力學性能研究[J]. 北京工業大學學報,2009, 35(6): 732?737.BAI Shao-jun, GU Xiu-zhi, Dong Chu-lin, LI Guang, LUAN Guo-hong. Mechanical properties and microstructure of friction stir welded joint of hydrogenated TC4 Titanium alloy[J]. Journal of Beijing University of Technology, 2009, 35(6): 732?737.
[8] LIU H, CAO J, HE P, FENG J C. Effect of hydrogen on diffusion bonding of commercially pure titanium and hydrogenated Ti6Al4V alloys[J]. International Journal of Hydrogen Energy, 2009, 34(2): 1108?1113.
[9] ZHOU L, LIU H J. Effect of 0.3wt% hydrogen addition on the friction stir welding characteristics of Ti-6Al-4V alloy and mechanism of hydrogen-induced effect[J]. International Journal of Hydrogen Energy, 2010, 35(16): 8733?8741.
[10] LIU H J, ZHOU L, LIU Q W. Microstructural evolution mechanism of hydrogenated Ti-6Al-4V in the friction stir welding and post-weld dehydrogenation process[J]. Scripta Materialia, 2009, 61(10): 1008?1011.
[11] HE P, FAN L, LIU H, FENG J C. Effects of hydrogen on diffusion bonding of TiAl-based intermetallics using hydrogenated Ti6Al4V interlayer[J]. International Journal of Hydrogen Energy, 2010, 35(24): 13317?13321.
[12] WANJARA P, JAHAZI M. Linear friction welding of Ti-6Al-4V:processing, microstructure, and mechanical-property interrelationships[J]. Metallurgical and Materials Transactions, 2005,36A: 2149?2163.
[13] 李曉華, 侯紅亮, 李志強. 置氫Ti6Al4V合金的微觀組織演變規律[J]. 材料科學與工藝, 2009, 17(3): 385?388.LI Xiao-hua, HOU Hong-liang, LI Zhi-qiang. Microstructure transition of hydrogenated Ti6Al4V alloy[J]. Materials Science and Technology, 2009, 17(3): 385?388.
[14] QAZI J I, RAHIM J, SENKOV O N, FORES F H. Phase transformations in the Ti-6Al-4V-H system[J]. JOM, 2002, 54(2):68?71.
[15] 杜隨更, 吳 詩, 段立宇, 程功善. 初始動態再結晶過程中的位錯動態行為[J]. 西北工業大學學報, 1997, 15(3): 333?337.DU Sui-geng, WU Shi, DUAN Li-yu, CHENG Gong-shan.Dynamic behaviors of dislocation of initial dynamic recrystallization[J]. Journal of Northwestern Polytechnical University, 1997, 15(3): 333?337.
[16] ZONG Y Y, SHAN D B, Lü Y, GUO B. Effect of 0.3wt% H addition on the high temperature deformation behaviors of Ti-6Al-4V alloy[J]. Hydrogen Energy, 2007, 32(16): 3936?3940.
Microstructure of linear friction welded joints of hydrogenated TC4 titanium alloy
LIU Peng-tao1, ZHAO Xiu-juan1, ZHANG Tian-cang2, HOU Hong-liang2, REN Rui-ming1
(1. College of Materials Science and Engineering, Dalian Jiaotong University, Dalian 116028, China;2. Beijing Aeronautical Manufacturing Technology Research Institute, Beijing 100024, China)
The linear friction welding of hydrogenated TC4 titanium alloy was carried out, and the microstructures in different zones of joints were investigated by optical microscopy (OM), scanning electron microscopy (SEM) and transmission electron microscopy (TEM). The micro mechanism of improving high temperature plasticity of titanium alloy induced by hydrogen was also analyzed. The results show that the weld width of hydrogenated specimen decreases evidently compared with that of the non-hydrogenated one. The β phase fraction of the base metal and thermomechanically affected zone (TMAZ) increases with the increase of hydrogen content. The dislocation density near the weld bead of the joint is decreased by hydrogen, which shows that the dislocation motion is promoted by hydrogen.The amounts of faults and twins increase significantly in the joint of hydrogenated alloy. There are δ titanium hydride(FCC structure) plates precipitated in the joints containing hydrogen 0.4% and 0.6% (mass fraction). The high temperature plasticity of titanium alloy is enhanced by hydrogen mainly through mechanisms as: changing phase proportion of α and β, promoting dislocation movement and dynamic recrystallization, inducing twin in alloy. As a result,the linear friction welding performance is improved by hydrogenation.
titanium alloy; hydrogen; linear friction welding; microstructure
TG453
A
1004-0609(2012)02-0394-07
國家安全重大基礎研究項目
2011-03-16;
2011-05-22
趙秀娟,教授,博士;電話:0411-84106863;E-mail: zhaoxj@djtn.edu.cn
(編輯 龍懷中)
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
