微波爐支架加工方案的改進(jìn)
2012-11-03 10:18:56胥永林
塑料制造 2012年7期
胥永林
廣東科技學(xué)院
微波爐支架加工方案的改進(jìn)
胥永林
廣東科技學(xué)院
本文詳細(xì)地介紹了微波爐支架的加工工藝分析、零件的加工過程,通過加工工藝改變前后的工藝比較。實(shí)踐結(jié)果表明通過改進(jìn)零件的加工工藝后,加工效率得到了很大提高,取得了良好的經(jīng)濟(jì)效益。
微波爐支架;工藝分析;加工過程;效率;提高
隨著制造業(yè)在珠三角的不斷升級(jí),企業(yè)要在市場競爭的環(huán)境中生存,就要提高產(chǎn)品的生產(chǎn)效率,如果企業(yè)的產(chǎn)品加工工藝不是最佳,將會(huì)提高產(chǎn)品的制造成本。通過改善零件的加工工藝,大大提高產(chǎn)品的生產(chǎn)效率和制造精度,從而滿足客戶的要求。
微波爐支架的加工工藝過程
1. 零件的工藝分析
微波爐支架零件(如圖1所示)材料為6061鋁合金,由于零件加工數(shù)量不大,共800件,零件批量太少,不能做成壓鑄模或冷擠壓模的方法來加工零件,只能選用機(jī)械加工的方法加工。鋁合金材料具有中等強(qiáng)度,良好的抗腐蝕性和切削加工性能。零件中間有一方形凸起,因有配合要求,所以公差要控制在0.05mm,并且零件屬于細(xì)長型零件,有4個(gè)通孔和1個(gè)盲孔,中間和兩側(cè)都有曲面。其它部分尺寸公差為±0.03mm,精度要求不高。零件加工的難點(diǎn)在曲面的加工和零件加工的裝夾方面。
2.零件加工工藝過程
1)備料:選用25mmX8mmX1000mm的方材,用切割機(jī)切割25mmX8mm X120mm,用普通立式銑床加工,出兩個(gè)互相垂直的基準(zhǔn)面,便于加工過程中對(duì)刀和抄數(shù)。

圖1 微波爐支架零件三維圖
2)加工過程
將加工好基準(zhǔn)面的坯料夾在小平口鉗上,保證工件兩端露出在平口鉗外面,防止加工時(shí)碰到平口鉗,裝夾時(shí)保證加工部分尺寸大于9mm,先利用數(shù)控雕刻機(jī)加工圖3所示兩側(cè)面,因材料是鋁合金,切削時(shí)切削力不大,可兩次走刀加工完成,加工時(shí)不要把基準(zhǔn)面切削了,零件加工后發(fā)現(xiàn)曲面表面質(zhì)量好。
加工完零件上面的兩側(cè)面后,把零件翻轉(zhuǎn)過來,由于零件較薄,直接夾緊中間部分,零件加工時(shí),細(xì)長部分容易變形。故采用兩個(gè)相同的特制墊鐵(如圖4所示),墊鐵的加工工藝是先用立式銑床粗精工,再用平面磨床精加工到尺寸要求。用相對(duì)著的方式把工件夾在墊鐵的中間,這樣零件裝夾時(shí)就不會(huì)變形,注意零件的側(cè)面凸出部分在墊鐵的凹槽內(nèi),用平口鉗夾緊零件。零件裝夾后因墊鐵不高,所以墊鐵不會(huì)影響零件的加工,用雕刻機(jī)加工如下圖5所示零件的上面部分。
零件加工完以上兩個(gè)工序后,把零件取出來,用圖三所示墊鐵水平擺放零件,擺放零件注意加工孔位都要避空,用平口鉗夾緊零件,用雕刻機(jī)加工零件的左右兩端半圓柱曲面和鉆上面的4個(gè)通孔如圖6所示,加工時(shí)由于材料較軟,切削量可選用為0.5mm.。鉆孔時(shí)注意選用跟加工曲面相同的基準(zhǔn),要求在基準(zhǔn)去除前抄準(zhǔn)數(shù),否則鉆孔時(shí)沒法對(duì)刀。保證不了加工精度。
加工最后一個(gè)孔時(shí)的裝夾和定位,非常重要,如果直接裝夾在平口鉗上,不好取數(shù),而且鉆孔效率極低。使用一個(gè)合理而簡單的夾具(圖7),可以極大提高生產(chǎn)效率。該夾具用線切割割出中間定位方孔,保證孔位尺寸誤差為±0.01mm,加工時(shí),先把夾具固定在普通立式銑床的平口鉗上,用分中棒找正夾具X、Y中心,并把立式銑床上的數(shù)顯X、Y坐標(biāo)清零。把工件凸起方形配入夾具孔中,調(diào)好鉆頭加工的深度刻度位置。直接鉆孔。取出零件用銼刀去除毛刺,保證倒角在0.5 X 0.5mm。
3)零件改變工藝前的加工工藝(圖8)

圖2 微波爐支架零件工程圖

圖3
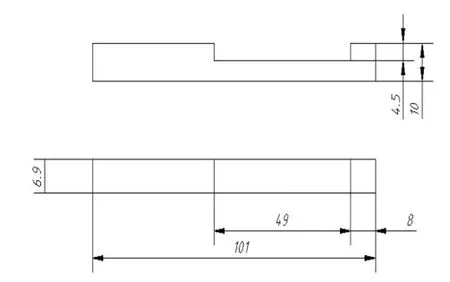
圖4 墊鐵

圖5

圖6

圖7

圖8 零件加工前期曾使用過的加工過程
備料方法跟工藝改變后相同,加工方法有較大的不同。加工方法是先用小平口鉗夾緊零件,零件夾緊部分約2mm高,在雕刻機(jī)上加工圖8所示零件的上表曲面、左右半圓柱曲面和鉆削4個(gè)通孔,裝夾時(shí)注意孔位避空,加工完成后,把零件翻轉(zhuǎn)過來加工另一個(gè)曲面,裝夾時(shí)下面要墊上圖4所示特制墊鐵,實(shí)踐證明采用這樣加工兩個(gè)曲面,加工所用時(shí)間很長,加工后曲面質(zhì)量不好,刀痕非常明顯。再把工件側(cè)起來,使用工藝改變后相同的方法,用兩個(gè)相同的墊鐵在平口鉗上相對(duì)著裝夾零件,在雕刻機(jī)上加工第三方向的曲面。最后直接把工件裝夾在平口鉗上,用雕刻機(jī)加工最后一個(gè)孔,加工時(shí)抄數(shù)很困難,裝夾也不方便,加工精度不高,生產(chǎn)效率低。
結(jié)束語
通過對(duì)微波爐支架零件的加工,在加工過程中合理地改變加工工序的順序,靈活地運(yùn)用專用墊鐵和夾具,變換加工設(shè)備的工藝,減少各工序所產(chǎn)生的定位及加工誤差,零件的加工精度、表面質(zhì)量,加工效率都得到了很大提高。
[1]李云程.模具制造工藝學(xué),機(jī)械工業(yè)出版社.1999
[2]湯習(xí)成.機(jī)械制造工藝學(xué),中國勞動(dòng)社會(huì)保障出版社.2004
猜你喜歡
保健醫(yī)苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學(xué))(2021年8期)2021-11-20 06:08:04
山東冶金(2019年6期)2020-01-06 07:45:54
中國生物醫(yī)學(xué)工程學(xué)報(bào)(2019年4期)2019-07-16 08:04:16
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
沈陽醫(yī)學(xué)院學(xué)報(bào)(2014年4期)2014-12-27 13:44:20
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03