軋輥參數對鋁合金薄板冷軋過程應力應變的影響
2012-11-11 01:32:36李智軍王少鵬
重型機械 2012年3期
李智軍,王少鵬
(西安航天動力研究所,陜西 西安 710100)
0 引言
薄板材冷軋過程中,材料厚度方向發生不均勻塑性變形,成形后板材形成鼓形截面,厚度不均勻,中間厚度大于邊緣厚度,不能達到檢驗標準。為了保證軋制后板材厚度均勻,通常對輥型進行補償設計,使得回彈后的軋制板材滿足厚度均勻性。然而,軋輥輥型的補償設計引起軋輥半徑變化,加上軋制過程中軋輥速度存在波動,使得成形后板材厚度出現一定大小的波動,伸長應變分布不均勻,影響成形精度。因此研究軋輥參數 (包括軋輥半徑和軋輥轉速)對板材應力應變的影響對于確定軋輥參數合理波動范圍、實現冷軋精確成形及預測具有重要意義。
最早對軋制過程的軋輥參數和應力應變研究主要基于理論解析法,如Karman微分方程,采利科夫應力和材料寬向流動理論計算公式,Freshwa-ter的軋制應力理論計算模型等[1]。隨著計算機技術的飛速發展,采用有限元法對軋制過程進行分析計算已經成為精確控制研究的重要手段和發展趨勢[2]。東北大學劉相華、王國棟等[3]建立了軋制過程有限元模型,對軋制變形區內材料流動行為進行分析、對軋制應力進行了預測,基于該模型可實現軋輥參數對應力應變影響的研究;丁文華等[4]建立了多道次熱軋二維有限元模型,研究了軋制速度對局部特征點處等效應力和等效應變的影響。Duan和Sheppard[5]基于有限元對熱軋過程接觸變形區應力和厚度分布進行了研究。上述研究主要集中在軋制應力研究,對應變也僅限于等效塑性應變,缺乏對整個變形區內材料應變包括厚向應變、伸長應變和寬向應變分布的全面研究。尤其是軋輥參數對應變分布的影響規律。
為此,本文基于ABAQUS/Explicit平臺建立了薄板材冷軋過程三維彈塑性有限元模型,研究軋輥參數對軋制過程應力應變分布的影響,旨在為確定軋輥參數合理波動范圍、實現冷軋精確成形及預測提供借鑒。
1 有限元模型的建立
基于ABAQUS/Explicit平臺,建立了鋁合金冷軋過程三維彈塑性有限元模型,如圖1所示。由于軋制過程軋輥對稱分布,軋板沿中心對稱,建模過程采用1/2對稱模型。模擬過程不考慮軋輥的彈性變形,將軋輥設置為解析剛體;將板材設置為變形體,采用三維六面體縮減積分單元C3D8R劃分,厚度方向上網格單元劃分至少3個。摩擦系數采用摩擦扭轉試驗獲得,在航空潤滑油下,試驗測得摩擦系數平均值為0.04。模擬中摩擦邊界條件采用庫倫摩擦模型[6]。為了提高計算效率,取質量放大因子為400。
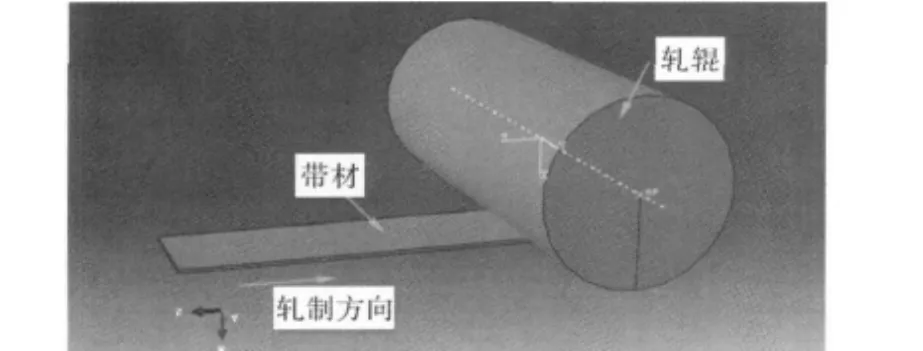
圖1 鋁合金冷軋過程三維有限元對稱模型Fig.1 Three-dimentional finite element symmetry model in cold rolling process of aluminium alloy
為保證軋制過程的順利進行,板材和軋輥采用過盈接觸配合實現初始咬入[7],待模擬穩定后,對比動能/內能曲線,保證動能與內能比值在10%以內。為保證計算結果的準確性,計算采用沙漏控制 (Hourglass control),雙精度計算模式。輸出數據時,為保證結果準確性,數據點選取大于50個,取其平均值。
2 模擬分析
基于建立的有限元模型對軋制過程的Mises應力和等效塑性應變分布進行研究,在此基礎上改變軋輥參數,研究不同軋輥直徑和軋輥轉速下應力和各應變分量之間的變化關系。
模擬中板材尺寸保持不變,板材寬度為30 mm,厚度2 mm,模擬過程中板材厚度壓下率為50%。軋輥直徑取Ф50 mm和Ф100 mm兩種規格,軋輥轉速選取如:對于Ф50 mm:軋輥轉速選取38.2、76.4、152.8和191.0 r/min;對于Ф100 mm: 軋輥轉速 19.1、38.2、76.4、95.5和191.0 r/min。這里部分軋輥轉速為虛擬轉速,僅作研究使用。
2.1 軋制過程Mises等效應力和等效應變分布
研究軋制過程Mises等效應力和等效應變分布可以對板材成形過程應力應變變化進行整體認識,同時也可以對改變軋輥參數下板材應力應變分布變化進行宏觀把握,防止出現模擬不穩定情況。
圖2給出了軋輥直徑D=100 mm、轉速ω=38.2轉/分時板材軋制過程Mises應力分布,可以看出,軋制變形區內,軋制力沿寬度方向分布不均勻。最大Mises等效應力為223.8 MPa。板材寬向中部區域應力值大于邊緣處,這是由于邊緣處材料沿寬向不受約束自由流動導致的結果。其他軋輥參數下板材軋制過程Mises應力分布與圖2基本相同,區別在于Mises應力大小。在相同壓下量下,軋輥直徑越大,Mises應力越大,軋輥轉速越大,Mises應力越小。改變軋輥參數下,Mises應力變化范圍在10~30 MPa。
圖3所示為軋制過程中等效塑性應變(PEEQ)分布。可以看出等效塑性應變分布沿寬度方向呈不均勻分布,其中板材寬度中部等效塑性應變值大于邊緣處。改變軋輥參數時,等效塑性應變變化范圍為1.68~2.83。
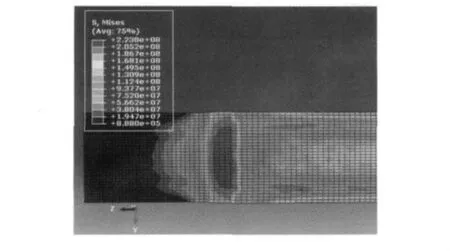
圖2 鋁合金冷軋過程Mises等效應力分布(軋輥直徑D=100 mm,轉速ω=38.2轉/分)Fig.2 Mises equivalent stress distribution in cold rolling process of aluminium alloy(D=100 mm;ω=38.2 RPM)
研究發現,不同軋輥參數下板材的應力分布基本相同,等效塑性應變差異較大。
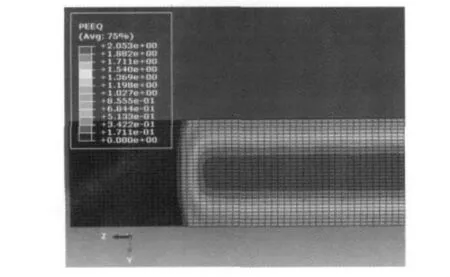
圖3 鋁合金冷軋過程等效塑性應變分布(軋輥直徑D=50mm,轉速=38.2轉/分)Fig.3 Equivalent plastic strain distribution in cold rolling process of aluminium alloy(D=50 mm;ω=38.2 RPM)
2.2 軋輥參數對應力分布影響
對比軋制變形區的各應力分量 (包括厚向應力、寬向應力和伸長應力),分布基本相同,相差不大。以軋輥直徑D=100 mm,轉速ω=38.2轉/分為例,模擬軋制過程,結果如圖4所示。可以看出,軋制過程為三向壓應力狀態,厚向應力最大,伸長應力最小,為第一主應力。改變軋輥參數時,厚向應力變化范圍為820~1063 MPa,寬向應力變化范圍為710~943 MPa,伸長應力變化范圍為529~924 MPa。
2.3 軋輥參數對應變分布影響
圖5給出了軋輥參數對伸長應變的影響,可以看出,對于D50系列 (D=50 mm),軋輥轉速對伸長應變影響不大;對于D100系列 (D=100 mm),軋輥參數對伸長應變分布影響較大。伸長應變分布于軋輥轉速有關,當軋輥轉速較低時 (19.1 r/min和38.2 r/min),伸長應變呈“凹”字型變化,板材最大應變值出現在1/3寬度處,寬度中心部分的伸長應變低于1/3寬度處應變值;當軋輥轉速大于76.4 r/min時,伸長應變呈梯形分布。
對比D50和D100,可以看出改變軋輥直徑后,伸長應變發生較大變化,局部點處伸長應變相差可達17.9%。從板材厚度均勻性講,增大直徑和軋輥轉速有利于提高厚度均勻性。

圖4 軋制變形區應力分量分布示意圖 (S11-厚向應力,S22-寬向應力,S33-軸向應力)Fig.4 Distribution of stress components in rolling deformation area(S11 is thickness direction stress;S22 is width direction stress;S33 is axial stress)
塑性成形過程中滿足體積不變條件,即εt+εw+εl(εt、εw、εl分別表示厚向應變、寬向應變和伸長應變),所以厚向應變 εt≈ -εw-εl,由于寬向應變較小,厚向應變近似等于伸長應變。有限元計算得到的不同軋輥參數下板材沿寬向厚向應變分布與伸長應變分布相似,本文不再贅述。
從圖5可以看出,改變軋輥參數下,伸長應變分布存在三種形式:(1)“凹”字形;(2)梯形;(3)拋物線形。
軋輥參數變化引起應變分布的差異性可從軋輥接觸面積和材料流動速度解釋。
3 結論
基于鋁合金冷軋過程有限元模型,研究不同軋輥參數對應力應變分布結果,得到結論如下:
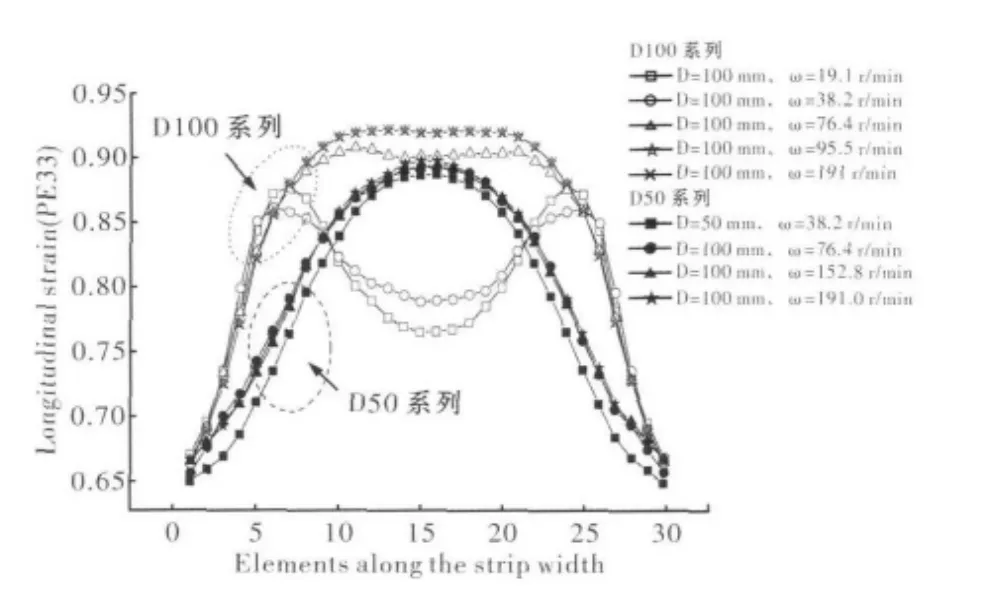
圖5 不同軋輥參數下板材沿寬向伸長應變分布Fig.5 Strain distribution of strip along width direction as roller parameter is different
(1)軋輥參數對Mises等效應力分布影響較小,對各應力分量的分布影響較小;軋輥參數對板材等效塑性應變影響較大,波動范圍為1.68~2.83;
(2)軋輥轉速對板材厚向應變、伸長應變的影響與軋輥直徑相關,對于50 mm的輥徑,軋輥轉速對各應變值影響很小,應變呈拋物線形分布;對于100 mm的輥徑,當軋輥轉速小于76.4 r/min時,厚向應變、伸長應變呈“凹”形分布,當軋輥轉速大于76.4 r/min時,應變呈梯形分布。
(3)改變軋輥直徑后,厚向應變、伸長應變發生較大變化,局部點處應變相差可達17.9%。增大直徑和軋輥轉速有利于提高厚度均勻性。
[1] I.J.Freshwater.Simplified theories of flat rolling-I.The calculation of roll pressure,roll force and roll torque [J].Int.J.Mech.Sci.1996,38(6):633-648.
[2] Pierre Montmitonnet.Hot and cold strip rolling processes [J].Comput.Methods Appl.Mech.Engrg.2006,195:6604-6625.
[3] 劉立忠,劉相華,王國棟.軋制過程的顯示動力學有限元模擬[J].力學與實踐.2001,23:34-36.
[4] 丁文華,李淼泉,姜中行,等.中厚板軋制過程的數值模擬[J].軋鋼.2010,27(6):15-21.
[5] X.Duan,T.Sheppard.Three dimensional thermal mechanical coupled simulation during hot rolling of aluminium alloy3003 [J]. Int. J. Mech. Sci.2002,44:2155-2172.
[6] B.P.Gearing,H.S.Moon,L.Anand.A plasticity model for interface friction:application to sheet metal forming [J].Int.J.Plasticity,2001,17:237-271.
[7] Zhijun Li,He Yang,Heng Li,et al.An accurate 3D-FE based radius prediction model for in-plane roll-bending of strip considering spread effects [J].Comput.Mater.Sci.2010,50:666 -677.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
光學精密工程(2016年6期)2016-11-07 09:07:19
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
