新型雙旋流燃燒器制造的質(zhì)量控制
2012-11-10 06:11:42崔龍菊
水泥技術(shù) 2012年3期
關(guān)鍵詞:焊縫
崔龍菊
新型雙旋流燃燒器制造的質(zhì)量控制
Quality Controlling of New Type of Two Swirl Burner
崔龍菊
1 前言
為了適應(yīng)水泥熟料生產(chǎn)煤質(zhì)波動(dòng)較大的情況,我公司在研制開發(fā)各類型煤粉燃燒器的基礎(chǔ)上又開發(fā)出雙旋流燃燒器,現(xiàn)已經(jīng)投入使用。根據(jù)現(xiàn)場反饋的信息,該燃燒器火焰形狀良好,對煤質(zhì)的適應(yīng)性好,綜合性能穩(wěn)定,其優(yōu)越性逐步顯現(xiàn)。
新型燃燒器是綜合多學(xué)科理論進(jìn)一步研究的成果,有了科學(xué)先進(jìn)的設(shè)計(jì),還必須要有能實(shí)現(xiàn)其科學(xué)先進(jìn)性能的產(chǎn)品制造手段。對制造而言,合理的制造工藝、先進(jìn)的制造設(shè)備、熟練掌握技能的操作人員及嚴(yán)格的質(zhì)量控制是獲得優(yōu)良產(chǎn)品的堅(jiān)實(shí)保證。筆者經(jīng)過多年的生產(chǎn)實(shí)踐,總結(jié)出新型燃燒器制造過程中關(guān)鍵質(zhì)量控制點(diǎn)及其控制措施,供同行參考。
2 頭部組件的加工
頭部組件是燃燒器的核心部件,保證每一零件的加工精度尤為重要,加工時(shí)必須注意下面幾點(diǎn):
(1)刀具的選擇。頭部組件的材質(zhì)均為耐熱鋼。除頭部大外筒與中部大外筒為法蘭螺栓連接外,其余零件均采用螺紋連接結(jié)構(gòu)。由于耐熱鋼含鉻鎳較高,韌性較大,加工性能較差,尤其是螺紋的加工更為困難。合理選擇刀具材質(zhì)非常重要,經(jīng)過不斷的實(shí)踐和驗(yàn)證,加工外螺紋時(shí),選用硬質(zhì)合金YW的材料會好一些。加工內(nèi)螺紋時(shí),在保證強(qiáng)度的情況下,首選硬質(zhì)合金YW,如果精度要求高,再用高速鋼精加工。如果是零星、單件加工用高速鋼加切削液即可。
(2)加工尺寸的把握。頭部各零件上支撐筋板加工時(shí)按尺寸公差的上限加工,使其相互配合的零件為過渡配合,這樣能有效地防止運(yùn)輸過程中的震動(dòng)使其環(huán)狀尺寸的均勻性發(fā)生改變。
(3)旋流器螺旋精度嚴(yán)格控制。頭部旋流器是核心部件中的關(guān)鍵零件,其旋向和螺旋角必須經(jīng)過嚴(yán)格準(zhǔn)確的計(jì)算,加工時(shí)用多組不同的掛輪組合來保證其精確性;齒數(shù)的均勻分布通過分度頭來實(shí)現(xiàn)。要求操作者必須精心操作。
(4)梯形槽的加工。通過精確計(jì)算梯形槽的寬度與銑刀至工作臺相對位置關(guān)系,確定工作臺偏移量來實(shí)現(xiàn)梯形槽的加工。
(5)頭部旋流器右旋問題的解決。旋向?yàn)橛倚念^部旋流器加工難度最大,其原因是加工螺旋槽的過程中,當(dāng)?shù)毒呒磳⒚撾x工件時(shí),由于力矩不平衡,工件震動(dòng)過大,此時(shí)容易造成刀具斷裂、工件損壞及機(jī)床的破壞。經(jīng)過不斷摸索,認(rèn)真分析刀具和工件的受力情況,在工件上增加工裝,延長每一個(gè)螺旋槽加工長度,在逐個(gè)螺旋槽的加工過程中使刀具不脫離工件時(shí)就終止加工,之后轉(zhuǎn)入下一個(gè)螺旋槽的加工工序,循環(huán)往復(fù)至加工完成。實(shí)踐證明,這個(gè)方法解決了震動(dòng)過大的問題,保證了頭部旋流器的加工精度,避免了刀具的損壞,有效地保護(hù)了機(jī)床。
3 燃燒器四個(gè)風(fēng)道環(huán)狀尺寸精度的保證
燃燒器風(fēng)道順序由外至內(nèi)分別為外風(fēng)道、軸流風(fēng)道、煤風(fēng)道、旋流風(fēng)道。通過外風(fēng)風(fēng)速、軸流風(fēng)速、旋流風(fēng)速三個(gè)主通道的合理匹配,可實(shí)現(xiàn)燃燒器頭部較大的負(fù)壓卷吸區(qū),可有效卷吸高溫的二次風(fēng),確保窯頭煤粉的穩(wěn)定著火燃燒。四個(gè)風(fēng)道的同軸度及環(huán)狀尺寸的均勻性直接影響燃燒器的火焰形狀和使用性能。制作時(shí)必須注意以下幾點(diǎn):
(1)通風(fēng)管道處理要得當(dāng)。首先要對鋼管進(jìn)行校直處理;鋼管與法蘭焊接的部位焊前要加工成坡口,保證焊縫焊透及外觀質(zhì)量;關(guān)鍵部位的法蘭必須焊后加工,以保證法蘭與鋼管的垂直度;每一層鋼管的外表面都設(shè)計(jì)有若干組支撐板,焊接支撐板時(shí)保證與鋼管的中心線垂直,支撐板兩端的倒角必須打磨光滑,以便減小穿管時(shí)的阻力與變形。
(2)風(fēng)管的安裝與調(diào)整。將最外層鋼管固定于安裝支架上,之后由最外層開始向里逐層穿入不同直徑的鋼管。每層鋼管之間由法蘭連接,保證了形成風(fēng)道的每一層鋼管不能軸向竄動(dòng);每一層鋼管的支撐板保證了形成風(fēng)道的每一層風(fēng)道環(huán)狀尺寸的均勻,否則由于鋼管的自重下沉?xí)斐森h(huán)狀尺寸不均勻,從而影響產(chǎn)品的使用性能。由于每一層鋼管整個(gè)長度每一斷面上的圓度誤差都不相同,在穿管過程中要不斷地旋轉(zhuǎn)被穿入的鋼管,同時(shí)還要不斷地打磨被穿入鋼管上的部分支撐板的高度,以便鋼管穿入到位。當(dāng)每一層鋼管調(diào)整好相關(guān)尺寸及法蘭位置后,此時(shí)在每層管道內(nèi)再重新嵌入兩組支撐板,其配合為過渡配合,定位后焊于相關(guān)的部位,這樣使每一層鋼管都增加了兩組有效支撐板,從而保證了下一步組裝頭部組件時(shí)的精度。
4 頭部組件的安裝與調(diào)整
頭部組件的安裝精度是燃燒器性能保證的關(guān)鍵部位。頭部耐熱鋼零件和中部耐熱鋼零件采用螺紋連接,安裝頭部組件時(shí)一定要將有配合的兩件零件在平臺上垂直放置并擰緊作為一個(gè)整體,之后再與相應(yīng)的普通鋼管進(jìn)行組對,用工裝來調(diào)整各件的同軸度及四個(gè)風(fēng)道的環(huán)狀尺寸均勻。頭部組件與鋼管的焊接必須使用正確牌號的焊條,而且要有正確的步驟。我們是按如下要求進(jìn)行操作:
(1)相互焊接的零部件必須要加工坡口,坡口尺寸及焊接參數(shù)要符合表1要求。
(2)焊件待焊部位徹底清理干凈,不應(yīng)有油脂、污垢、氧化皮等雜質(zhì)。
(3)定位焊接用焊條與正式焊接時(shí)焊條牌號相同,定位焊接的電流要比正式組焊時(shí)大10%~15%,以保證焊透。
(4)定位焊后就可以整體施焊了。操作時(shí),應(yīng)盡量采用對稱焊、分段焊、逆向分段焊等方法,以減小焊接應(yīng)力及減小焊接變形量,發(fā)生焊接變形進(jìn)行校驗(yàn)時(shí),嚴(yán)禁用鐵錘矯正。
(5)焊接時(shí),要求先打底焊,目的是將不規(guī)則的焊接部位填平,但打底焊縫根部必須完全焊透,以保證焊后質(zhì)量。由于頭部各件間隙過小,選擇V型或U型坡口,必須保證焊縫反面焊透。
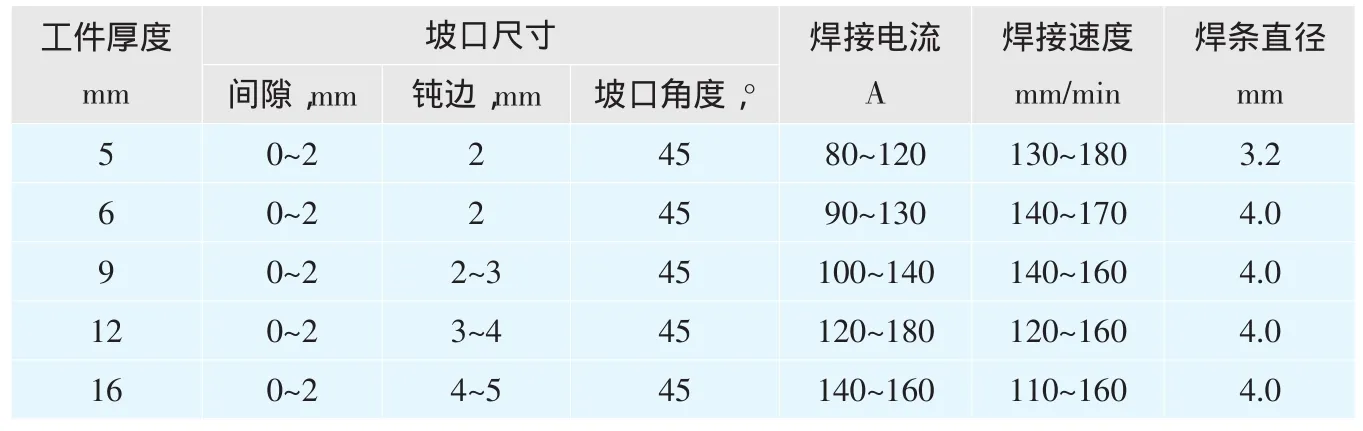
表1 頭部組件焊前坡口及焊接參數(shù)表*

表2 質(zhì)檢要求
(6)為了填滿坡口并保證焊接接頭質(zhì)量可采用多層焊或多層多道焊。
壁薄時(shí)可采用單層或多層焊,壁厚或坡口較寬時(shí)要采用多層多道焊。多層多道焊時(shí)第一道焊縫要窄,焊條不允許橫向移動(dòng),各層焊縫接頭應(yīng)錯(cuò)開,層間焊渣、飛濺要及時(shí)清理。燃燒器頭部焊接位置分為平焊、立焊、仰焊。
(7)立焊位置施焊,焊縫處于垂直位置,由下向上進(jìn)行施焊,焊條的端部要向上挑動(dòng),保證立焊縫質(zhì)量,立焊時(shí)電流要比平焊時(shí)小20%~30%。
(8)仰焊時(shí),選用的焊條直徑要小一些,焊接時(shí)焊條不作橫向擺動(dòng),以窄焊縫為宜。焊縫表面及熱影響區(qū)不允許有裂紋
(9)氣溫較低時(shí),需對工件預(yù)熱后施焊,以防止產(chǎn)生裂紋。
(10)空氣濕度較大時(shí)需對焊條進(jìn)行烘干,焊條烘干溫度為2000~2500℃,時(shí)間30~60min。
(11)每道焊縫完成后立即用小銅錘或小木錘敲擊焊縫,減小焊接應(yīng)力。
5 易磨損件耐磨層控制
新型燃燒器的易磨損件,目前耐磨采用兩種工藝處理:噴涂耐磨層及堆焊耐磨層。耐磨層質(zhì)量的好壞,直接影響到燃燒器的使用壽命,制造過程中必須引起高度關(guān)注。
(1)當(dāng)采用噴涂耐磨層時(shí),噴涂作業(yè)之前必須對工件進(jìn)行噴砂除銹及酸洗去除油污處理。否則涂層容易剝落,當(dāng)涂層某一部位出現(xiàn)剝落后,隨之在剝落點(diǎn)附近由于煤粉的沖刷會出現(xiàn)大面積的涂層剝落,涂層剝落后管道會很快磨穿,最終燃燒器將受到嚴(yán)重破壞而無法工作。因?yàn)閲娚俺P及酸洗去除油污處理,對涂層的質(zhì)量起到非常重要的保障作用。該過程屬于特殊過程,當(dāng)噴涂作業(yè)完成后無法對其進(jìn)行檢驗(yàn),所以對該過程要進(jìn)行跟蹤檢查或抽查,而且要做到可追溯。除此之外涂層厚度、涂層硬度、涂層的結(jié)合強(qiáng)度必須滿足設(shè)計(jì)要求。
(2)當(dāng)采用堆焊耐磨層時(shí),堆焊后工件的尺寸公差及形位公差、耐磨層的宏觀硬度值、化學(xué)成分范圍都要嚴(yán)格檢查控制滿足設(shè)計(jì)要求。
6 新型燃燒器QCP方案
新型燃燒器關(guān)鍵零部件質(zhì)量控及檢驗(yàn)標(biāo)準(zhǔn)是根據(jù)設(shè)計(jì)要求、使用工況、制造工藝、加工設(shè)備、檢驗(yàn)方法而制定的,具體要求見表2。
7 結(jié)語
以上所述,是新型燃燒器制造中質(zhì)量保證的關(guān)鍵環(huán)節(jié)和控制措施。只有對這些關(guān)鍵環(huán)節(jié)和控制措施嚴(yán)格把握,才能從根本上保證新型燃燒器的制造質(zhì)量。
除此之外,新型燃燒器使用壽命的保證,還與用戶的合理使用、正常維護(hù)密切相關(guān)。用戶對新型燃燒器的工作原理、操作說明必須要有足夠的了解,生產(chǎn)過程中要嚴(yán)格按照說明書的要求調(diào)整各風(fēng)道的風(fēng)速和風(fēng)道壓力,燃燒器的調(diào)節(jié)是結(jié)合燒成系統(tǒng)總體情況進(jìn)行的一項(xiàng)綜合整體的調(diào)整,切莫無根據(jù)隨意調(diào)整。隨著新型燃燒器的不斷推廣使用,相信會得到越來越多用戶的認(rèn)可。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
