工業(yè)制動器缸體桁架機(jī)械手自動線應(yīng)用開發(fā)
2012-10-23 07:51:16李玉榮
制造技術(shù)與機(jī)床 2012年8期
關(guān)鍵詞:設(shè)計(jì)
李玉榮
(寧夏小巨人機(jī)床有限公司技術(shù)部,寧夏銀川 750002)
隨著國內(nèi)用工成本上升以及產(chǎn)業(yè)升級需求,目前國內(nèi)許多機(jī)械加工工廠面臨生產(chǎn)方式升級。機(jī)械加工設(shè)備無人化生產(chǎn),利于生產(chǎn)管理、控制質(zhì)量、壓縮人員成本、綜合提升工廠能力。單機(jī)自動化、多機(jī)自動化已成為必然選擇,可有效減少現(xiàn)場人員,降低勞動力成本。故此為用戶提供高質(zhì)量、高效率、高柔性的生產(chǎn)單元或生產(chǎn)線將成為機(jī)床行業(yè)發(fā)展的必然趨勢。
本文介紹的自動生產(chǎn)線是集寧夏小巨人機(jī)床高速加工中心VTC160AN、寧夏新瑞長城機(jī)床有限公司LG32數(shù)控車床及桁架機(jī)械手等為一體的柔性結(jié)合的數(shù)控加工自動線,用于完成工業(yè)制動器缸體加工,生產(chǎn)線為全自動運(yùn)轉(zhuǎn)模式,采用現(xiàn)場總線技術(shù),對線上的設(shè)備進(jìn)行實(shí)時控制和實(shí)時監(jiān)控,并設(shè)有總控室對全線的生產(chǎn)狀態(tài)進(jìn)行掌控,生產(chǎn)線的現(xiàn)場設(shè)置大屏幕實(shí)時顯示生產(chǎn)線狀態(tài)信息。它充分吸取了國外桁架機(jī)械手生產(chǎn)線的特點(diǎn),根據(jù)產(chǎn)能要求及工件特點(diǎn),優(yōu)化工藝流程,實(shí)現(xiàn)“一個流”設(shè)計(jì),完成制動器缸體從毛坯至成品。
1 技術(shù)方案設(shè)計(jì)
1.1 基本信息
生產(chǎn)線加工工件為工業(yè)制動器缸體,毛坯材質(zhì)為45鋼,精鍛件,設(shè)計(jì)產(chǎn)能為年產(chǎn)1萬套,機(jī)械生產(chǎn)線完成由毛坯至成品(見圖1)。
1.2 工藝方案
根據(jù)生產(chǎn)線“一個流”設(shè)計(jì)要求,考慮此工件自身特點(diǎn),根據(jù)圖紙及相關(guān)精度要求,將此工件分7道工序進(jìn)行,根據(jù)加工內(nèi)容計(jì)算分配,可實(shí)現(xiàn)單機(jī)節(jié)拍平衡。由于此工件關(guān)鍵在于缸孔內(nèi)密封槽加工,既要求與缸孔同軸亦要求槽底粗糙度Ra1.6 μm,以滿足高壓狀態(tài)時密封要求。根據(jù)材料工藝性及使用要求,采用車床完成,車削完成可保證槽底紋路為環(huán)形,利于密封。主要工藝思路構(gòu)想如下,基于工件產(chǎn)品質(zhì)量保證及便于自動模式實(shí)施,優(yōu)先考慮后工序精基準(zhǔn)加工,完成加工底面及螺栓孔,將其中兩螺栓孔精加工作為定位工藝孔,后序即以此為基準(zhǔn)根據(jù)節(jié)拍、圖紙精度要求完成其他面加工。
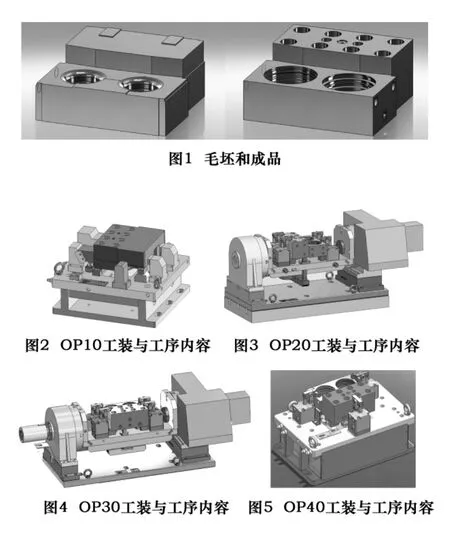
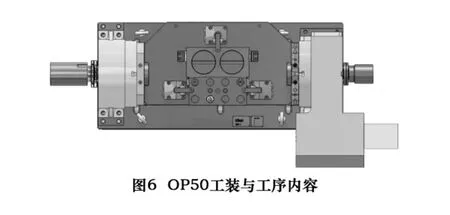
簡要如下:OP10加工缸體大面及工藝基準(zhǔn)(見圖2);OP20采用4軸回轉(zhuǎn)方式加工長度方向面及孔(見圖3);OP30采用4軸回轉(zhuǎn)方式加工寬度方向面及孔(見圖4);OP40粗加工缸孔、缸孔面及缸孔內(nèi)油孔(見圖5);OP50精加工缸孔面及缸孔內(nèi)槽粗加工(見圖6);OP60、OP70采用車床精車缸孔及槽(見圖7),采用兩臺。生產(chǎn)線根據(jù)產(chǎn)能要求及工藝內(nèi)容,模擬切削路徑計(jì)算由7臺設(shè)備組線完成。

1.3 自動線布局
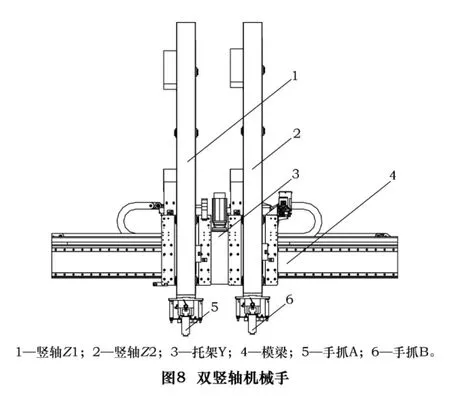
機(jī)床有效價值在于切屑產(chǎn)出時間,此工件單工序加工節(jié)拍為10 min,機(jī)械手在工序間運(yùn)動時間與機(jī)床加工重合,因此占用機(jī)床加工有效時間即為機(jī)械手與機(jī)床工件交換時間,即設(shè)計(jì)時主要考慮上下料占用機(jī)床停機(jī)時間的最小化。基于此原則,桁架設(shè)計(jì)從機(jī)械手運(yùn)動速度與上下料時機(jī)械手方式出發(fā)。此生產(chǎn)線機(jī)械手設(shè)計(jì)輸送速度X軸為100 m/min,Z軸為60 m/min。再次綜合考慮到此工件外形結(jié)構(gòu)特點(diǎn)及工件重量35 kg,桁架機(jī)械手設(shè)計(jì)采用同一托架雙豎軸結(jié)構(gòu)(見圖8),其中一豎軸負(fù)責(zé)工件上料,另一豎軸負(fù)責(zé)工件下料,可有效縮減機(jī)床停機(jī)等待上下料時間。測算上下料信號確認(rèn)環(huán)節(jié)及豎軸向下運(yùn)動環(huán)節(jié),采用同一托架雙豎軸可以有效將上下料時間控制在45 s以內(nèi),這樣遠(yuǎn)優(yōu)于采用人工懸臂吊方式,有效節(jié)省停機(jī)時間。
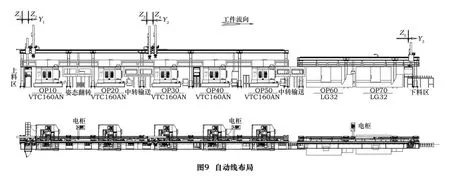
根據(jù)用戶現(xiàn)場整體物流情況,此生產(chǎn)線“一”字排布,采用串聯(lián)方式,共采用雙豎軸兩套(Y1、Y2),單豎軸(Y3),其中Y1負(fù)責(zé) OP10、OP20工序,Y2負(fù)責(zé)OP30、OP40、OP50 工序,Y3負(fù)責(zé) OP60、OP70 工序(見圖9)。各桁架機(jī)械手單元之間采用自動輸送料道聯(lián)接,OP10與OP20涉及工件姿態(tài)調(diào)整,采用機(jī)構(gòu)進(jìn)行工件姿態(tài)翻轉(zhuǎn)。上下料根據(jù)現(xiàn)場布局需要設(shè)計(jì)2 h進(jìn)行人工裝卸工件。
制動器缸體毛坯由Y1門式機(jī)器人的機(jī)械手Z1從上料區(qū)自動料倉中抓取出來,快進(jìn)到第一工序的加工中心OP10的工件等待區(qū),當(dāng)OP10加工中心完成第一工序OP10加工后,機(jī)械手進(jìn)入到機(jī)床內(nèi)部,定點(diǎn)到工件交換區(qū),Z2先將OP10加工完成的工件卸下,Y1移動相關(guān)夾具工位,Z1將工件送到夾具,然后退出機(jī)床內(nèi)部,快進(jìn)到姿態(tài)翻轉(zhuǎn)工位,該工位完成工件的翻轉(zhuǎn)180°動作,機(jī)械手Z2抓取翻轉(zhuǎn)后的工件快進(jìn)到OP20的機(jī)床工件等待區(qū),當(dāng)機(jī)床完成工件的OP20的加工后,執(zhí)行和OP10相同的動作,將工件進(jìn)行交換,然后機(jī)械手將OP20完成的工件放到中轉(zhuǎn)輸送料道,托盤上有定位裝置,將工件進(jìn)行中心定位。輸送托盤將工件輸送至Y2待料工位,Y2如同Y1,執(zhí)行類似動作,OP50完成品由機(jī)械手放置中轉(zhuǎn)輸送,將工件輸送至Y3待料工位,OP60、OP70由Y3負(fù)責(zé)上下料,成品放置輸送帶下料,滿料后料道指示燈指示。
2 機(jī)床選擇及機(jī)床相關(guān)選項(xiàng)
此生產(chǎn)線根據(jù)工件規(guī)格大小,采用寧夏小巨人機(jī)床有限公司VTC160AN與寧夏新瑞長城機(jī)床有限公司LG32數(shù)控車床,由桁架機(jī)械手串聯(lián),桁架機(jī)械手間由機(jī)械機(jī)構(gòu)進(jìn)行翻轉(zhuǎn)或傳動實(shí)現(xiàn),從而實(shí)現(xiàn)缸體自動生產(chǎn)線。
2.1 加工中心VTC160AN
VTC160AN立式加工中心是一種高速、功能強(qiáng)大的鏜銑類立式加工中心,該產(chǎn)品采用了先進(jìn)的移動立柱、固定工作臺式結(jié)構(gòu),使機(jī)床在精度、剛性和使用壽命等方面具有明顯的優(yōu)勢。由于工作臺不移動,和同規(guī)格的動工作臺式結(jié)構(gòu)的產(chǎn)品相比,工作臺上可以放置更大的工件和異形工件且與機(jī)床的其它部分無干涉發(fā)生。另外,機(jī)床頂部防護(hù)開闊性,利于桁架機(jī)械手介入,工作臺整個加工區(qū)域可以由桁架機(jī)械手全面覆蓋。設(shè)備主軸電動機(jī)輸出功率達(dá)15 kW,主軸最高回轉(zhuǎn)速度達(dá)到10 000 r/min,主軸電動機(jī)采用雙繞組電動機(jī)方式,可以適應(yīng)鋼件、鑄鐵重切削加工以及鋁件等的高速、高精度加工需要。X/Y/Z軸快移速度達(dá)30 m/min,刀具交換時間僅1.5 s(刀到刀),可以最大限度地減少非加工時間。
桁架機(jī)械手介入,加工中心需要增加相應(yīng)非標(biāo)設(shè)計(jì)以應(yīng)對自動化帶來的過程自動確認(rèn)問題。由于機(jī)械加工過程中產(chǎn)生大量切屑,切屑的存在具有隨意性,此為實(shí)現(xiàn)自動化上下料最大難點(diǎn),方案設(shè)計(jì)時設(shè)備需重點(diǎn)考慮。為適應(yīng)自動化要求,設(shè)備需要增加必要的非標(biāo)設(shè)計(jì)進(jìn)行對應(yīng),適應(yīng)自動化時無人干與要求。主要非標(biāo)相關(guān)設(shè)計(jì)如下:
(1)獨(dú)立夾具液壓控制單元 夾具動作由電磁閥進(jìn)行控制,相互形成互鎖,同時對相應(yīng)壓力進(jìn)行檢測,有效解決夾具動作順序時序性與可靠性。
(2)刀具折損檢測 具體采用美德龍 CSRNEA-01拔桿式刀具檢測,解決加工過程中刀具折損判斷同時可節(jié)省占用切削時間。其他機(jī)夾刀具根據(jù)刀片統(tǒng)計(jì)壽命由設(shè)備刀具相關(guān)信息進(jìn)行壽命報警和更換。
(3)夾具定位塊定位面 有效減小定位面面積,確保定位塊定位面被工件基準(zhǔn)全覆蓋,即避免定位面切屑存在可能。
(4)夾具定位塊定位面專用沖屑機(jī)構(gòu) 獨(dú)立水泵控制,過濾精度50 μm,解決定位面切屑存在可能。
(5)機(jī)床工件到位檢測 采用FESTO SOPA-CM1-H-R1-H-Q6-2P-M12,解決工件定位面著實(shí)可靠的判斷。
(6)夾具工件定位 采用插銷定位,且插銷頭部導(dǎo)向處理,解決機(jī)械手定位精度問題。
(7)工件松開 采用托起機(jī)構(gòu),解決夾具油缸是否松開判斷,避免在夾具油缸故障時機(jī)械手有效抓取。
(8)工件定位銷孔沖屑裝置設(shè)計(jì) 由于采用一面兩銷定位,定位銷孔為通孔,定位銷動作造成工件在此兩孔內(nèi)切屑堆積,故此在各工序間設(shè)置機(jī)床內(nèi)部定位銷孔沖屑工位,有效解決孔內(nèi)切屑問題。
2.2 高速車床
LG32型機(jī)床系兩軸聯(lián)動數(shù)控車床,主機(jī)采用傾斜45°臥式圓筒筋結(jié)構(gòu)床身以及全封閉防護(hù)結(jié)構(gòu)。配FANUC控制系統(tǒng)及交流伺服系統(tǒng)。設(shè)備采用模塊化設(shè)計(jì),可以根據(jù)配置的不同變化和用戶的特殊要求,提供具備特殊功能的個性化產(chǎn)品。為實(shí)現(xiàn)桁架機(jī)械手自動上下料,設(shè)備進(jìn)行相應(yīng)非標(biāo)設(shè)計(jì)。主要非標(biāo)相關(guān)設(shè)計(jì)如下:
(1)自動頂門及開閉功能 采用高速氣缸,壓縮機(jī)床開閉占用整個工件加工節(jié)拍。
(2)主軸定向停功能 確保卡盤在所需狀態(tài)停止。
(3)主軸頂部氣吹與主軸卡盤沖屑功能 主要解決加工過程中切屑問題。
(4)主軸開閉確認(rèn)功能 保證與機(jī)械手抓取信息交互。
(5)卡盤端面氣檢功能 保證工件基準(zhǔn)與卡盤定位面有效著實(shí)。
3 生產(chǎn)線現(xiàn)場實(shí)施情況
此項(xiàng)目已在用戶現(xiàn)場實(shí)施,達(dá)到相應(yīng)設(shè)計(jì)要求,現(xiàn)場效果如圖10。
4 結(jié)語
此生產(chǎn)線是將立式加工中心、高速車床組合的半柔性加工自動線,采用了模塊化設(shè)計(jì)思路,每臺機(jī)床均配有獨(dú)立的控制系統(tǒng)、液壓系統(tǒng)、獨(dú)立供油供水,每臺機(jī)床可以獨(dú)立完成加工內(nèi)容,同一單元內(nèi)的桁架機(jī)器人與機(jī)床采用分離式的控制,相互各不影響,即使機(jī)械手出現(xiàn)故障,機(jī)床也可以由人工繼續(xù)運(yùn)轉(zhuǎn),而且中轉(zhuǎn)的料道也設(shè)計(jì)成獨(dú)立控制的形式,這種模塊化的設(shè)計(jì),也有利于設(shè)備的維護(hù)和檢修。正是因?yàn)檫@種模塊化的設(shè)計(jì),所有設(shè)備可以隨時轉(zhuǎn)入半自動或全手動的運(yùn)轉(zhuǎn)模式。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
