錄返旋壓機芯模數據的采集方法
2012-10-23 05:49:40李亦楠張大舜常敬彥侯豐巖樊貴森
制造技術與機床 2012年6期
李亦楠 張大舜 常敬彥 侯豐巖 樊貴森 王 宇
(長春設備工藝研究所,吉林長春 130012)
旋壓是借助于旋輪等工具的進給運動,加壓于隨機床主軸一起作旋轉運動的金屬毛坯,使其產生連續的局部塑性變形而成為所需的空心回轉體零件的一種少無切削加工工藝[1]。旋壓的變形過程比較復雜,材料內部受到拉、壓、剪切等多種力的作用,工藝參數是影響旋壓件質量的重要因素。
普旋零件品種繁多、形狀復雜,旋壓過程復雜多變,各處變形程度相差較大,材料厚度變化明顯,其變化規律難以預料和控制[2]。以往的成形方案主要靠經驗,而且往往需要多次調整,對于復雜形狀的工件工藝摸索需要通過大量的試驗和經驗。帶有錄返功能的旋壓機,通過采集芯模外形數據,根據成形工藝要求對初始數據進一步處理得到工件電子模版,來指導工件的旋制。
錄返旋壓機在采集芯模數據時,可以感知和控制旋輪施加在工件上的壓力并隨時進行調整。使得機床能夠像旋壓工人那樣手工感知旋壓力,根據工件的厚度和形狀自動調整間隙,更加滿足復雜的旋壓工藝的需求。
1 芯模數據的采集方法
錄返旋壓機在采集芯模數據時,由系統控制縱向軸勻速進給,同時使單側旋輪做貼近芯模的運動。并間隔一段時間采集橫向軸與縱向軸的位置數據,形成電子模版雛形[3]。
考慮到芯模形狀的不同,某一瞬間當旋輪貼近芯模時,由于芯模輪廓的突然改變,使得旋輪受到芯模反作用力加大或減小。此時如果沒有指令控制旋輪后退或者前進,在不確定的旋輪壓力下會導致芯模的損傷或者采集的數據不準確。所以采用如下兩種方式進行芯模數據采集。
1.1 電子信號控制
在用于采集數據的旋輪座適當的位置安裝壓電晶體,用于采集壓力信號。電子信號控制原理圖如圖1所示。
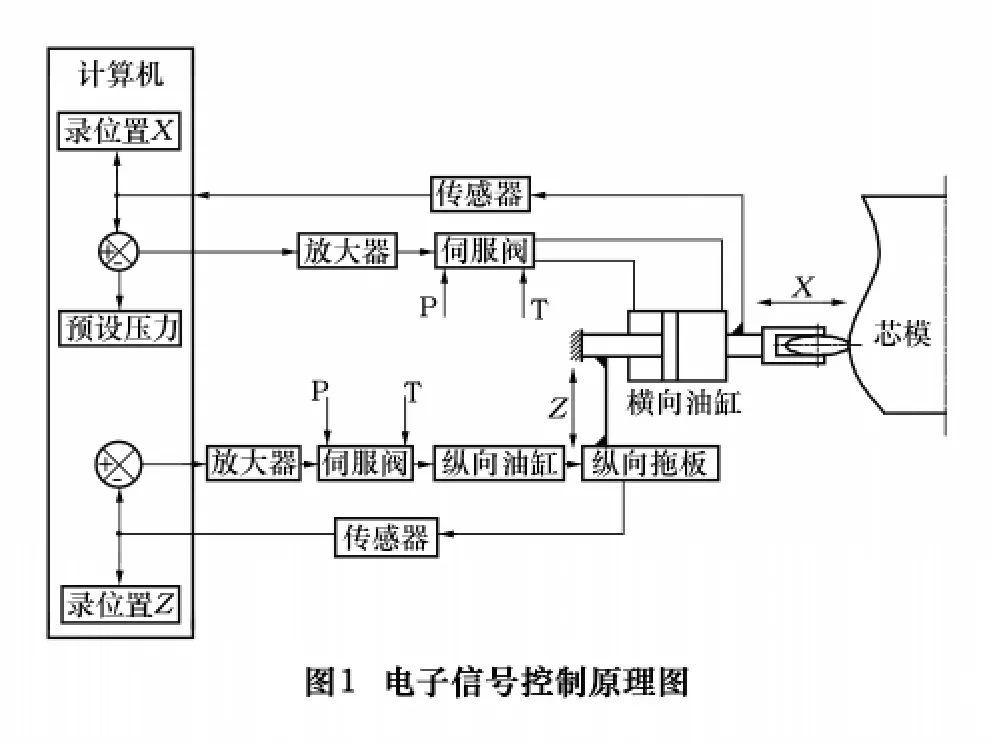
使縱向軸勻速進給,并使單側旋輪(即橫向軸)做貼進芯模運動,直到旋輪靠近芯模,采集橫向軸的壓力數據并與預設的壓力區間進行比較。當瞬間壓力大于預設定值最大值時,系統控制伺服閥使橫向旋輪向遠離芯模的方向運動;當瞬間壓力小于預設定值最小值時,再次通過伺服閥使橫向旋輪向逼近芯模的方向運動。記錄縱向及橫向軸的位置數據,用于毛坯工件的旋壓。
1.2 液壓控制
在采集芯模數據時,引入差動液壓油缸與比例減壓閥組成的液壓結構,并使系統處于開環控制條件下。使得在縱向軸勻速進給的同時,旋輪完全貼近芯模外輪廓進行運動,此時記錄縱向軸、橫向軸的位置信號。
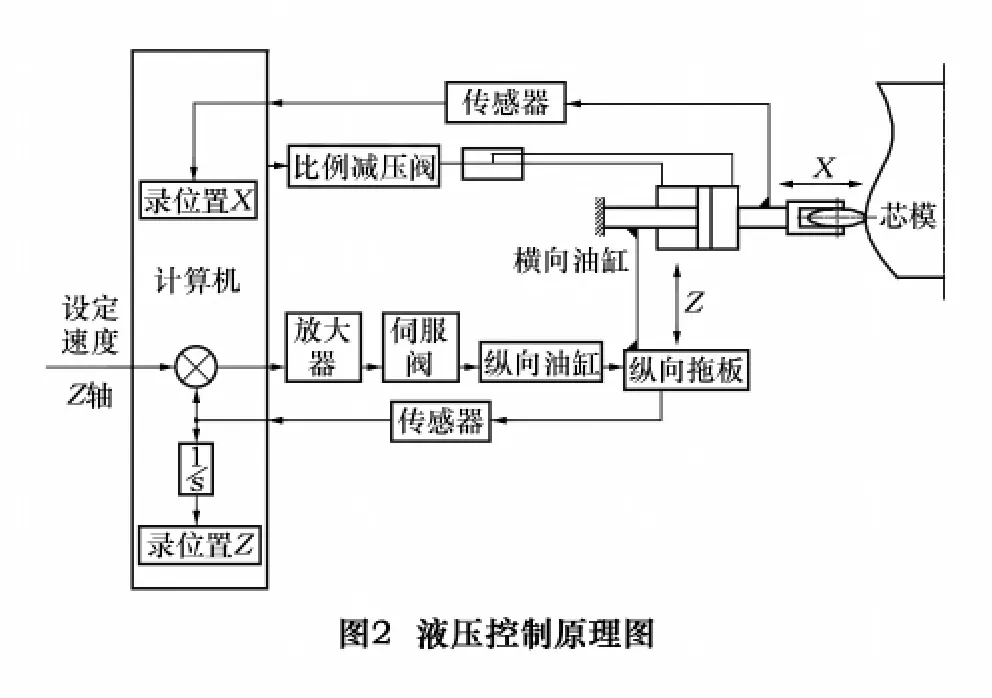
如圖2所示,固定油缸,并聯通油缸兩腔,通過油路塊連接比例減壓閥,系統控制比例減壓閥給出0.1~0.5 MPa的壓強。由于油缸兩腔聯通,所以兩腔具有同樣的壓強,此時橫向軸通過旋輪作用于芯模表面的壓力僅為
式中:ΔA為油缸內活塞面積與液壓桿面積之差;P為兩腔內液壓油壓強。
由上式可以看出,在液壓控制方式下,橫向旋輪在采集芯模數據時作用于芯模的壓力很小,只是單純地隨著芯模的外輪廓運行,可以將旋輪對芯模的損傷降到最小。
2 試驗驗證
2.1 試驗原理
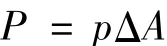
芯模如圖3所示。
旋輪所在的橫向軸安裝于縱向進給軸上,系統控制縱向軸以240 mm/min的速度勻速帶動橫向軸由A點向C點進給。同時使單側旋輪(即橫向軸)做貼進芯模(即A點)的運動,直到旋輪靠近芯模,按下“錄芯模”按鍵,開始采集芯模數據。
由圖3可以看出,旋輪由A點向B點運行時,由于芯模的特殊形狀,使得旋輪除了受到摩擦力以外還受到芯模的反向作用力。此時如果沒有控制信號使旋輪向遠離芯模的方向運行,使旋輪維持原有的運行狀態,即加大旋輪驅動力以克服外在的阻力,其結果則是逐漸加大的旋輪壓力導致芯模劃傷;當旋輪由B點向C點運行時,由于芯模對旋輪的反作用力的方向改變,需要旋輪繼續向貼近芯模的方向運行才能保證采集的數據真實準確,這就要求此時旋輪的運行方向發生改變。
分別將兩種方法用于同一個芯模的數據采集,得到真正能夠自適應調整旋輪運行并能準確記錄數據的方式。
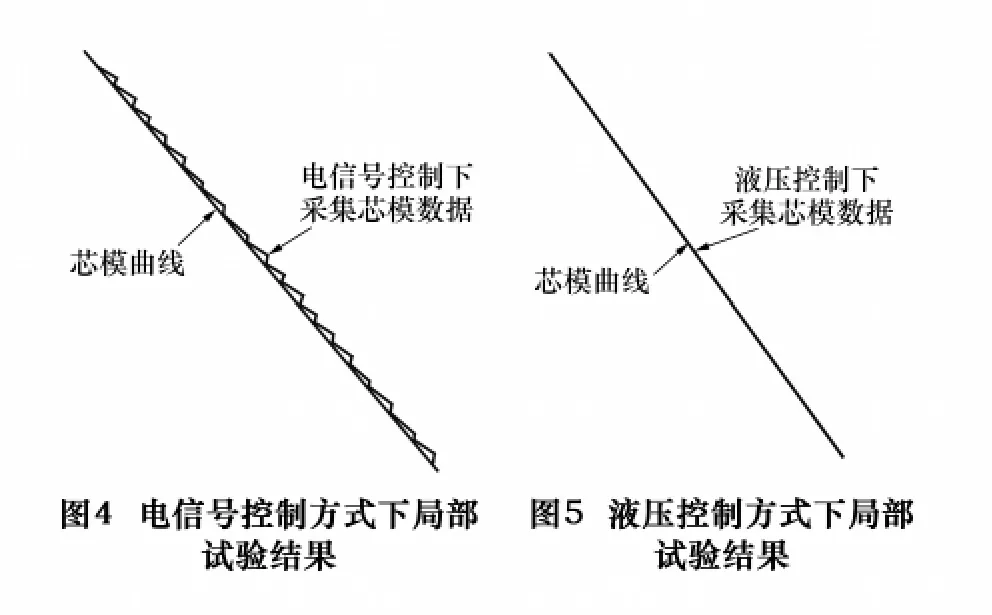
2.2 采用電子信號控制采集數據的結果
試驗中每隔30 ms采集壓電晶體得到的旋輪壓力信號并將其傳送到系統,與系統中預設的1 N≤FP≤5 N進行比較。當實際檢測的壓力大于預設值最大值時,系統發出旋輪退信號,伺服閥控制旋輪向遠離芯模的方向小幅運動;當檢測的實際值小于預設的最小值時,系統發出旋輪進信號,通過伺服閥控制旋輪向靠近芯模的方向小幅運動。
試驗發現:由于伺服閥具有很高的靈敏度,很小的控制信號經由放大器、伺服閥實施后,往往產生很大的驅動力。其結果表現出來的是旋輪貼近芯模做鋸齒形振蕩,如圖4所示。
2.3 采用液壓控制采集數據的結果
將差動油缸應用于橫向軸,在采集芯模數據時,將系統的控制模式由原有的閉環控制改成開環控制,避免由于旋輪的位置監控產生的報警信息導致運行停止。確保旋輪能夠自適應地隨芯模的形狀改變;在生產加工時,將系統控制模式變為閉環控制,將采集到的數據與加工工藝結合,用于產品的旋制。
試驗發現:用液壓控制方式采集芯模數據,能夠準確、無誤地反映芯模輪廓狀態。試驗結果如圖5所示。
3 結語
試驗證明,采用液壓控制方式采集芯模數據,能夠使旋輪自適應地隨芯模的形狀變化而改變,從而盡可能地降低旋輪對芯模損傷機率。已經將這種方法應用于實際的機床上并進行了工件的批量生產。
實踐證明,采用液壓控制的數據采集方式用于錄返旋壓機中,能夠極大地簡化生產控制過程,不僅為異形件復雜的旋壓工藝的確定提供了可靠、準確的數據依據,而且使得復雜工件的加工成為現實。
[1]王成和,劉克璋.旋壓技術[J].北京:機械工業出版社,1986.
[2]呂炎.鍛壓成形理論與工藝[M].北京:機械工業出版社,1991.
[3]王曉東,徐殿國,王炎.計算機在錄返旋壓機控制系統中的應用[J].計算機應用,1996,16(2):46 -48.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國生殖健康(2019年3期)2019-02-01 06:12:26
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
銅業工程(2015年4期)2015-12-29 02:48:39
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
