單臂集束型裝備隨機Petri網模型與性能分析
2012-10-30 07:33:32鄭秀紅胡靜濤
沈陽化工大學學報 2012年4期
鄭秀紅, 胡靜濤
(1.沈陽化工大學計算機科學與技術學院,遼寧沈陽 110142;2.中國科學院沈陽自動化研究所信息服務與智能控制研究室,遼寧沈陽 110016)
集束型裝備(Cluster tools)是當今半導體制造中使用的一類主要裝備,根據SEMI標準E21-96,集束型裝備是一種集成的、包含機械連接在一起的多個處理模塊,傳輸模塊和晶圓承載室的半導體制造設備.隨著半導體加工過程中集成度的提高,集束型裝備的配置變得越來越復雜,裝備的吞吐量,晶圓的生產周期和加工腔體利用率等特性不僅與晶圓處理時間有關,還與集束型裝備的一些其他屬性有關,如晶圓承載室參數,機械手參數,腔體參數和晶圓處理流程參數等都對裝備產能、加工周期有影響.在裝備配置的不確定性和復雜的晶圓處理流程的雙重影響下,對產能的預測更加困難.建立集束型裝備的加工過程模型在預測集束型裝備性能和優化系統配置上成為非常必要的解決方式.
仿真是一種預測裝備性能的方法,LeBaron采用商業仿真軟件AutoMod開發了一個靈活、高精度的集束型裝備仿真模型,模擬裝備運行[1-2].IBM的工程師Shikalgar等用6年多的時間研究了一個仿真模型來模擬半導體300 mm生產線的實際加工過程,應用該仿真模型可以得到更加準確的產能結果[3].Gupta開發了一個仿真模型,驗證并分析了單臂機械手集束型裝備的最大吞吐量理論模型[4].但實踐證明,仿真是一種非常費時費力的方法.Petri網是Petri博士在1962年提出的一種系統描述和分析工具,它處理動態離散事件和復雜系統時具有圖形表示和數學描述雙重功能,因此成為半導體制造中集束型裝備生產線強有力的工具,可用于設備的建模和分析.Srinivasan首先建立了Petri網模型,分析了集束型裝備的性能[5].考慮加工過程的持續時間因素,Zuberek利用賦時Petri網為集束型裝備建模,模型涉及到很多類集束型裝備,如單臂機械手,雙臂機械手、多機械手,可重入等裝備,最后利用結構化分析方法分析模型,計算裝備性能[6-7].白麗平和伍乃琪用面向資源的著色賦時Petri網構造了集束型裝備的模型,分析了裝備的性能[8-9].對于集束型裝備的調度問題也有了一些研究,伍乃騏構造了系統的Petri網模型并確定了實時控制策略,對雙臂集束型裝備的晶圓駐留時間變化作了詳細的分析,推導出了一個有效方法.應用該方法可以進行系統可調度性分析,以找到優化的調度方案[10].
目前,大部分研究都是針對應用賦時Petri網對集束型裝備建模,即所有變遷的時間是確定的、不變的,但是,該模型不能準確地反映裝備運轉的實際情況,因為實際運轉過程中裝備的處理時間并不是一個固定值,而是符合一定概率分布的隨機值.所以,針對這一問題本文提出利用隨機Petri網對集束型裝備建模,然后,構造同構的馬爾可夫過程,分析馬爾可夫過程,計算裝備的吞吐量和處理模塊的利用率.
1 集束型裝備
1.1 裝備結構
集束型裝備的結構如圖1所示.通常集束型裝備由處理模塊(process module,PM),晶圓承載室(Loadlock,LL)和一個基于機械手的傳輸模塊(Transfer Module)組成.處理模塊負責加工晶圓,大多處理模塊都是單晶圓的,即同一時間只能處理1個晶圓.機械手有單臂機械手和雙臂機械手2種,它負責為處理模塊卸載、加載和移動晶圓,單臂機械手1次只能處理1片晶圓,如圖1所示.而雙臂機械手可同時承載2片晶圓.晶圓承載室負責待處理和處理后晶圓的存放.
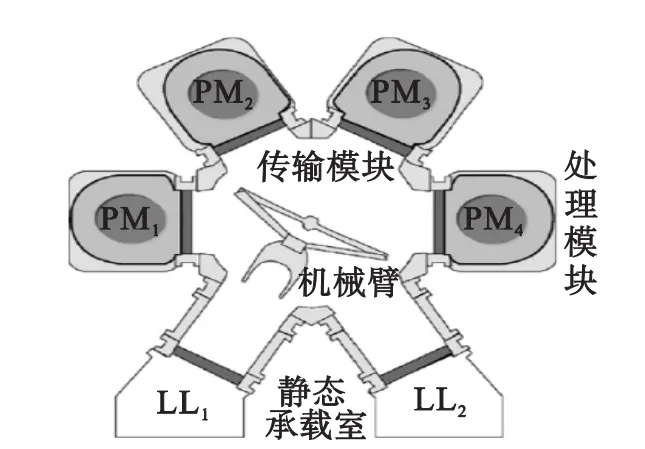
圖1 集束型裝備Fig.1 Cluster tools
1.2 晶圓的加工流程
晶圓的處理模式可根據配方靈活調整,因此,一個集束型裝備可以處理很多種晶圓流模式.通常根據晶圓流模式的不同,可把集束型裝備分為并行集束型裝備和串行集束型裝備.并行集束型裝備含有1個以上的處理模塊執行相同的晶圓加工操作步驟.而在串行集束型裝備中,各個處理模塊執行不同的加工操作,晶圓必須遍歷所有處理模塊才能夠完成加工處理.
以圖1為例,假設處理模式為串行,單臂機械手,裝備開始時處于閑置狀態,晶圓的處理順序為 LL1→PM1→PM2→PM3→PM4→LL2.有一批晶圓(通常包含25片晶圓)要加載到集束型裝備的晶圓承載室LL1中,系統的加工過程如圖2所示.
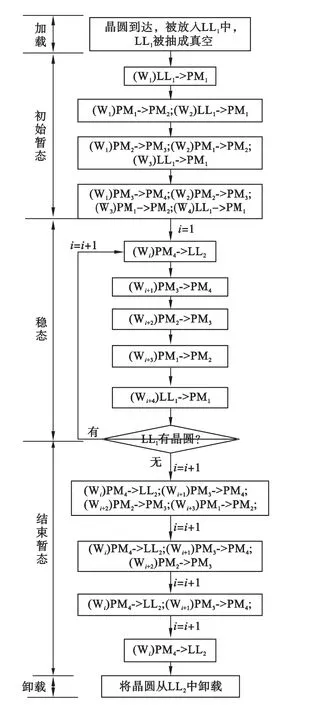
圖2 晶圓的加工流程Fig.2 The process procedure of wafer
圖2中箭頭表示機械手從一個腔體向另一個腔體移動晶圓.Wi表示第i片晶圓.
一批晶圓從進入集束型裝備到離開裝備要依次經過加載,初始暫態,穩態,結束暫態,卸載5個系統狀態.在5個狀態中,穩態具有周期性特點,且系統處于穩態的時間最長,所以,對裝備運轉過程的建模分析,關鍵就是對穩態時裝備運轉流程進行建模,以分析裝備的性能.
2 隨機Petri網及分析方法
假設變遷Ti擁有一個時延di(di為從變遷從被授權到引發的時間延遲),其中,di是一個非負的、連續的、服從指數分布的隨機變量X,分布函數如下:

隨機 Petri網(Stochastic Petri Net,SPN)是一類變遷擁有上述時延特性的Petri網[11].一個隨機 Petri網就是一個五元組(P,T,F,m0,Λ),其中,Λ:T→R+是一個與所有變遷的引發速率相關的引發函數,通常用λi表示變遷Ti的引發速率,那么,變遷Ti的平均時延就為


分析馬爾可夫過程,穩態時狀態的概率分布Π =(π0,π1,…,πq)滿足:

其中,A=(aij)(q+1)×(q+1)是變遷率矩陣.通過穩態概率Π和引發函數Λ,可分析出系統性能.
3 建模
建立描述集束型裝備加工過程的SPN模型的步驟如下:
步驟1 確定系統配置,如腔體數量,機械手類型,調度策略等;此處分析的集束型裝備是一個2-腔體的單臂集束型裝備.2個處理腔體執行不同的功能,機械手1次只能取運送1個晶圓,只有1個晶圓承載室LL.假設所有的晶圓都有相同的處理步驟,沒有任何腔體可重入.處理流程串行的,LL→PM1→PM2→LL.
步驟2 分析集束型裝備穩態的加工過程,如圖2所示.
步驟3 根據穩態時期的裝備加工過程,確定晶圓流路徑,穩態時的晶圓序列:LL?PM1→PM2?LL→PM1?PM2→LL,其中符號“?”表示機械手帶晶圓移動,符號“→”表示空機械手移動.
步驟4 確定裝備運行時的主要操作,如加載、卸載晶圓、機械手移動、加工等操作,以及操作的輸入庫所集和輸出庫所集.如表1所示.

表1 主要變遷及其輸入庫所和輸出庫所集Table 1 The input place and output place of the main transition
步驟5 用表1作導向,構造隨機Petri網模型,如圖3所示.圖3中變遷和庫所的描述如表2和表3所示.λi表示變遷Ti的引發率.
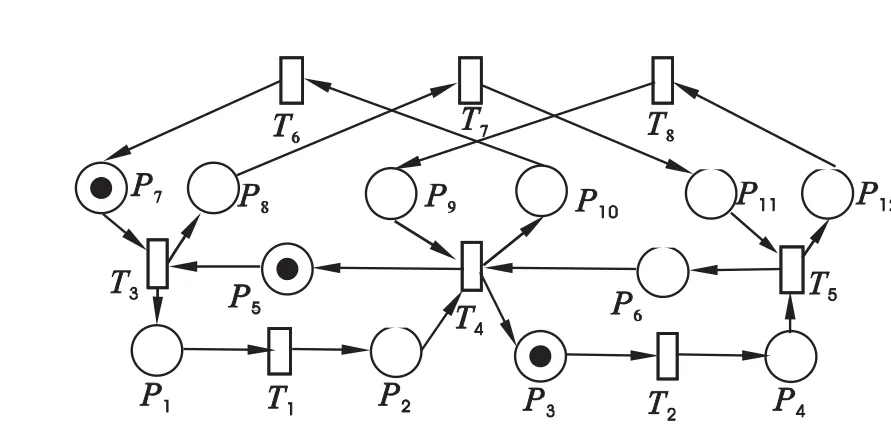
圖3 單臂集束型裝備的SPN模型Fig.3 The SPN model of the single-blade robot cluster tools
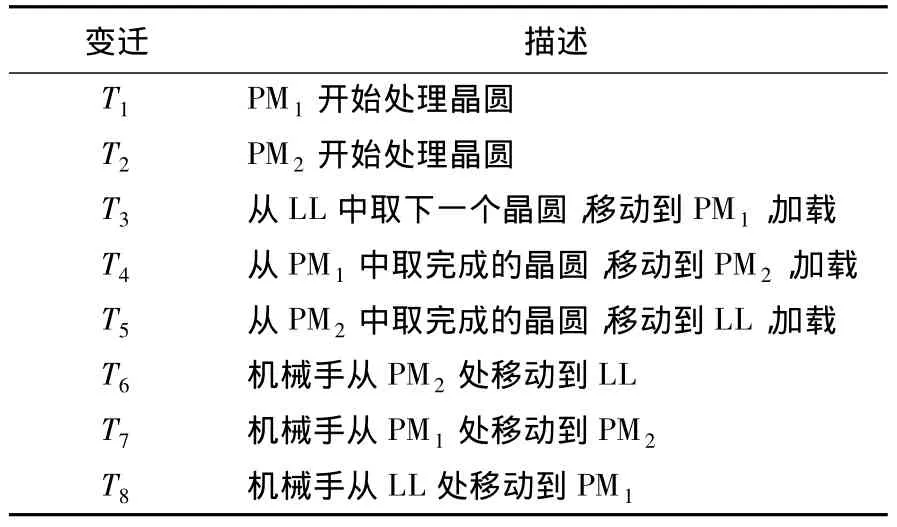
表2 模型中變遷的描述Table 2 The transition description

表3 模型中庫所的描述Table 3 The place description
步驟6 根據系統的穩態特性,穩態開始時,機械手為空,且處于LL處,處理腔體1為空,處理腔體2中有一片晶圓,P5,P3,P7都有一個托肯,所以模型的初態m0=(001010100000).
步驟7 驗證模型.采用軟件包Visual Object Net++[13]驗證Petri網模型的行為屬性,通過該軟件包的驗證,表明該模型是活的、有界的,可達的.因此,可采用馬爾可夫方法分析模型.
4 模型分析
4.1 構造可達圖
從系統初始狀態m0出發,得到系統可到達的所有狀態以及狀態間的關系,構造可達圖,m0可到達的狀態有13個,所有狀態的庫所標識如表4所示.
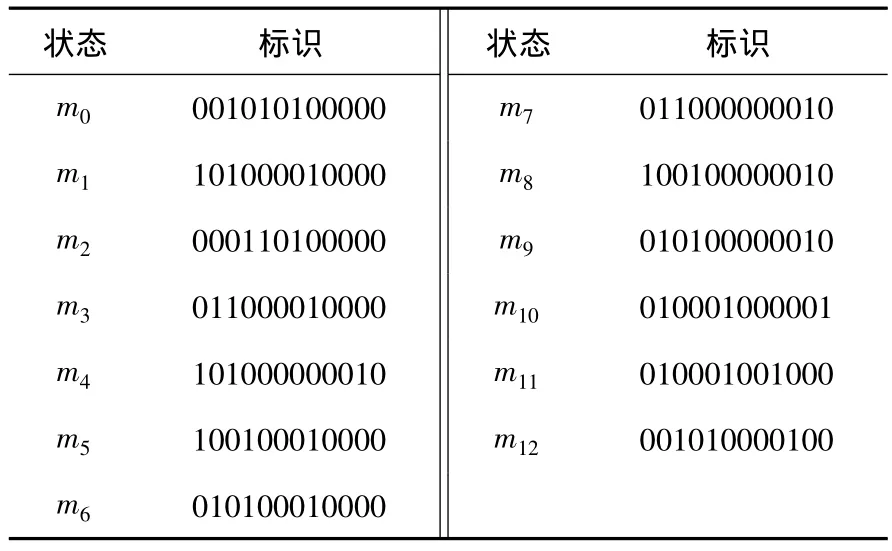
表4 可達標識集列表Table 4 The reachability set
4.2 馬爾可夫過程
在集束型裝備的SPN模型中所有變遷都服從指數分布,變遷Ti服從參數λi的指數分布,根據模型可達圖和變遷的特性得到同構的馬爾可夫過程,如圖4所示.
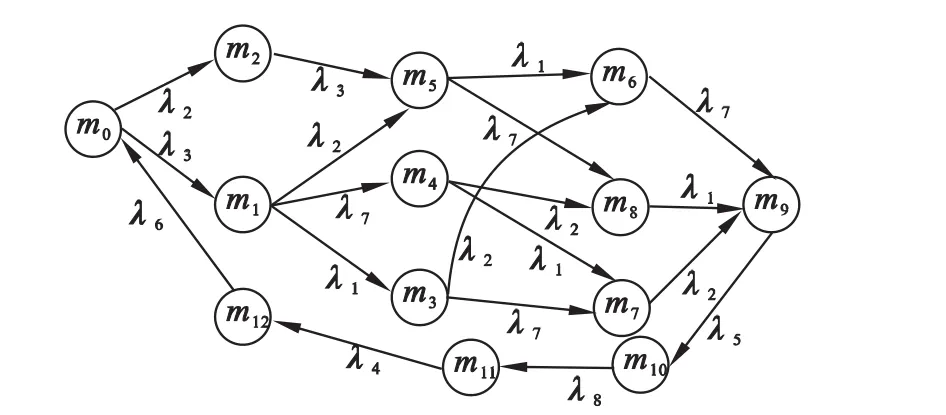
圖4 同構的馬爾可夫過程Fig.4 The equivalent Markov process
4.3 馬爾可夫過程分析
取 λ1=λ2=0.1,λ3=λ4=λ5=λ6=λ7=λ8=1,所有狀態的概率分布 Π =(π0,π1,…,π12),滿足方程組(3),解得:
π =(0.046 46,0.038 72,0.004 65,0.003 52,0.193 57,0.007 74,0.001 13,0.228 8,0.271 01,0.051 1,0.051 1,0.051 1,0.051 1).
4.4 裝備性能分析
4.4.1 系統吞吐量
系統的吞吐量,即單位時間加工的晶圓數量,它是評價集束型裝備性能最重要的指標.由表2可知,變遷T5代表晶圓經過PM1,PM2處理完成,機械手將其取出放入LL中,同時根據圖4可確定只有在狀態m9時,T5可以被授權.那么系統的吞吐量根據如下方法[14]得到:
WHP=f5=λ5π9=1 ×0.051 1=0.051 1.因此,每個晶圓的處理時間約為:
T=1/WHP=1/0.051 1=19.57.
4.4.2 處理模塊利用率
各個模塊利用率的差值是改善裝備配置,提高裝備吞吐量的重要依據.由表3可知,狀態P5代表PM1腔體為空,處于閑置狀態;由表4可知,只有狀態 m0,m2,m12的 P5中托肯數為 1,所以,PM1的利用率[14]為:
UPM1=1-(π0+π2+π12)=0.897 79.
即處理模塊PM1的利用率為89.779%.同理,可計算PM2的利用率為89.78%.
5 結論
提出了集束型裝備的隨機Petri網模型,經驗證,該模型是活的、有界的.推導有界模型的可達圖,確定同構的馬爾可夫過程,通過分析馬爾可夫過程,計算裝備的吞吐量和模塊利用率.與賦時Petri網方法相比,該模型中變遷的時延是隨機的,更符合裝備實際運轉情況,因此計算的性能更準確.但是對隨機Petri網模型分析過程中需要構造模型的可達圖,推導出模型的所有狀態才能構造同構的馬爾可夫過程,所以,該方法不適合大型系統的建模和分析.
[1] LeBaron H T,Pool M.The Simulation of Cluster Tools:a New Semiconductor Manufacturing Technology[C]//Proceedings of the 1994 Winter Simulation Conference.USA:IEEE,1994:907-912.
[2] LeBaron H T,Hendrickson R A.Using Emulation to Validate a Cluster Tool Simulation Model[C]//Joines J A,Barton R R,Kang K,et al.Proceedings of the 2000 Winter Simulation Conference.USA:IEEE,2000:1417-1422.
[3] Shikalgar S T,Fronckowiak D,MacNair E A.Application of Cluster Tool Modeling to a 300 mm Fab Simulation[C]//Chick P J,Sánchez P J,Edward A,et al.Proceedings of the 2003 Winter Simulation Conference.USA:IEEE,2003:1394-1397.
[4] Gupta A K,Lendermann P,Sivakumar A I,et al.Simulation Analysis of Cluster Tool Operations in Wafer Fabrication[C]//Proceedings of the 2008 Simulation Conference.USA:IEEE,2008:2141-2147.
[5] Srinivasan R S.Modeling and Performance Analysis of Cluster Tools Using Petri Nets[J].IEEE Transactions on Semiconductor Manufacturing,1998,11(3):394-403.
[6] Zuberek W M.Timed Petri Nets in Modeling and A-nalysis of Cluster Tools[J].IEEE Transactions on Robotics and Automation,2001,17(5):562-575.
[7] Zuberek W M.Cluster Tools with Chamber Revisiting-modeling and Analysis Using Timed Petri Nets[J].IEEE Transactions on Semiconductor Manufacturing,2004,17(3):333-344.
[8] 白麗平,伍乃騏.半導體制造中具有非重入過程的自動組合裝置的性能分析[J].系統工程理論與實踐,2005,6:11-18.
[9] 白麗平,伍乃騏.半導體重入加工過程自動組合裝置的建模與分析[J].計算機集成制造系統,2005,11:320-325.
[10] Wu N Q,Zhou M C,Analysis of Wafer Sojourn Time in Dual-arm Cluster Tools with Residency Time Constraint and Activity Time Variation[J].IEEE Transactions on Semiconductor Manufacturing,2010,23(1):53-64.
[11] Zhou M C,Jeng M D.Modeling,Analysis,Simulation,Scheduling,and Control ofSemiconductor Manufacturing Systems:a Petri Net Approach[J].IEEE Transactions on Semiconductor Manufacturing,1998,11(3):333-357.
[12] Mollog M K.Performance Analysis Using Stochastic Petri Nets[J].IEEE Transactions on Computers,1982,31(9):913-917.
[13] Drath R.Petri-Net-CAD/CAE-Tool:Visual Object Net++1.44[EB/OL].(2008-07-10)[2011-12-10].http://www.systemtechnik.tu-ilmenau.de/%7Edrath/visual_E.htm.
[14]江志斌.Petri網及其在制造系統建模與控制中的應用[M].北京:機械工業出版社,2004:98-100.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06