甲花片處方及制粒工藝研究Δ
2012-11-02 03:54:26張源周琴妹江蘇省中醫院制劑部南京210029
中國藥房 2012年27期
關鍵詞:工藝
張源,周琴妹(江蘇省中醫院制劑部,南京210029)
甲花片處方及制粒工藝研究Δ
張源*,周琴妹(江蘇省中醫院制劑部,南京210029)
目的:研究甲花片處方及制粒工藝。方法:以顆粒外觀、制粒難易程度、顆粒成型率為指標,采用單因素試驗考察流化床制粒工藝;以原料粒度、黏合劑濃度、黏合劑用量為指標,以粒度、休止角、顆粒強度、硬度、脆碎度、崩解時限的綜合評分為指標,采用正交試驗優選甲花片處方。結果:流化床制粒的最佳工藝為物料溫度49~53℃、噴霧壓力0.10~0.12 MPa、蠕動泵轉速度30~38 r·min-1;甲花片最佳處方為干膏粉粒度80目、黏合劑濃度3%、黏合劑用量為干膏粉重量的180%~200%。結論:采用流化床制粒法并對處方和工藝進行定量化控制,可以得到質量合格的制劑。
甲花片;正交試驗;流化床制粒;工藝研究
甲花即黃蜀葵花,為錦葵科植物黃蜀葵Abelmoschus manihot(L.)Medic.的干燥花冠(帶雄蕊與花柱)。性寒、滑,味甘,無毒,具有清利濕熱、消炎解毒之功效,內服治療五淋、水腫;外用治療癰疽腫毒、湯火燙傷[1]。甲花片(我院制劑,批準文號:蘇藥制字Z04000511),是甲花原粉及其提取物制成的中藥半浸膏片,主治急、慢性腎炎,在我院臨床使用十多年,療效顯著。筆者曾改進了甲花片的成型工藝處方及其制備工藝[2],將其改為薄膜包衣片,以提高片劑質量。但放大生產時常發生片劑質量不穩定現象,故筆者對甲花片的處方和制粒工藝再進行研究,以提高甲花片的質量。
1 儀器與試藥
WBF-Ⅱ多功能流化床制粒包衣機(重慶英格造粒包衣技術有限公司);YK-160搖擺顆粒機(江蘇常州市益民干燥設備廠);槽形混合機(江蘇瑰寶集團有限公司);ZPW21 B旋轉式壓片機(上海天和制藥機械有限公司);LB-881 B崩解儀(江蘇無錫科達儀器廠);CJY-2 A片劑脆碎硬度測定儀(上海黃海藥檢儀器有限公司)。
甲花干膏粉(本院自制,批號:100401);羥丙基甲基纖維素(HPMC,安徽山河藥用輔料有限公司)。
2 方法與結果
2.1 制粒工藝
取甲花干膏粉600 g,用2%HPMC水溶液(1200 mL)為黏合劑進行噴霧制粒。選擇人工進料,將物料放入料筒內,啟動程序,使物料在料筒內呈沸騰狀態。調節進風溫度、風機流量、霧化壓力、供液速度,待物料溫度至約50℃時,開始噴黏合劑漿液,控制顆粒長大程度,直到獲得大小圓整、均勻,適合壓片要求的顆粒為止。干燥顆粒,出料。以顆粒外觀、制粒難易程度和顆粒成型率(顆粒成型率=制粒所得16~80目顆粒重量/(制粒前干膏粉重量+黏合劑重量)×100%)為評價指標,采用單因素試驗考察制粒工藝。
2.2 單因素試驗考察流化床制粒工藝
2.2.1 物料溫度按“2.1”項下方法試驗,將物料溫度分別控制在43~46、48~56、60℃以上制粒,觀察顆粒外觀、制粒難易程度,并計算顆粒成型率,結果見表1。

表1 物料溫度對顆粒質量的影響Tab 1Influence of material temperature on granules quality
由表1可知,制粒物料溫度控制在48~56℃時,顆粒成型率可達90%以上。由于機器的熱風加熱控制方式為簡單的“開”、“關”模式,當溫度達到設定值時應停止加熱,但加熱器仍然有余熱使空氣溫度繼續上升,反之亦然,這樣就造成溫度有一波動范圍。根據生產經驗,溫度波動太大易使顆粒粒徑分布寬,從而影響制粒質量。操作時應密切觀察物料溫度變化及流化狀態,盡量使溫度波動較小。故物料溫度控制在49~53℃最佳。
2.2.2 霧化壓力按“2.1”項下方法試驗,將霧化壓力分別調成0.08、0.10、0.12、0.15、0.20MPa,噴霧制粒,觀察顆粒外觀、制粒難易程度,并計算顆粒成型率,結果見表2。
由表2可知,霧化壓力在0.1~0.12MPa之間時,制粒順利,制得的顆粒質量較好。
2.2.3 蠕動泵轉速按“2.1”項下方法試驗,將蠕動泵轉速分別設定為44、40、35、30、25、20 r·min-1,噴霧制粒,觀察顆粒外觀、制粒難易程度,并計算顆粒成型率,結果見表3。

表2 霧化壓力對顆粒質量的影響Tab 2 Influence of pressure of spray on granules quality

表3 蠕動泵轉速對顆粒質量的影響Tab 3Influence of speed of peristaltic pump on granules quality
由表3可知,蠕動泵轉速在30~38 r·min-1之間為宜。
由以上試驗可知,甲花片流化床制粒的最佳工藝為物料溫度49~53℃、噴霧壓力0.10~0.12 MPa、蠕動泵轉速:30~38 r·min-1。
2.3 正交試驗優選制劑處方
2.3.1 正交設計根據經驗,選取原料粒度(A)、黏合劑濃度(B)和黏合劑用量(C)為考察因素,選用L9(34)正交表進行試驗。因素水平見表4。

表4 因素水平Tab 4Factor and levels
2.3.2 各評價指標的測定(1)顆粒粒度、休止角,片劑硬度、脆碎度、崩解時限、重量差異的測定:參見文獻[3,4]方法。(2)顆粒強度的測定:取16~60目的顆粒5.0 g,放入片劑脆碎硬度測定儀中,使用脆碎一檔,將脆碎試驗后的顆粒過60目篩,稱定60目篩上殘留重量(W),顆粒的強度值=(W/5.0)×100%。(3)評分方法:將各指標評分相加得多指標綜合評分。片重不足或崩解時限不合格者,計為0分;分值高,表示成型性好。數據處理及評分內容見表5。

表5 數據處理及評分內容Tab 5Data processing and grading methods
2.3.3 正交試驗結果按上述評分方法進行綜合評分,對評分結果進行方差分析,優選最佳處方。正交試驗結果見表6;方差分析結果見表7。

表6 正交試驗結果Tab 6 Results of orthogonal experiment

表7 方差分析結果Tab 7Results of analysis of variance
由表6、表7可知,各因素影響甲花片質量的順序為C>B>A。其中,黏合劑用量和黏合劑濃度有顯著性影響(P<0.05),較佳處方為A1B2C2,即干膏粉粒度80目,黏合劑濃度為為3%,黏合劑用量為干膏粉重量的180%~200%。
2.4 工藝驗證試驗
根據上述試驗結果,確定甲花片處方為甲花片干膏粉粒度80目,以3%HPMC水溶液為黏合劑,用量為干膏粉量的180%~200%,采用流化床制粒法制粒,工藝為物料溫度49~53℃,霧化壓力0.10~0.12MPa,蠕動泵供液速度30~38r· min-1。在此優化條件下制備3批甲花片,為了簡化驗證過程,從評價指標中選取顆粒粒度、強度,片劑硬度、脆碎度為指標,進行驗證試驗,結果見表8。
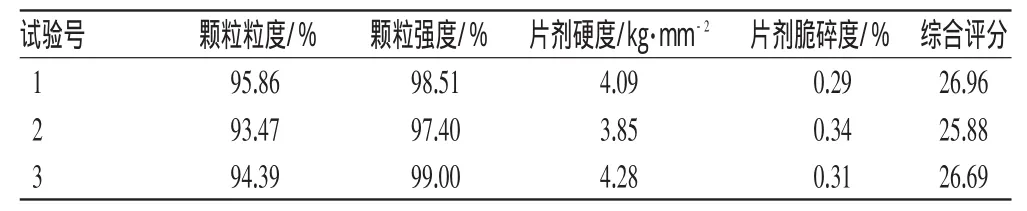
表8 工藝驗證試驗結果Tab 8 Results of verification test
驗證試驗結果表明,對制粒的處方和工藝進行定量化控制,可以得到質量合格的制劑。
3 討論
甲花片原制粒工藝是取干膏粉,加入10%淀粉漿和適量乙醇,以搖擺式制粒機濕法制粒。筆者在放大生產時,發現此工藝存在如下問題:一是淀粉漿會隨著漿溫的下降黏結成塊,滲透力下降,造成制粒過程中軟材較難濕潤,所制顆粒松散,可壓性低,片芯耐磨性較差、強度低;二是搖擺制粒機濕法制粒時,顆粒性質受人為因素影響較大,不同批次間顆粒一致性較難控制。
采用流化床制粒可通過參數設定、調節,實現制粒操作定量化,使制得的顆粒大小均勻、外觀圓整、流動性好,不同批次間顆粒性質重現性高;壓成的片劑重量差異小、硬度好、崩解迅速[5]。
物料溫度是影響制粒的關鍵因素,一般無需設置,在實際操作過程中可通過調節進風溫度和風機流量來控制。因為筒內物料的溫度受制于物料的水分含量,物料的溫度隨水分含量增大而迅速降低。實際操作中必須保持水分的蒸發速度與水分的帶入速度一致,此時物料溫度則恒定在某個溫度。故若進風溫度、風機流量適宜,物料就會處于很好的流化狀態,熱交換就會處于平衡態,這將有利于制粒。
采用流化床制粒時,用適當濃度的HPMC溶液作黏合劑,易于操作,可制得均勻、流動性好的顆粒。黏合劑漿液溫度宜在50℃左右,這樣可降低其黏性和稠度,增強其霧化效果,利于顆粒成型。
在中藥制粒過程中,特別是噴入黏合劑或以中藥提取液作黏合劑時,供液速度可采用先慢至快最后慢的方法,這樣可使提取液先長成小顆粒,再長成大顆粒,最后加固使之成為結實的顆粒。并且安裝噴槍針閥時應使噴嘴孔較大,否則噴霧過程中容易發生噴槍嘴堵塞,本試驗中筆者將針閥安裝在4~5檔之間(共5檔)。
筆者以相似的方法詳細考察了壓片的處方及工藝因素對片劑質量的影響,將另文發表。
[1]崔福德,游本剛.粉體技術在制藥工業中的應用[J].中國藥劑學雜志,2003,1(2):68-74.
[2]張源.甲花片薄膜包衣的生產工藝優化[J].中國藥師,2009,12(12):1742.
[3]國家藥典委員會.中華人民共和國藥典(一部)[S].2010年版.北京:中國醫藥科技出版社,2010:附錄7.
[4]黃維安.多指標綜合研究中藥半浸膏片乙醇制粒的生產工藝[J].中成藥,1995,17(11):3.
[5]龐鳳華,鄭捷,羅佩霞.一步制粒法在補腎強身片生產中的應用[J].中成藥,2006,28(4):570.
Granulation Process and Prescription for Jiahua Tablet
ZHANG Yuan,ZHOU Qin-mei(Dept.of Preparations,Jiangsu Hospital of Traditional Chinese Medicine,Nanjing 210029,China)
OBJECTIVE:To study the prescription and granulation process for Jiahua tablet.METHODS:Fluid-bed granulation process was investigated by single factor test with appearance of granules,degree of difficulty and ratio of briquetting;the prescription of Jiahua tablet was optimized orthogonal design test with granularity of raw material,concentration and amount of adhesives as index using granularity,angle of repose,intensity,rigidity and friability of granules and disintegration time limit as index.RESULTS:The optimal fluid-bed granulation process was as follows:material temperature of 49~53℃,pressure spray of 0.10~0.12MPa,speed of peristaltic pump of 30~38r·min-1.The optimal prescription was as follows:granularity of dry extract power of 80mesh,adhesives concentration of 3%,amount of adhesives was 180%~200%of the weight of dry extract power.CONCLUSION:By fluid-bed granulation method,prescription and process have been controlled quantitatively to obtain qualified tablet.
Jiahua tablet;Orthogonal test;Fluid-bed granulation;Technology
R284.2;R283.62
A
1001-0408(2012)27-2519-03
2011-07-14
2011-09-18)
DOI10.6039/j.issn.1001-0408.2012.27.08
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52