大型無縫鋁管材固定針擠壓工藝研究
2012-11-11 01:32:36韓炳濤李正利胡陽虎唐照環(huán)
重型機(jī)械 2012年3期
關(guān)鍵詞:有限元
張 君,韓炳濤,李正利,黃 勝,胡陽虎,唐照環(huán)
(金屬擠壓與鍛造裝備技術(shù)國家重點(diǎn)實(shí)驗(yàn)室,陜西 西安 710032)
0 引言
鋁合金管材的可擠壓尺寸范圍隨擠壓方法的不同而異。常規(guī)的穿孔針擠壓方法管材的最大外徑為600 mm,最小內(nèi)徑為5~15 mm,最大壁厚為65 mm,最小壁厚為2 mm。通常采用熱擠壓的方法生產(chǎn)[1]。
近年來,鋁型材正在向大型化、整體化、薄壁扁寬化、尺寸高精度化等方向發(fā)展。中國已建立了100 MN油壓雙動(dòng)鋁型材擠壓生產(chǎn)線,并正在建立125 MN油壓雙動(dòng)鋁型材擠壓生產(chǎn)線,可生產(chǎn)直徑達(dá)φ600 mm的大型無縫管材。無縫鋁管材由于其比強(qiáng)度高、導(dǎo)電性能好等特點(diǎn),在國防軍工、電力、交通和航空航天等工業(yè)領(lǐng)域均有較大的需求[2~6]。
由于目前無縫鋁管材擠壓生產(chǎn)工藝沒有很好解決穿孔針的固定問題,擠壓生產(chǎn)的管材內(nèi)表面質(zhì)量不穩(wěn)定,導(dǎo)致產(chǎn)品的成品率低,所以,無縫鋁管材擠壓工藝成為鋁擠壓急需研究的關(guān)鍵技術(shù)。但是,由于無縫鋁管材擠壓過程固有的復(fù)雜性、材料流動(dòng)預(yù)測的困難性、材料組織性能的變化、擠壓過程中壓力與速度的不恒定以及材料工具表面摩擦生熱同時(shí)進(jìn)行熱量傳遞的不穩(wěn)定性等,又因擠壓過程各變量之間是相互依賴,不能單獨(dú)分析解決,導(dǎo)致現(xiàn)有的方法已不能滿足對無縫鋁管擠壓技術(shù)發(fā)展越來越高的需求,需要先進(jìn)的研究手段與方法來研究無縫鋁管材的擠壓過程[7~9]。
通過對無縫鋁管材擠壓過程進(jìn)行力學(xué)理論分析,深入分析無縫鋁管材擠壓過程穿孔針的力量變化情況,之后用有限元分析軟件進(jìn)行三維有限元數(shù)值模擬,得出穿孔針上拉力與行程曲線,進(jìn)而提出實(shí)現(xiàn)無縫鋁管材固定針擠壓工藝技術(shù)路線,在試驗(yàn)驗(yàn)證的基礎(chǔ)上,可以做為指導(dǎo)實(shí)踐的依據(jù)。
1 大型無縫鋁管材固定針擠壓工藝
無縫鋁管材的擠壓生產(chǎn)方法包括隨動(dòng)針擠壓方法、固定針擠壓方法和反向擠壓方法[10~12]。
隨動(dòng)針擠壓時(shí),擠壓過程中擠壓桿6和穿孔針3同時(shí)前進(jìn),在擠壓桿6產(chǎn)生的壓應(yīng)力作用下,被加熱的鋁錠坯2從模具1和穿孔針3之間的縫隙中被擠出,形成管材,如圖1所示。
固定針擠壓過程中,擠壓桿6前進(jìn),同時(shí),穿孔針3以和擠壓桿6相同的速度后退,使得穿孔針3和模具1之間的相對位置不變,鋁錠坯2在擠壓桿6和擠壓容室5形成的壓應(yīng)力下,在模具1和固定穿孔針3之間的縫隙中被擠出,成形為管材,如圖1b所示,一般穿孔針前部安裝有圓錐階梯頭。
固定穿孔針工藝具有以下優(yōu)點(diǎn):
(1)對于同一種規(guī)格的穿孔針,通過更換針前部的屏針頭,可以實(shí)現(xiàn)較大范圍管材內(nèi)徑的擠壓。
(2)對于直徑不變化的穿孔針,采用固定針代替隨動(dòng)針擠壓,減少了變形處內(nèi)部定徑帶的長度,可以提高管材內(nèi)表面質(zhì)量。
(3)對于特大型材的擠壓,模具外徑達(dá)到1200 mm,采用分流模擠壓時(shí),模具芯部應(yīng)力較大,直接影響模具的壽命。采用固定穿孔針工藝,穿孔針與模具芯部接觸,消除了鋁錠坯在模具芯部產(chǎn)生的壓力,可以改善模具芯部受力狀況,提高模具壽命。

圖1 無縫鋁管材擠壓工藝示意圖Fig.1 The sketch map of seamless aluminium tube extrusion process
反向擠壓時(shí),金屬的流動(dòng)方向和擠壓桿6的方向相反,穿孔針3固定在擠壓堵頭8上,鋁錠坯2在擠壓容室5和擠壓桿6形成的壓應(yīng)力的作用下,在模具1和穿孔針3之間的縫隙中被擠出,成形為管材,如圖1c所示。
目前生產(chǎn)中采用較多的為固定針擠壓工藝,但是,由于固定針擠壓工藝中穿孔針受力情況比較復(fù)雜,導(dǎo)致控制困難,給實(shí)際生產(chǎn)帶來較大麻煩,因此十分有必要對固定針擠壓過程進(jìn)行系統(tǒng)深入的研究。
2 無縫鋁管材固定針擠壓穿孔針受力分析
固定針擠壓過程中,穿孔針相對模具位置不變,因此要求穿孔針在擠壓過程中受力平衡,如圖2所示。
由圖2可以看出,在固定穿孔針擠壓工藝中,穿孔針受力平衡方程式如下:

式中,F(xiàn)m為穿孔針?biāo)艿哪Σ亮Γ現(xiàn)y為穿孔針頭部所受壓力,F(xiàn)x為穿孔針油缸的支撐力。

圖2 固定穿孔針受力示意圖Fig.2 The sketch map of the mechanics status about the mandrel in fixed-mandrel process
假設(shè)擠壓過程中穿孔針在X、Y和Z方向所承受的壓應(yīng)力變化不大,近似相同。因此,穿孔針?biāo)惺艿哪Σ亮捎上率接?jì)算:

式中,σr為穿孔針徑向承受的壓應(yīng)力,f為穿孔針與鋁錠坯之間的摩擦系數(shù),D1為穿孔針名義直徑,L1為穿孔針在變形鋁錠坯中的長度,D2為穿孔針頭部瓶針直徑,L2為穿孔針頭部瓶針長度。
穿孔針頭部所受壓力可由下式計(jì)算:

式中,σa為穿孔針軸向承受的壓應(yīng)力。
在固定穿孔針工藝中,由于工藝的合理安排,可以使穿孔針支撐力由穿孔油缸的前端建立,可由下式計(jì)算:

由公式 (1) ~ (4)可得:

在固定針擠壓過程中,穿孔針在變形鋁錠坯中的長度逐漸減少,從公式 (5)可以看出:穿孔油缸系統(tǒng)壓力也應(yīng)隨之減少,才能保持公式(1)的平衡,從而使穿孔針固定在模具口處,實(shí)現(xiàn)固定穿孔針擠壓。
3 無縫鋁管材固定針擠壓有限元數(shù)值模擬
3.1 建立擠壓模型
采用有限元對固定針擠壓過程進(jìn)行數(shù)值分析時(shí),首先建立模型。考慮擠壓過程中擠壓容室和擠壓模具相對不動(dòng),可以將二者合為一體構(gòu)成下模,擠壓墊作為運(yùn)動(dòng)的上模,鋁錠坯作為坯料,模擬主要是為了考察穿孔針在擠壓過程中的受力情況,因此將穿孔針單獨(dú)作為一個(gè)物體進(jìn)行分析。為了減少計(jì)算量,根據(jù)模型的對稱性,選取四分之一作為計(jì)算模型。模型的建立在Unigraphics NX 2.0中進(jìn)行,如圖3所示,模型建立后生成STL文件輸入到Deform-3D 5.0中進(jìn)行有限元模擬。

圖3 固定穿孔針擠壓過程模型Fig.3 The model of the fixed-mandrel extrusion process
進(jìn)行網(wǎng)格劃分時(shí),對鋁錠坯采用35000個(gè)單元進(jìn)行網(wǎng)格劃分,尺寸比例因子設(shè)為10,由于變形區(qū)變形比較劇烈,因此對鋁錠坯在變形區(qū)部分進(jìn)行了網(wǎng)格細(xì)分,細(xì)分窗口和外部的尺寸比例因子設(shè)為0.2,考慮到變形區(qū)在變形過程中不動(dòng)的實(shí)際情況,細(xì)分的網(wǎng)格窗口設(shè)為不動(dòng)。建立的初始網(wǎng)格如圖4所示。在材料選取中,鋁錠坯采用熱-粘塑性材料,上模、下模和固定針不進(jìn)行網(wǎng)格劃分,采用剛性材料。
模擬過程的初始參數(shù)詳見表1。

圖4 固定穿孔針擠壓過程模型網(wǎng)格Fig.4 The meshing result of the fixed-mandrel extrusion process
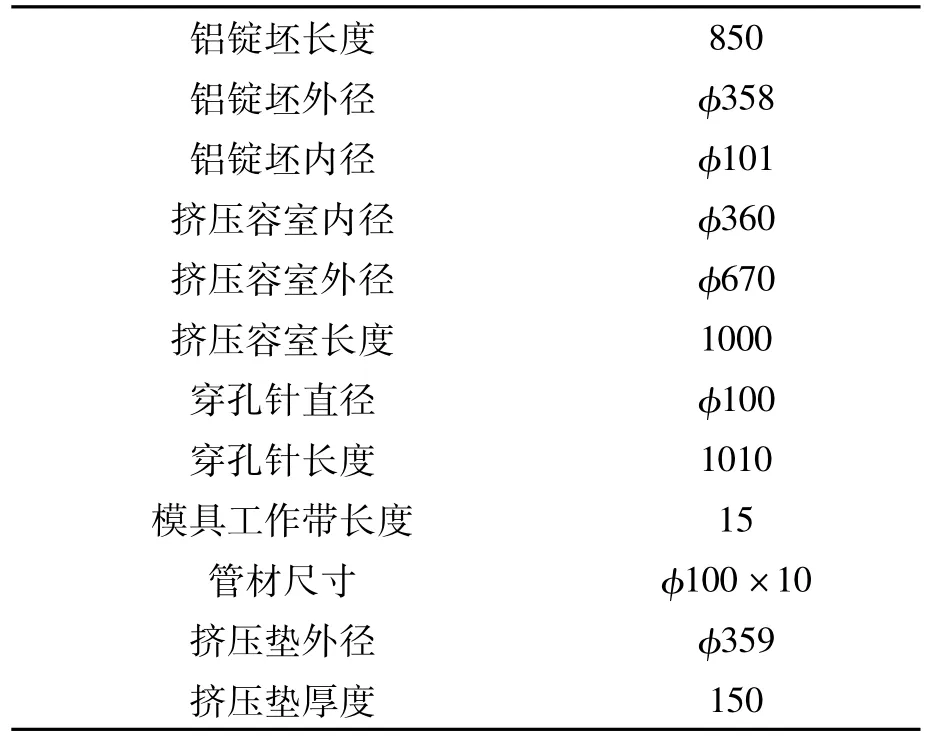
表1 固定穿孔針擠壓過程采用的模型參數(shù)Tab.1 Model parameters used during FEM about the fixed-mandrel extrusion process mm
模擬是根據(jù)55 MN油壓雙動(dòng)鋁擠壓機(jī)的實(shí)際參數(shù)取定的,采用直徑為358 mm比鋁錠坯大6 mm的工件,原因是為了模擬時(shí)接觸單元容易生成,從而忽略了鐓粗過程,直接從擠壓過程開始模擬。7075的擠壓范圍在480~520℃,考慮到從鋁棒加熱爐到擠壓容室的過程中由于熱傳導(dǎo)和熱輻射等導(dǎo)致鋁錠坯溫度下降,因此鋁錠坯一般加熱到520℃左右開始從加熱爐上料,經(jīng)過檢測鋁錠坯在進(jìn)入擠壓容室時(shí)的溫度在480℃左右。擠壓容室的加熱溫度為400℃,由于鋁擠壓一般為連續(xù)擠壓,因此擠壓過程中擠壓墊、穿孔針和模具等的溫度可以選取為400℃,環(huán)境溫度取為室溫,擠壓成形的無縫管材、擠壓容室等工模具外表面設(shè)為與環(huán)境進(jìn)行熱量交換。對于大型無縫管材,實(shí)際中常用的擠壓速度為1~3 mm/s,在模擬中采用了2 mm/s的擠壓速度進(jìn)行模擬。
塑性變形時(shí)大約90%的塑性變形功以熱的形式再現(xiàn),因此選取熱功轉(zhuǎn)換系數(shù)為0.9,鋁錠坯與擠壓容室等之間的摩擦采用剪切摩擦形式作為邊界條件,摩擦系數(shù)選為0.4。
根據(jù)以上的參數(shù)和邊界條件,可以生成計(jì)算模型。
首先對擠壓過程進(jìn)行模擬,模擬進(jìn)行了約550步左右。此過程只分析固定針的受力,而不關(guān)心上下模的受力情況,查看固定針在Z方向的受力,即為穿孔針上的拉力,每10步記錄一次固定針的受力情況,共記錄了約55步固定針的受力情況,基本反映了擠壓過程固定針的受力變化情況。
3.2 有限元模擬結(jié)果
模擬過程選擇每10步記錄一次數(shù)據(jù),求解器對不同行程下的各步固定針受力大小進(jìn)行了記錄,并且也在Post Processor中輸出了文本文件,在Origin 6.0 Professional中對文本文件進(jìn)行了處理。在獲得大型無縫管材擠壓過程中固定針上拉力與行程曲線時(shí)采用B-Spline樣條線進(jìn)行處理,從而得到了大型無縫管材擠壓過程中固定針上的拉力與行程曲線,如圖5所示。

圖5 大型無縫管材固定穿孔針的拉力與行程曲線Fig.5 The variation curve of pulling force on mandrel VS.ram displacement of fixed-mandrel for large-size seamless aluminium tube extrusion
從圖5可以看出,大型無縫管材采用固定針擠壓時(shí),穿孔針上的拉力開始快速上升,在擠壓行程100 mm時(shí)達(dá)到760 t,之后隨著擠壓行程的增加開始下降,直到擠壓結(jié)束下降到最低10 t左右,下降的過程近似于一條直線。這主要是開始時(shí)鋁錠坯的擠壓力有一個(gè)上升過程,在這個(gè)上升過程中,穿孔針上的拉力隨之上升,當(dāng)擠壓力達(dá)到最大時(shí),穿孔針上的拉力也達(dá)到最大760 t,拉力達(dá)到最大后,由于穿孔針在模具口的相對位置不變,因此,隨之鋁錠坯與穿孔針接觸長度的減少,鋁錠坯施加于穿孔針的拉力逐漸減少。
對比公式 (5)的研究結(jié)果可以看出,有限元模擬結(jié)果和理論研究基本吻合,即在大型無縫鋁管材固定針擠壓過程中,穿孔針上的拉力隨著擠壓行程的增加逐漸減少,近似于線性關(guān)系,因此,如果要求穿孔針以擠壓速度后退的話,穿孔針前腔的支撐力逐漸下降,下降趨勢接近于線形。
4 無縫鋁管材固定針擠壓控制方法
根據(jù)以上理論研究和有限元數(shù)值模擬的結(jié)果可以看出,對于大型無縫鋁管材擠壓來講,要實(shí)現(xiàn)固定針擠壓,主要是控制穿孔針前腔對穿孔針支撐力的變化,使之符合以上研究結(jié)果。在固定針擠壓過程中,管材內(nèi)表面質(zhì)量不僅由穿孔針的固定精度決定,而且也受穿孔針的震蕩精度影響。所謂震蕩,主要是指穿孔針在所要求固定的位置來回?cái)[動(dòng)。一般來講,穿孔針的固定精度在±1 mm以內(nèi),而其震蕩精度應(yīng)在±0.2 mm以內(nèi),才可以擠壓出高質(zhì)量的無縫鋁管。
擠壓機(jī)一般不設(shè)單獨(dú)穿孔動(dòng)梁,對固定穿孔針擠壓選用液壓支撐結(jié)構(gòu),即穿孔油缸前后兩端采用液壓支撐。在固定針擠壓時(shí),根據(jù)以上方程,液壓比例閥控制擠壓桿控制閥的流量Q1和穿孔針控制閥的流量Q2,Q1與Q2滿足:

式中,A1為擠壓桿后腔的面積,A2為穿孔針前腔的面積。
在滿足上述方程時(shí),必須控制穿孔針前腔的壓力,采用高頻響的換向閥和溢流閥,可以使穿孔針前腔的壓力按照數(shù)值模擬得到的穿孔針上拉力與行程曲線進(jìn)行變化,從而可以實(shí)現(xiàn)固定針擠壓工藝。
5 擠壓試驗(yàn)研究
按照前面提出的大型無縫鋁管固定針擠壓工藝技術(shù)路線,在55 MN油壓雙動(dòng)鋁擠壓機(jī)上擠壓了大型無縫管材,擠壓速度選取為2 mm/s,鋁錠坯直徑為φ352 mm,其余參數(shù)與有限元模擬選取的參數(shù)一致。所擠壓的大型無縫鋁管如圖6所示。
在55 MN油壓雙動(dòng)鋁擠壓機(jī)液壓系統(tǒng)中的穿孔油缸管道上設(shè)置有壓力傳感器,實(shí)時(shí)檢測穿孔缸前腔的壓強(qiáng)P變化,檢測到的結(jié)果送入主機(jī)的PLC中,通過下述公式進(jìn)行計(jì)算可以得到穿孔針前腔支撐力值。

測得了穿孔針油缸前腔的壓力變化情況,得到的穿孔針前腔支撐力的數(shù)據(jù)用Origin軟件進(jìn)行了處理,并與公式和有限元數(shù)值模擬的結(jié)果進(jìn)行了對比,所得結(jié)果如圖7所示。
圖6 大型無縫鋁管材Fig.6 The large-size seamless aluminium tu be

圖7 大型無縫管材固定穿孔針的拉力數(shù)值模擬與實(shí)驗(yàn)比較Fig.7 The result companison between FEM and experiment about the large-size seamless aluminium tube extrusion
圖7中的模擬數(shù)據(jù)是固定穿孔針的拉力,實(shí)驗(yàn)數(shù)據(jù)是固定穿孔針前腔的支撐力,二者應(yīng)該相等。從圖7可以看出,大型無縫鋁管材固定穿孔針擠壓時(shí),固定穿孔針的拉力數(shù)值模擬和實(shí)驗(yàn)數(shù)值基本接近,只是實(shí)驗(yàn)數(shù)值比有限元數(shù)值模擬的結(jié)果略小一些,大約小20~30 t左右,這主要是有限元數(shù)值中摩擦系數(shù)選擇為0.4,實(shí)際擠壓中由于潤滑,摩擦?xí)孕∫恍虼藭?huì)有如此結(jié)果。
7075在此擠壓溫度的流動(dòng)應(yīng)力約為100 MPa左右,擠壓過程中三向應(yīng)力基本相同,根據(jù)公式(4)可以計(jì)算出穿孔針支撐力約為807 t,在擠壓還剩下164 mm處,穿孔針支撐力為零。計(jì)算結(jié)果和數(shù)值模擬、實(shí)驗(yàn)數(shù)據(jù)基本一致。
擠壓中通過穿孔針位移傳感器顯示了穿孔針的位移,結(jié)果顯示:在擠壓過程中,穿孔針基本固定在模具口處,固定精度為±0.95 mm,震蕩精度為±0.22 mm,擠出的管材內(nèi)部質(zhì)量良好。
6 結(jié)論
通過本文的研究可以得出如下結(jié)論:
(1)本文推導(dǎo)的固定穿孔針在擠壓過程中受到的拉力與數(shù)值模擬和實(shí)驗(yàn)研究結(jié)果基本接近,可以作為固定穿孔針擠壓過程中拉力的計(jì)算公式;
(2)大型鋁型材固定穿孔針在擠壓過程中的拉力開始先短暫上升,隨之下降,下降的趨勢接近于線性;
(3)采用高頻響的換向閥和溢流閥,按照大型無縫管材固定穿孔針的拉力與行程曲線控制穿孔缸前腔壓力,可以實(shí)現(xiàn)大型無縫鋁管的固定針擠壓工藝。
[1] 魏軍.金屬擠壓機(jī)[M].北京:化學(xué)工業(yè)出版社,2006.
[2] 劉靜安,謝建新.大型鋁合金型材擠壓技術(shù)與工模具優(yōu)化設(shè)計(jì) [M].北京:冶金工業(yè)出版社,2003.
[3] 張君,韓炳濤,于世忠.125MN油壓雙動(dòng)鋁型材擠壓生產(chǎn)線研制 [A].2004年鋁型材技術(shù)國際論壇論文集.廣州:2004,130-136.
[4] D.Achenbach,Bonn.Aluminum large-section technology in China [J].Aluminium.2002,78(11):968-977.
[5] 張君,楊合,何養(yǎng)民,等.100MN油壓雙動(dòng)鋁型材擠壓機(jī)關(guān)鍵技術(shù)的研究與開發(fā)[J].兵器材料科學(xué)與工程.2003,26(5):186-191
[6] 曹惠斌,郭福道.75 MN鋁材擠壓機(jī)[A].2001年鋁型材技術(shù)論壇文集 [C].廣州,2001:196-20.
[7] 張君.大型鋁型材等溫?cái)D壓技術(shù)中的關(guān)鍵問題研究 [D].西安:西北工業(yè)大學(xué)博士論文,2005.
[8] L.Li,J.Zhou,J.Duszczyk.Prediction of temperature evolution during the extrusion of 7075 aluminium alloy at various ram speeds by means of 3D FEM simulation[J].Journal of Materials Processing Technology,2004,145:360.
[9] H.G.Mooi.Finite element simulation of aluminum extrusion [D].Twente:University of Twente,1996.
[10] Prsdip K.Saha.Aluminium Extrusion Technology[M].USA:ASM International.2000.
[11] K.LAUE & H.STENGER.Extrusion[M].ASM International(OH),1981.
[12] Klaus Müller,Adolf Ames,Otto Diegritz,etc.Fundamentals of Extrusion Technology[M].Germany:Giesel Verlag Gmbh,2004.
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
數(shù)學(xué)物理學(xué)報(bào)(2022年4期)2022-08-22 04:09:28
減速頂與調(diào)速技術(shù)(2020年4期)2020-11-22 07:20:26
上海節(jié)能(2020年3期)2020-04-13 13:16:16
石油化工建設(shè)(2019年6期)2020-01-16 08:03:42
天津醫(yī)科大學(xué)學(xué)報(bào)(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(shù)(2016年3期)2016-06-05 09:36:08
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
