45鋼送絲激光熔覆成型基礎(chǔ)工藝*
2012-10-23 05:49:58四庫孫進(jìn)
制造技術(shù)與機(jī)床 2012年6期
四庫孫進(jìn)
(華南理工大學(xué)機(jī)械與汽車工程學(xué)院,廣東廣州 510640)
目前,激光熔覆主要用于表面改性、表面修復(fù)和零件制造[1-2],航天領(lǐng)域研究較多[3-5]。從材料的輸送方式來看其分為送粉(預(yù)先鋪置和送粉器送粉)[1,6]、送絲[2,7-8]和粉絲同送[9]3 大類。近年來,研究者聚焦于送粉激光熔覆技術(shù)上。然而,該技術(shù)難以達(dá)到和傳統(tǒng)制造相媲美的效率,且難以得到致密的金屬組織。聚焦于送絲激光熔覆技術(shù)上的研究多涉及的是Ti合金[8]等功能合金,并未涉及普通鋼材。本文旨在研究基于送絲技術(shù)的45鋼激光熔覆成型技術(shù)及其各種參數(shù)對(duì)熔道質(zhì)量和熔覆效率的影響。

表1 45鋼化學(xué)成分
1 實(shí)驗(yàn)過程
1.1 實(shí)驗(yàn)裝置
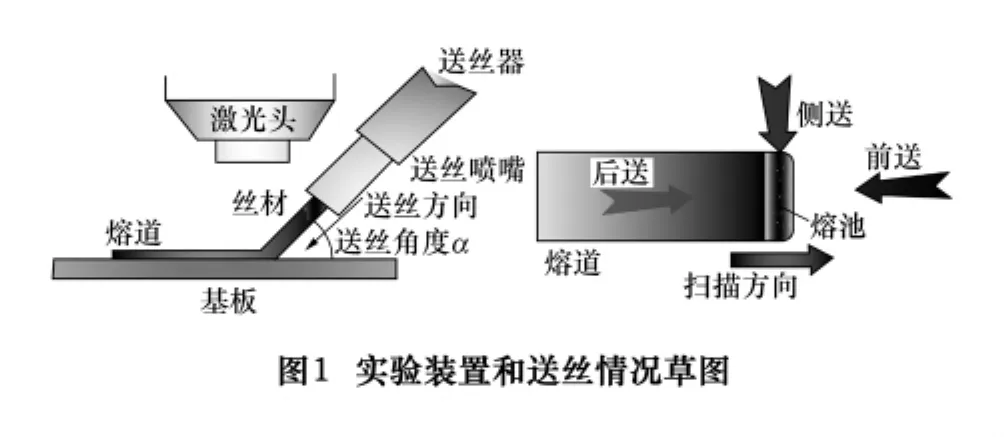
實(shí)驗(yàn)裝置主要包括500 W的Nd:YAG激光器(1.06 μm)及光路傳輸系統(tǒng)、側(cè)送送絲裝置和數(shù)控臺(tái)。數(shù)控臺(tái)擁有4個(gè)自由度:x軸、y軸、z軸和送絲A軸。另外,該裝置還包括冷卻系統(tǒng)、攝像系統(tǒng)和氣體保護(hù)系統(tǒng)。聚焦系統(tǒng)設(shè)定焦距為75 mm,聚焦光斑直徑為0.3~0.6 mm,實(shí)驗(yàn)裝置和送絲情況如圖1所示。
1.2 實(shí)驗(yàn)材料
45鋼經(jīng)調(diào)質(zhì)處理可獲得良好的綜合機(jī)械性能,廣泛應(yīng)用于各種重要的結(jié)構(gòu)零件,特別是那些在交變負(fù)荷下工作的連桿、螺栓、齒輪及軸類等,且可作模具修復(fù)材料。45鋼具有良好的焊接性能,宜作為激光熔覆材料。本實(shí)驗(yàn)將把絲徑為0.4 mm的45鋼鋼絲熔覆于厚度為3 mm的45鋼基板上。45鋼的化學(xué)成分見表1。
1.3 實(shí)驗(yàn)設(shè)置
光束能量沿掃描方向成正態(tài)分布,送絲方向選定為此方向,如圖1所示。寬的光束可為絲材提供更大的振動(dòng)容度,防止絲材偏出光束而熔化不充分,從而保證熔覆過程穩(wěn)定進(jìn)行。基于此擬定單熔道的長(zhǎng)度為90 mm。實(shí)驗(yàn)將按照以下3大步進(jìn)行:第一步,根據(jù)熔道表面質(zhì)量確定送絲方向和角度;第二步,研究激光掃描速度、送絲速度和激光功率對(duì)熔道質(zhì)量和熔覆效率的影響,以及熔道間的最佳搭接率;第三步,在前兩步的基礎(chǔ)上研究熔道的微觀硬度和微觀組織特性。
1.4 式樣制備與表征
熔道完成后將其截?cái)嗖伖猓贸吧顪y(cè)量容道寬度和高度,以此評(píng)價(jià)熔覆效率。用HV-1000型顯微硬度儀測(cè)量微觀硬度,光學(xué)顯微鏡觀察熔道表面質(zhì)量和缺陷。繼而將拋光的試樣用含氫弗酸2%硝酸5%的酒精溶液侵蝕,干燥后用4XC金相顯微鏡和掃描電鏡觀察微觀組織。最后,綜合評(píng)價(jià)熔覆效率和熔道質(zhì)量,找出最佳工藝參數(shù)。
2 實(shí)驗(yàn)結(jié)果和分析
2.1 送絲方向和角度的確定
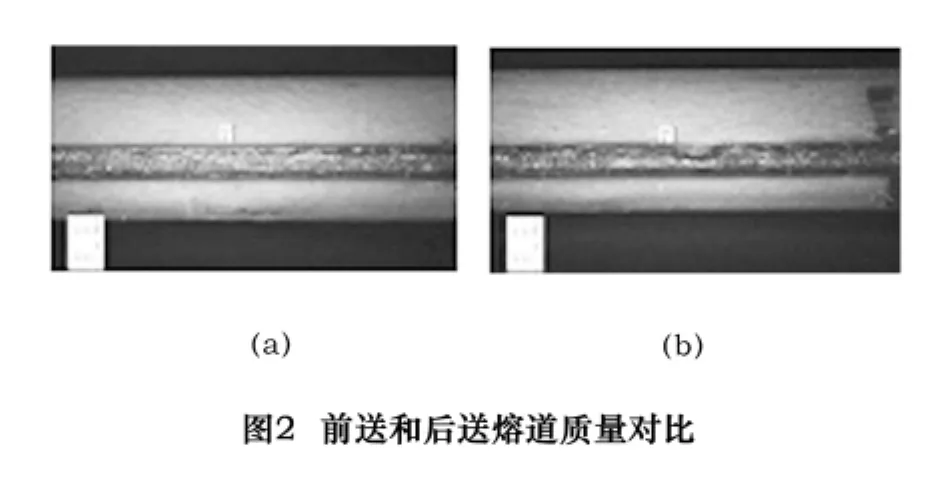
1.3中確定送絲方向平行于掃描方向。圖2中a圖和b圖對(duì)比展示了前送和后送熔道質(zhì)量情況,a圖熔覆表面較之b圖光滑,據(jù)此選定前送。后送熔覆過程中,絲材被送到熔池表面且遠(yuǎn)離熔池,熔化不充分,如此形成瘤塊狀斷續(xù)的波紋熔道。前送熔覆過程中,絲材經(jīng)預(yù)熱被送進(jìn)熔池,充分熔化后結(jié)晶凝固又經(jīng)邊緣低能光束回火可得到光滑的熔道。
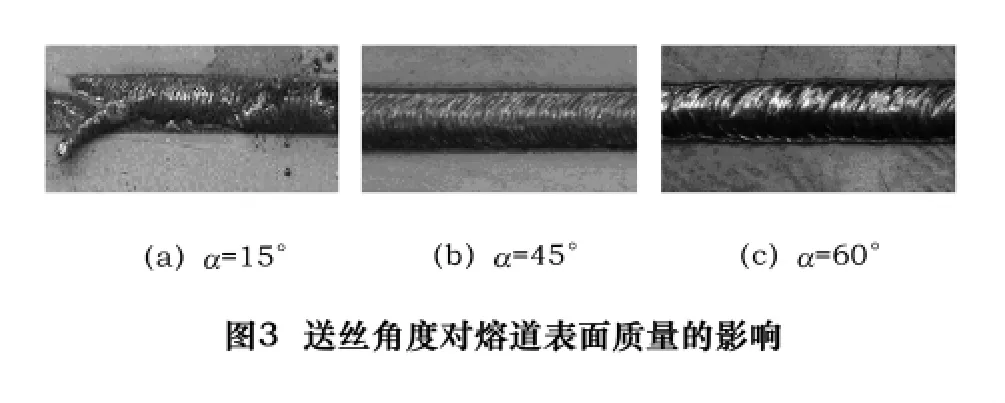
前送方式下,設(shè)定激光輸入電流I為300 A,掃描速度Vf為 300 mm/min,送絲速度Vc為 30 mm/min,送絲角度 α 分別為15°、45°、60°,實(shí)驗(yàn)獲得的3條熔道如圖3所示。送絲角度為15°時(shí),絲材與熔池間的空間極小,其未經(jīng)充分熔化就觸碰到已凝固的熔道而折彎偏出熔道,熔道表面質(zhì)量極差。送絲角度為45°時(shí),絲材與光束的作用位置良好,可得到光滑的熔道。送絲角度為60°時(shí),絲材與激光接觸時(shí)間增長(zhǎng),熔道的波紋度加大,表面質(zhì)量變差。根據(jù)以上結(jié)論選定送絲角度為 45°。
2.2 激光功率、掃描速度和送絲速度度對(duì)熔道的影響
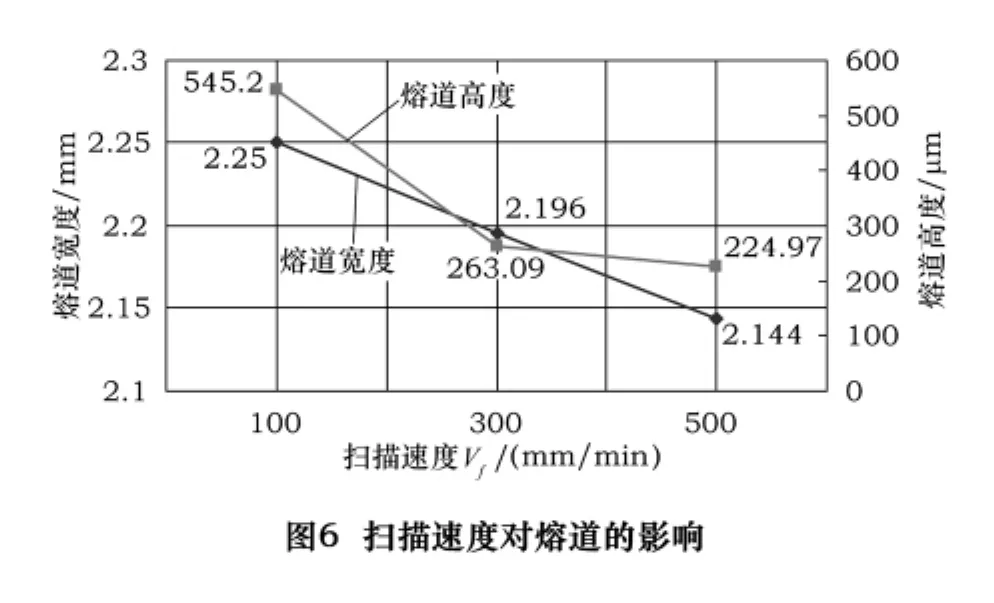
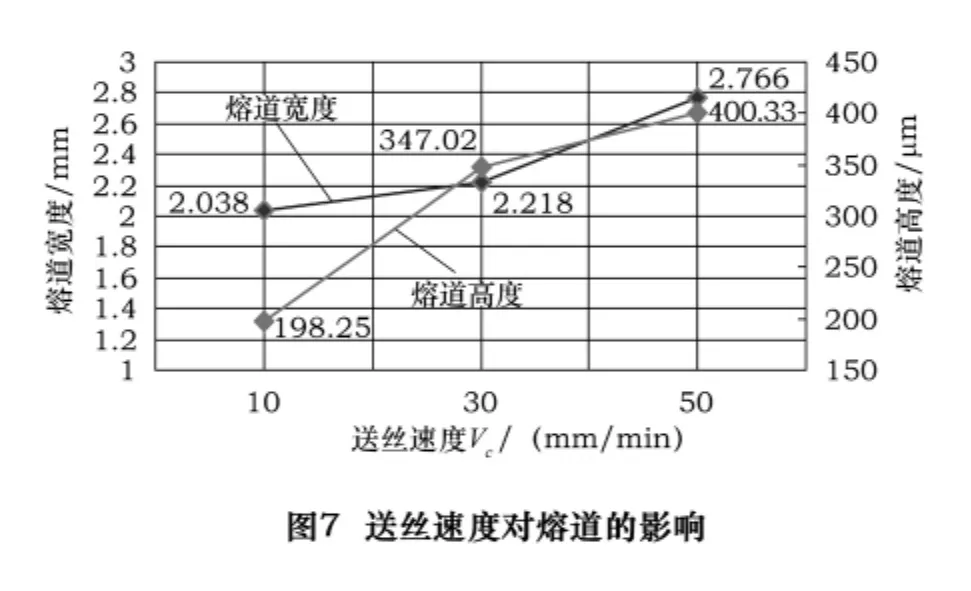
圖4為熔道截面草圖,用作截面尺寸測(cè)量參照。設(shè)定掃描速度Vf為300 mm/min、送絲速度Vc為 30 mm/min,變換激光功率進(jìn)行實(shí)驗(yàn),熔道寬度和高度測(cè)量值如圖5所示;設(shè)定激光器電流I為300 A,Vc為30 mm/min,變換掃描速度進(jìn)行單道熔覆實(shí)驗(yàn),熔道寬度和高度測(cè)量值如圖6所示;設(shè)定激光器電流I為300 A,Vf為300 mm/min,變換送絲速度進(jìn)行單道熔覆實(shí)驗(yàn),熔道寬度和高度測(cè)量值如圖7所示。
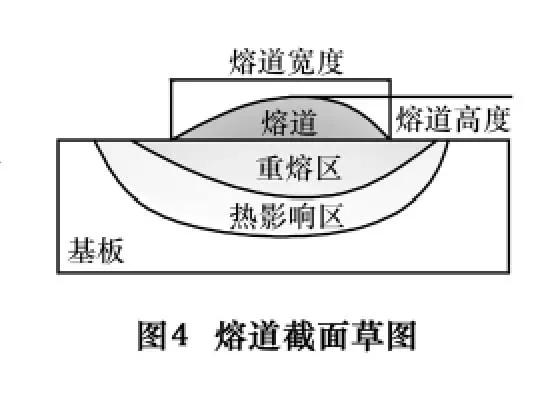
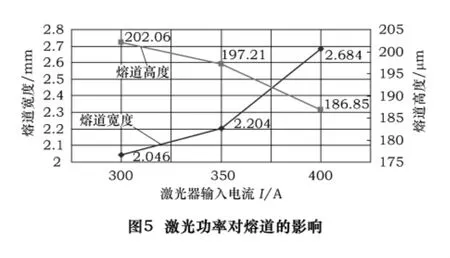
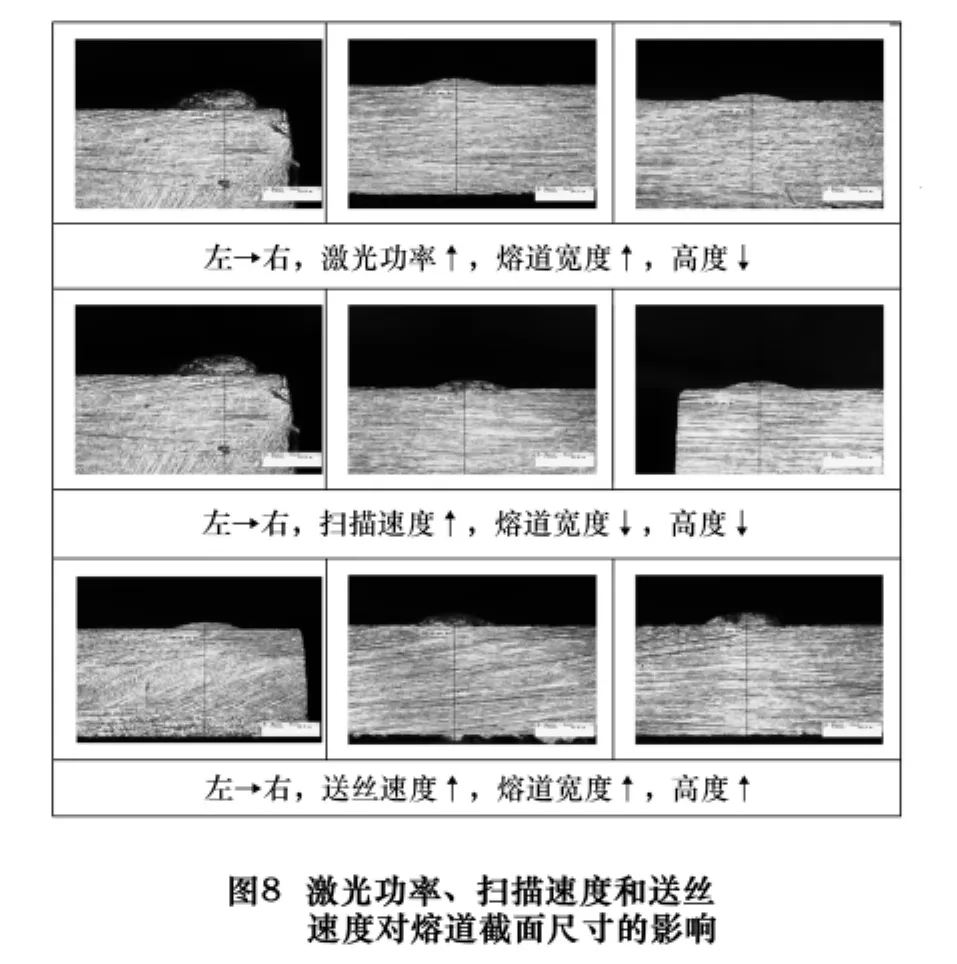
圖5顯示,隨著激光功率增大熔道寬度增大、高度減小,由于受到掃描速度和送絲速度的限制總體堆積效率不變,但是該趨勢(shì)有利于多道搭接以及多層熔覆。圖6顯示,隨著掃描速度增大,熔道寬度和高度都減小,堆積效率降低。圖7顯示,隨著送絲速度增大,熔道寬度和高度增大,堆積效率提高,但是送絲速度過大將造成熔化不充分現(xiàn)象。圖8是上述情況的直觀顯示。
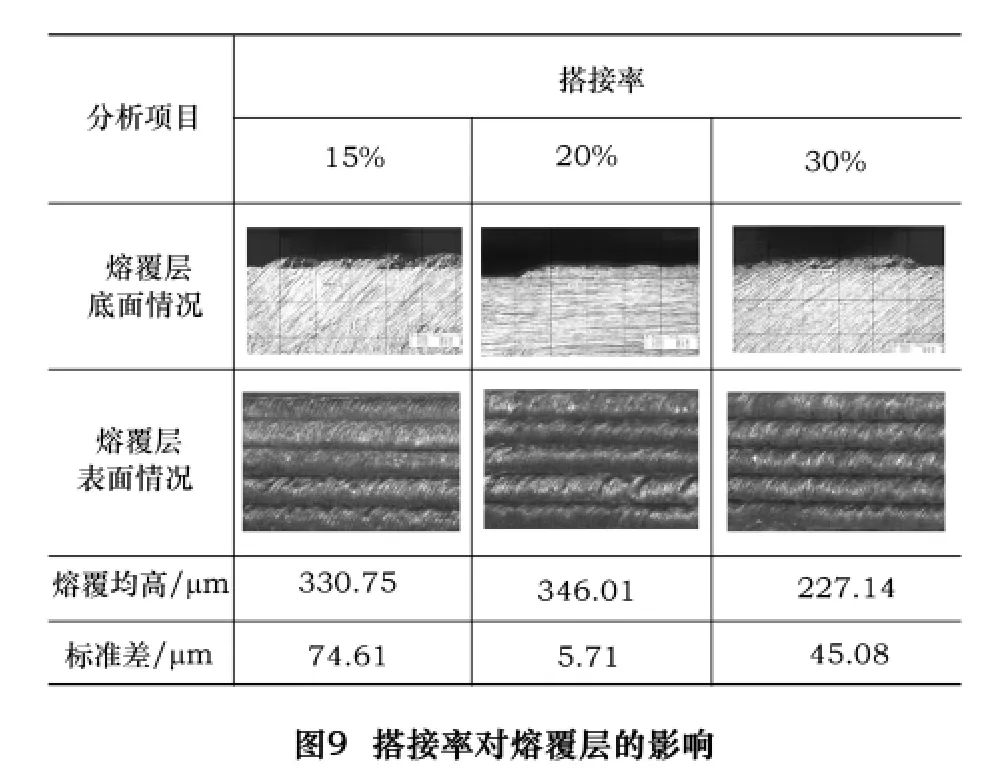
2.3 搭接率對(duì)熔覆層的影響
在選定送絲方向?yàn)榍八停徒z角度α為45°,激光輸入電流I為300 A,掃描速度Vf為300 mm/min,送絲速度Vc為30 mm/min的情況下進(jìn)行搭接實(shí)驗(yàn),搭接率分別為15%、20% 和30%,圖9顯示了其實(shí)驗(yàn)結(jié)果。當(dāng)搭接率為15%時(shí),熔道間明顯凹陷;搭接率為30%時(shí),熔道后道蓋過前道,出現(xiàn)熔道逐漸抬高的現(xiàn)象;搭接率為20%時(shí),搭接情況良好。另外,從熔道高度標(biāo)準(zhǔn)差也可看出搭接率為20%時(shí)搭接情況良好。
2.4 熔道的微觀組織
圖10顯示了整個(gè)熔道截面區(qū)的柱狀微觀組織,晶粒生長(zhǎng)方向從熔道中心向四周擴(kuò)展,與傳熱方向一致。由c區(qū)和b區(qū)金相組織對(duì)比可得c區(qū)重熔區(qū)的晶粒度明顯小于b區(qū)熔道區(qū),這是c區(qū)熱傳導(dǎo)效率明顯高于b區(qū)的緣故。由單道微觀組織圖和多道搭接處的微觀組織圖可知,熔道處無組織缺陷,送絲激光熔覆成型技術(shù)可得到致密的金屬組織。

2.5 熔道的微觀硬度
設(shè)定基體表面為基面,基面偏向熔道的方向?yàn)椤?”,分別在熔道、重熔區(qū)和熱影響區(qū)選定多點(diǎn)進(jìn)行微觀硬度測(cè)量,測(cè)量結(jié)果如圖11所示。激光熔覆時(shí)重熔區(qū)和熔道屬于快熔快凝過程,類似于淬火處理。由于不同區(qū)域的散熱情況不同,其硬度值也不同。圖11顯示最高硬度值出現(xiàn)在重熔區(qū)。該區(qū)域熱量向各個(gè)方向傳導(dǎo),較之熔道傳熱效率更高,晶粒度相對(duì)較細(xì)小,硬度值自然相對(duì)較高。而熔道中心由于散熱較慢,晶粒度相對(duì)較大,硬度值最低。
3 結(jié)語
本文通過45鋼鋼絲的激光熔覆成型基礎(chǔ)工藝研究,可得出以下結(jié)論:
45鋼送絲法激光熔覆成型可得到致密無孔松的金屬組織,光滑的金屬表面。送絲最佳方向?yàn)榍八停罴呀嵌葹?5°。最佳工藝參數(shù)搭配為激光輸入電流300 A,掃描速度300 mm/min,送絲速度30 mm/min。熔道截面區(qū)生成柱狀晶粒,其生長(zhǎng)方向從熔道中心向四周擴(kuò)展與傳熱方向一致。微觀硬度值由重熔區(qū)向上下兩端遞減,其中熔道中心硬度值最低。
[1]Wang Wei,Shang Xiaofeng.Functionally gradient material laser rapid prototyping technique[J].Tsinghua Science and Technology,2009(14):192-199.
[2]Edoardo Capello,Barbara Previtali.The influence of operator skills,process parameters and materials on clad shape in repair using laser cladding by wire[J].Materials Processing Technology,2006,174:223–232.
[3]Kelbassa I,Kreutz E W,et al.Proceedings of the 2nd Pacific International Conference on Application of Lasers and Optics,PICALO 2006[C].April 3–5 2006,Melbourne,Australia.
[4]Bremer C.3rd International Conference on Laser Assisted Net Shape Engineering,LANE 2001[C].August 28–31 2001,Erlangen,Germany.
[5]Kelbassar I,Kreutz E W,et al.Proceedings of the 24 th International Congress on Applications of Lasers&Electro-Optics:Laser Materials Processing Conference[C].Oct.31 2005 – Nov.3 2005,Miami,USA.
[6]Andrew J Pinkerton,Lin Li.Multiple - layer cladding of stainless steel using a high-powered diode laser:an experimental investigation of the process characteristics and material properties[J].Thin Solid Films,2004,453/454:471–476.
[7]Waheed Ul Haq Syed,Lin Li.Effects of wire feeding direction and location in multiple layer diode laser direct metal deposition[J].Applied Surface Science,2005,248:518–524.
[8]Sui Him Mok,Guijun Bi,Janet Folkes,et al.Deposition of Ti– 6Al–4V using a high power diode laser and wire,Part I:Investigation on the process characteristics[J].Surface & Coatings Technology,2008,202:3933–3939.
[9]Waheed Ul Haq Syed ,Andrew J Pinkerton,Lin Li.Combining wire and coaxial powder feeding in laser direct metal deposition for rapid prototyping[J].Applied Surface Science,2006 ,252:4803 – 4808.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
甘肅教育(2020年14期)2020-09-11 07:57:42
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
時(shí)代英語·高二(2015年1期)2015-03-16 00:08:11
小天使·一年級(jí)語數(shù)英綜合(2015年2期)2015-01-14 06:35:05

- 制造技術(shù)與機(jī)床的其它文章
- 注重技術(shù)創(chuàng)新 覆蓋全系列產(chǎn)品——訪西門子(中國)有限公司工業(yè)業(yè)務(wù)領(lǐng)域驅(qū)動(dòng)技術(shù)集團(tuán)機(jī)床數(shù)控驅(qū)動(dòng)業(yè)務(wù)總經(jīng)理許政順
- 基于網(wǎng)絡(luò)的難加工材料高速切削數(shù)據(jù)庫系統(tǒng)的研究與開發(fā)*
- 數(shù)控機(jī)床測(cè)量反饋系統(tǒng)自動(dòng)切換功能的開發(fā)
- 普通量?jī)x測(cè)量凸輪的方法構(gòu)思及測(cè)點(diǎn)坐標(biāo)求解
- 鋁車輪旋壓水冷工藝研究
- 一種全新的氣動(dòng)打刀缸