具有彈簧CAD功能的五軸卷簧機數(shù)控系統(tǒng)研制*
2012-10-23 07:51:38黃文廣程文鋒葛惠民
制造技術(shù)與機床 2012年8期
關(guān)鍵詞:程序
張 耀 黃文廣 程文鋒 葛惠民
(浙江機電職業(yè)技術(shù)學(xué)院,浙江杭州 310053)
卷簧機是彈簧生產(chǎn)的關(guān)鍵設(shè)備,卷簧機繞制彈簧是在外力的作用下,使鋼絲彎曲成形,是塑性變形和彈性變形的綜合過程。當(dāng)彈簧繞制好去掉外力后,彈簧在徑向、軸向?qū)a(chǎn)生回彈量,回彈量與彈簧的旋繞比、鋼絲直徑、鋼絲牌號(材質(zhì))等有關(guān),彈簧外形越復(fù)雜,回彈量就越難控制。由于彈簧卷繞成形的特點和卷繞設(shè)備工作方式的特殊性,一般數(shù)控卷簧機在使用過程中存在對操作人員經(jīng)驗的依賴性強、操作不方便等缺陷,特別是每更換一款新的品種,需要花費大量的時間反復(fù)加工、測量和調(diào)整機器,有時還甚至要更換一些部件,很不方便。鑒于此,通過與某卷簧機生產(chǎn)廠合作,在對國內(nèi)外卷簧機在彈簧卷繞過程中存在的問題和制約因素分析基礎(chǔ)上,將數(shù)字化制造等先進技術(shù)應(yīng)用于彈簧卷制領(lǐng)域,將相關(guān)工藝融入到CAD、運動控制程序中,研制出具有彈簧CAD功能的數(shù)控系統(tǒng)。該系統(tǒng)具有結(jié)構(gòu)簡單、操作方便、自動化程度高的特點。實際運行結(jié)果表明,該設(shè)備能生產(chǎn)各種復(fù)雜形狀的高端彈簧,適合多品種、小批量的彈簧加工。
1 彈簧成形原理與工藝分析
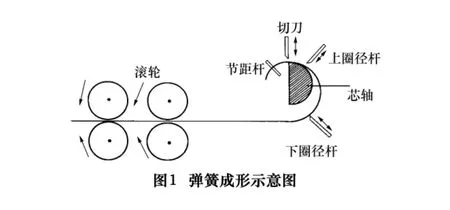
彈簧成形機構(gòu)如圖1所示,利用一對或幾對送線滾輪壓住鋼絲并旋轉(zhuǎn),推動鋼絲向右運動,依靠上、下圈徑桿的限位及導(dǎo)向作用使鋼絲成形;上、下圈徑桿可在各自的滑槽中移動,通過控制上、下圈徑桿的位置,就可控制彈簧圈徑的大小;節(jié)距桿為垂直紙面的運動,其作用是使卷繞的鋼絲形成螺紋升角,通過控制節(jié)距桿的位置,就可控制彈簧節(jié)距的大小;當(dāng)卷繞完畢時,用切刀將鋼絲切斷,此時芯軸作為切刀切鋼絲時的一個支承。通過控制送線滾輪,上、下圈徑桿,節(jié)距桿及切刀的組合運動,就可卷繞等距等徑、變徑、變節(jié)距等各種形狀的彈簧。
彈簧(冷卷)生產(chǎn)工藝過程主要包含如下過程:
備料—卷繞—回火—端面磨平—拋丸—涂層—動、靜壓試驗—修整。
彈簧的繞制工藝是彈簧制造的關(guān)鍵工序,對彈簧整個制造精度起著重要的作用,決定彈簧的幾何尺寸精度、特性以及材料的利用率。在進行卷簧加工時,整卷盤料通過卷簧機的送絲裝置進行材料進給。在送料過程中,卷簧機的送絲滾輪、上下圈徑桿、節(jié)距桿和切刀按照預(yù)設(shè)的參數(shù)進行運動,不斷調(diào)整節(jié)距和外徑,彈簧卷制成形,最后切刀在適當(dāng)位置將彈簧切斷,一個彈簧的卷制過程完成。
繞制彈簧是在外力的作用下,使鋼絲彎曲成形,為保證繞制后彈簧的尺寸精度,繞制彈簧必須考慮回彈量。目前回彈量的大小完全靠經(jīng)驗并通過調(diào)試確定。在實際生產(chǎn)中,考慮回彈量,彈簧繞制節(jié)距設(shè)定值是要求節(jié)距的K1倍,彈簧繞制直徑設(shè)定值取彈簧要求直徑的K2倍,一般按經(jīng)驗預(yù)選K1,K2初值,經(jīng)調(diào)試確定K1,K2值。首件試制合格后,方可批量生產(chǎn)。
2 具有彈簧CAD功能的數(shù)控系統(tǒng)構(gòu)成及工作原理
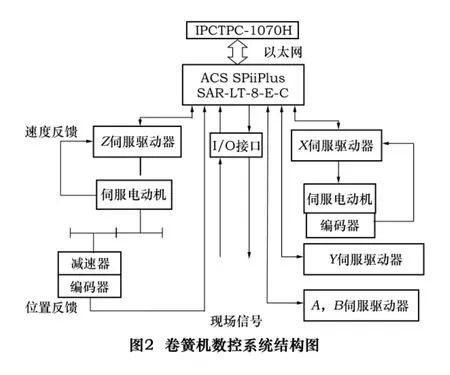
根據(jù)彈簧成形原理與加工工藝,確定卷簧機數(shù)控系統(tǒng)總體結(jié)構(gòu)如圖2所示。該系統(tǒng)采用“IPC+運動控制器”構(gòu)成,屬主從式控制結(jié)構(gòu)。IPC采用研華一體機TPC-1070H,運行內(nèi)嵌彈簧CAD的上位機軟件,系統(tǒng)自動將彈簧CAD設(shè)計好的彈簧與彈簧卷繞工藝結(jié)合生成加工程序,并自動將該程序下載到運動控制器中;完成數(shù)控系統(tǒng)的初始化、系統(tǒng)參數(shù)與加工參數(shù)的輸入,完成系統(tǒng)管理和控制系統(tǒng)的監(jiān)控等非實時信息處理。運動控制器選擇ACS的 SPiiPlus SAR-LT-8-E-C,它可控制8個獨立伺服軸,也可通過軟件實現(xiàn)聯(lián)動,內(nèi)含PVT三次樣條插補,完成系統(tǒng)加減速控制、插補處理、伺服系統(tǒng)控制、PLC等實時性任務(wù),根據(jù)IPC下載的彈簧加工程序,自動解析并優(yōu)化彈簧加工運動軌跡,從而保證各伺服電動機協(xié)調(diào)工作加工出所需彈簧。IPCTPC-1070H 與 ACS SPiiPlus SAR-LT-8-E-C 之間的數(shù)據(jù)傳輸采用以太網(wǎng)方式通信,確保數(shù)據(jù)通信的實時性。各軸選用SANMOTION R ADVANCED MODEL系列伺服放大器和伺服電動機,伺服系統(tǒng)通過總線與運動控制器連接。本系統(tǒng)具有通用性好,實時性強,開發(fā)周期短,控制精度高等特點。
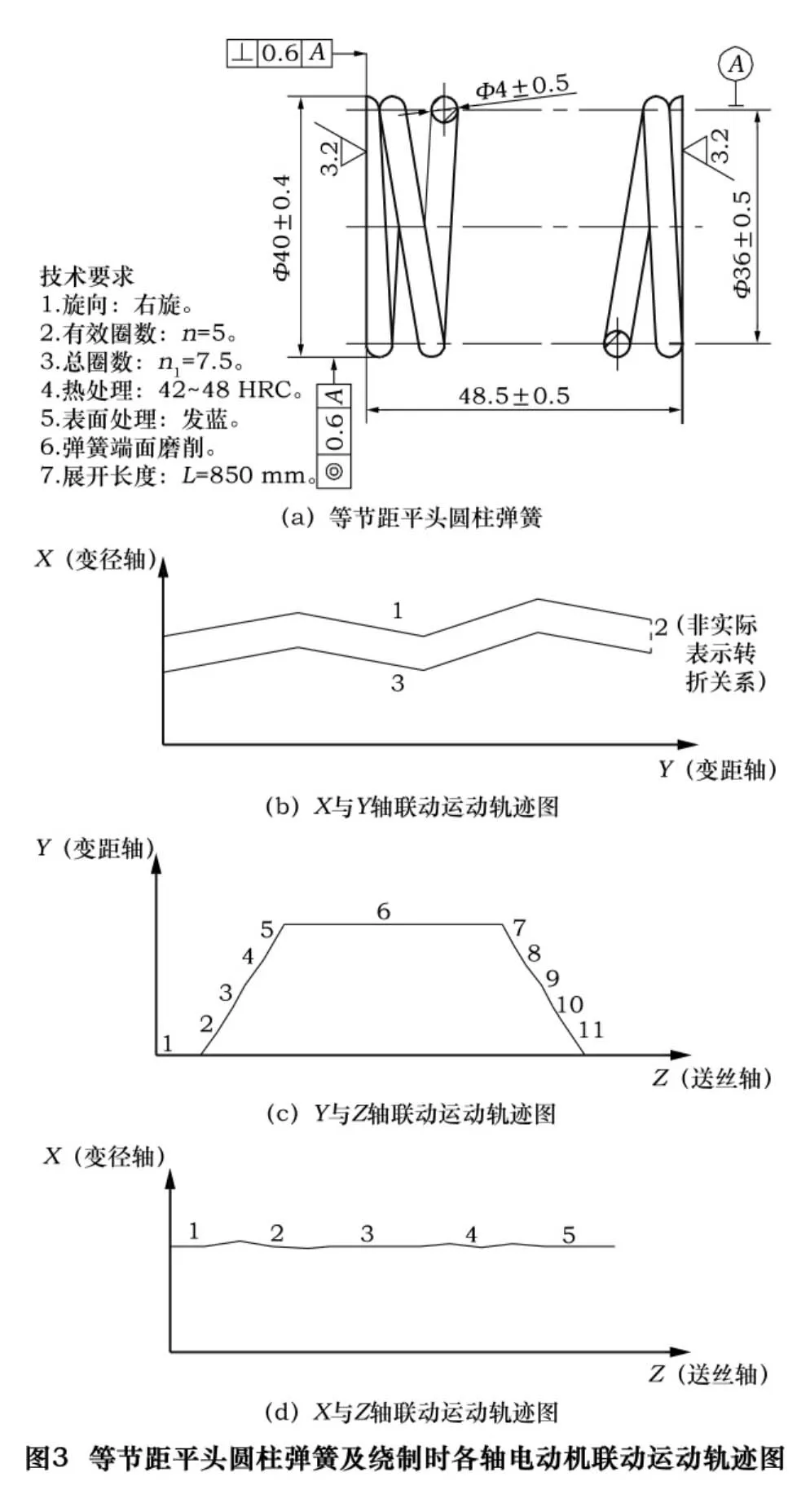
本系統(tǒng)控制對象是5個伺服電動機,分別控制彈簧加工的送絲長度(Z軸)、彈簧的螺距(Y軸)、變徑(X軸)和上下切斷(A、B軸)。設(shè)定彈簧的送絲長度值、螺距、外徑等數(shù)據(jù),然后啟動系統(tǒng)工作,X、Y、Z、A、B五軸電動機聯(lián)動運行。當(dāng)Z軸送絲電動機走完一個彈簧的長度值,X、Y軸電動機也剛好走完螺距、外徑值,A或B軸完成一個彈簧切斷,緊接著開始下一個彈簧的生產(chǎn)。等節(jié)距平頭圓柱彈簧及其繞制時軸電動機聯(lián)動運動軌跡如圖3所示。
在圖3b中,從彈簧的起始外徑和初始螺距開始,1段軌跡完成前端密著圈到彈簧工作圈過渡軌跡的卷繞,彈簧直徑隨著螺距的變大而進行微調(diào),以保證彈簧的形狀精度,階段3完成從彈簧工作圈到后端密著圈過渡軌跡的卷繞。彈簧直徑隨著螺距的減小而進行微調(diào),以保證彈簧的形狀精度;在圖3c中,1段主要完成前端密著圈數(shù)的卷繞,在節(jié)距為0等情況下完成T彈簧圈卷繞,2-5段主要完成前端密著圈到彈簧工作圈過渡軌跡的卷繞,在2-5段中,在一圈的送絲距離中變距軸從O走到正常節(jié)距的位置,6段完成正常彈簧工作圈數(shù)的卷繞,節(jié)距保持不變,7-10段完成從彈簧工作圈到后端密著圈過渡軌跡的卷繞,在一圈的送絲距離中變距軸從正常節(jié)距走到0的位置,11段完成后端密著圈數(shù)的卷繞,然后在節(jié)距為0的前提下完成E彈簧圈卷繞;在圖3d中,1段完成前端密著圈的卷繞,在初始直徑A下送絲完成T的卷繞,2段完成前端密著圈到彈簧工作圈過渡軌跡的卷繞,隨著送絲的進行彈簧直徑進行微調(diào),保證彈簧螺旋升角的正確性,3段完成正常彈簧工作圈數(shù)的卷繞,4段從彈簧工作圈到后端密著圈過渡軌跡的卷繞,隨著送絲的進行彈簧直徑進行微調(diào),保證彈簧螺旋升角的正確性,5段完成后端密著圈數(shù)的卷繞,然后在節(jié)距為0的前提下完成E彈簧圈卷繞。根據(jù)彈簧的工藝要求,各軸的增益應(yīng)保持一致,以消除彈簧的輪廓誤差。
送絲軸采用雙反饋的策略,速度反饋通過裝在伺服電動機上的光電編碼器來實現(xiàn);位置反饋利用安裝在最后的輸出輪盤上的第二編碼器實現(xiàn)。數(shù)控系統(tǒng)具有雙閉環(huán)控制良好的軌跡控制功能,快的動態(tài)響應(yīng),高的定位精度,能滿足數(shù)控卷簧機的控制需求。
3 軟件設(shè)計
5軸數(shù)控卷黃機的軟件包含內(nèi)嵌彈簧CAD的上位機軟件、運動控制軟件兩大部分,具體如圖4所示,它采用多CPU前后臺式軟件結(jié)構(gòu),即整個軟件分為前臺程序和后臺程序。
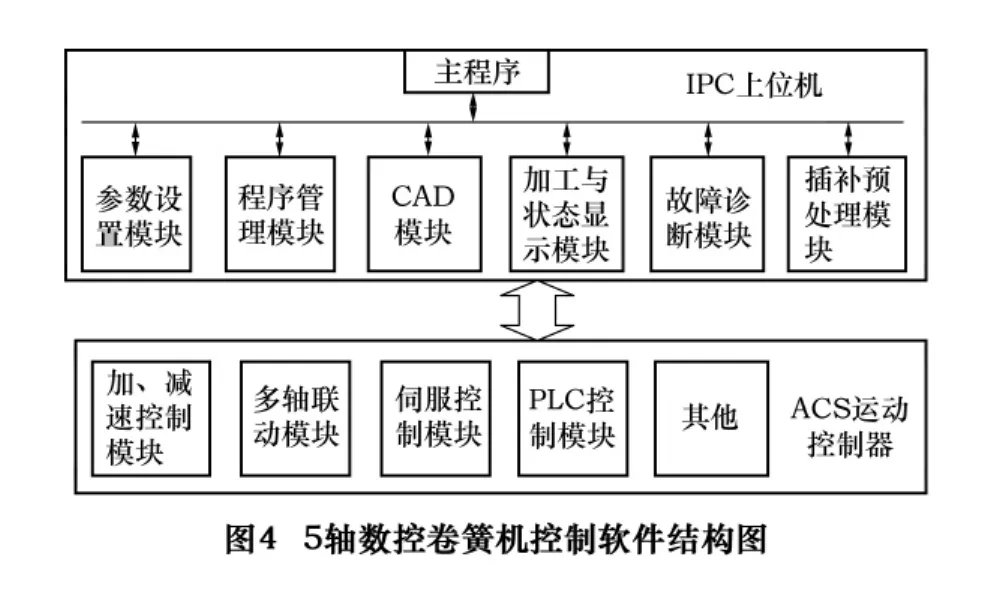
前臺程序即運動控制軟件主要完成加減速度控制、伺服驅(qū)動、多軸聯(lián)動運行、現(xiàn)場控制量的采集與邏輯控制等功能,使用專用的運動控制語言ACSPL+,采用SPIIPLUSCOM650_X86來完成軟件開發(fā),并在ACS控制器中運行;后臺程序即上位機軟件主要完成信息處理與管理、彈簧CAD、插補預(yù)處理、人機界面處理等功能,采用C++設(shè)計,在IPC上運行。因文章篇幅關(guān)系,內(nèi)嵌彈簧CAD的上位機軟件設(shè)計略。
3.1 運動控制軟件設(shè)計
該部分軟件采用ACS專用的運動控制語言ACSPL+,并使用ACS提供的組件,完成各運動控制功能的開發(fā)。該控制器提供以下幾個功能:(1)提供CANOPEN、ETHERNET、PCIBUS等多種通訊方式實現(xiàn)運動控制器和IPC、伺服系統(tǒng)之間的通訊。(2)ACS控制器支持10個程序區(qū)(buffer),10個程序可并行運行,是一種多線程的構(gòu)架,即對于同一個應(yīng)用可以同時通過10個路徑進行運動控制。(3)將控制軟件所發(fā)出的每個指令發(fā)給運動控制卡進行動作。(4)有多種方法可以使控制軟件進行運動控制卡參數(shù)設(shè)置和讀取,具有多種高級運動控制方式,具有程序管理、IO處理及安全功能等。(5)提供豐富的調(diào)試工具用于用戶應(yīng)用程序調(diào)試。
3.1.1 S 曲線加減速控制
加減速控制技術(shù)是高速、高精度數(shù)控卷簧機的關(guān)鍵技術(shù)之一,其作用是保證卷簧機運動平穩(wěn)的前提下,實現(xiàn)以過渡過程時間最短為目標(biāo)的最優(yōu)加減速控制。
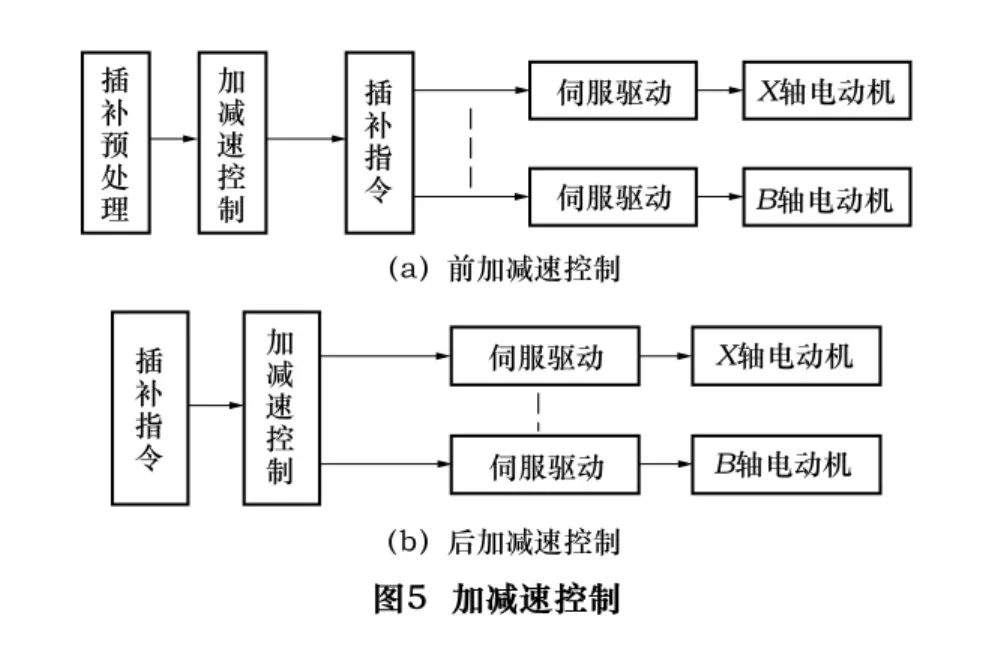
(1)加減速控制模式
加減速控制在CNC的應(yīng)用中通常有前加減速控制和后加減速控制兩種模式,如圖5。前加減速控制是指加減速控制位于插補之前、插補預(yù)處理之后,加減速控制的對象是指令進給速度,即加減速控制直接應(yīng)用于速度指令,而不影響插補指令;后加減速控制是指加減速控制位于插補指令之后、伺服控制器之前,控制各運動軸的進給速度等,即加減速算法根據(jù)速度指令直接應(yīng)用于插補指令。后加減速控制無需計算減速點,算法相對簡單,如果每個運動軸的伺服增益不同,容易造成較大的軌跡輪廓誤差,影響運動精度;前加減速控制能夠事先知道插補運動的開始和結(jié)束,而且不影響插補指令,從而有更高的跟隨誤差精度,并能根據(jù)緩沖區(qū)的數(shù)據(jù),事先進行加減速度規(guī)劃。因此,前加減速控制更能滿足卷簧機高速加工的加減速特性要求。
(2)簡化對稱S曲線加減速方法
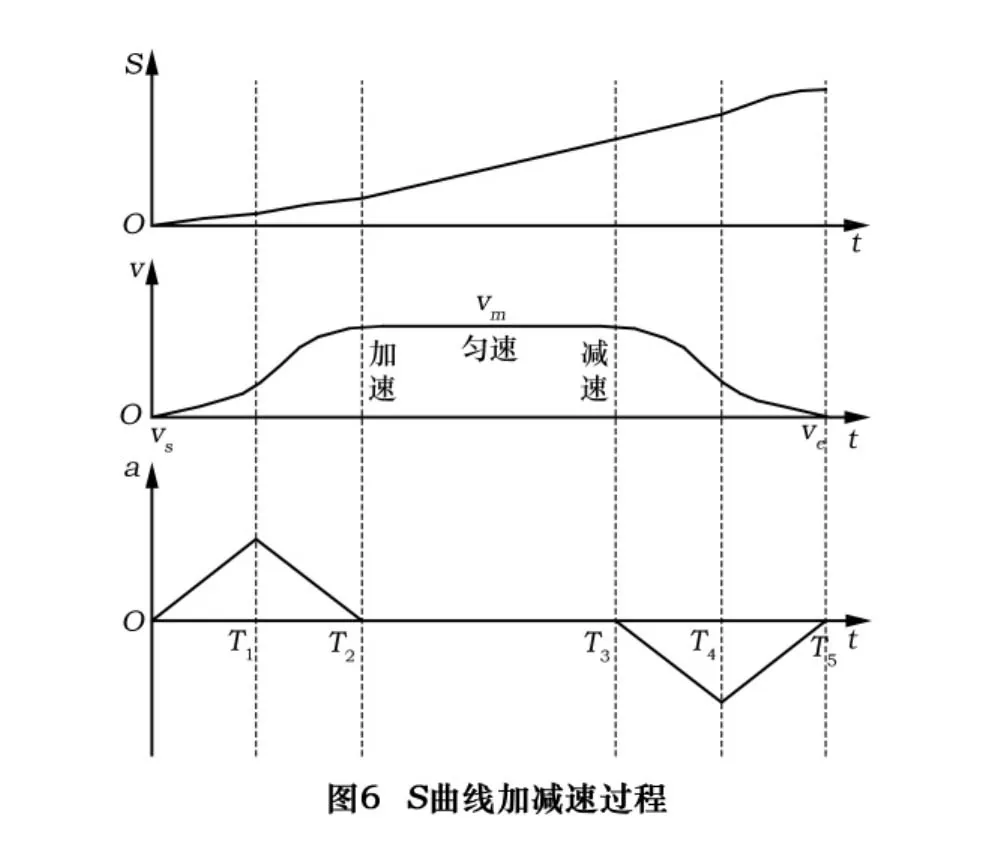
S曲線加減速控制方法是指在加減速時,使其加速度的導(dǎo)數(shù)(加加速度)為常數(shù),通過對加加速度控制來限制對機床的沖擊和振動,并通過加速度和加加速度2個物理量的參數(shù)設(shè)定或編程設(shè)定來實現(xiàn)柔性加減速控制,以適應(yīng)機床不同的工況。一個完整的S曲線加減速過程由7個階段組成,它的加減速控制算法參數(shù)較多,計算相對復(fù)雜,程序運行時間長,影響到數(shù)控機床的加工效率。本項目采用一種簡化對稱S曲線加減速模型如圖6所示,該模型是由加速段、勻速段和減速段組成。該算法參數(shù)少,運行時間短,可控性強,滿足卷簧機運動的平穩(wěn)性和軌跡精度需求。
(3)簡化對稱S曲線加減速算法
假設(shè)條件:

則有

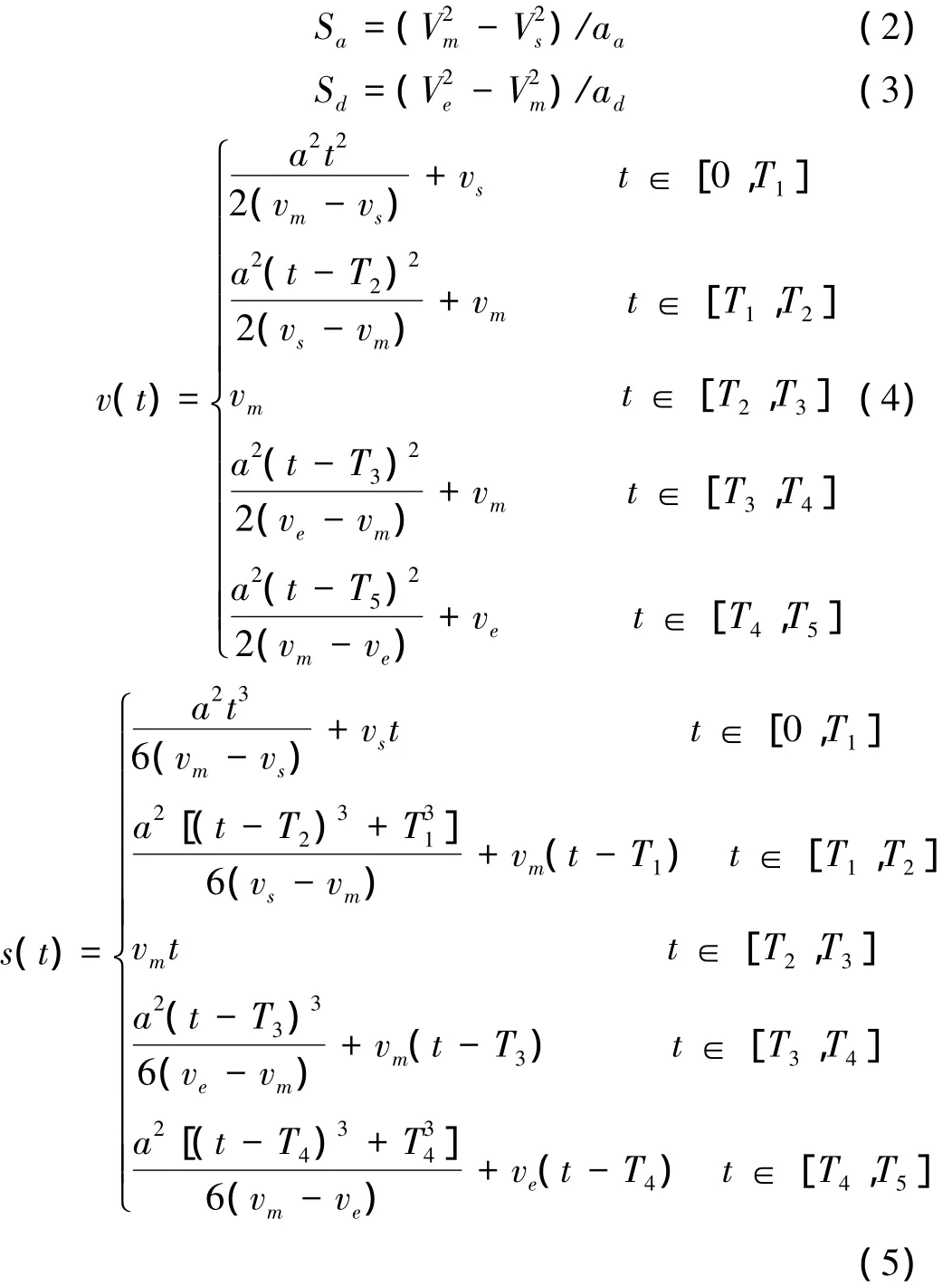
其中:Sa、Sd、Sm分別為加速段、減速段、勻速段的距離;Vs、Ve、Vm分別為加速段的起點速度、減速段的終點速度、給定的進給速度;aa、ad、a分別為加速段加速度、減速段減加速度和系統(tǒng)設(shè)定加速度。
由式(4)、(5)可知,只要給定加速度a,就可以確定S曲線加減速模型。實際應(yīng)用時,事先設(shè)定初始速度v(0)、最大速度vmax、最大加速度amax和總位移s等,通過迭代計算,即可完成相關(guān)量的計算。該S曲線加減速的數(shù)學(xué)表達式參數(shù)少,算法簡單,易于編程。
3.1.2 由CAD直接生成G代碼運動程序
本系統(tǒng)的G代碼程序由彈簧CAD圖形直接自動生成,經(jīng)用戶修訂確認(rèn)后,直接下載到ACS運動控制器中運行。在彈簧CAD中,只需在界面上選擇彈簧類型,用鼠標(biāo)拖拉彈簧圖形,相應(yīng)幾何參數(shù)會自動調(diào)整,當(dāng)然幾何參數(shù)也可在CAD中直接輸入,然后再輸入加工彈簧的工藝參數(shù),上位軟件就能自動生成加工程序,用戶確認(rèn)后自動下載到運動控制器中。該運動控制程序協(xié)調(diào)控制各運動機構(gòu)的動作,卷繞出所需要的彈簧。內(nèi)嵌彈簧CAD的操作界面如圖7所示。
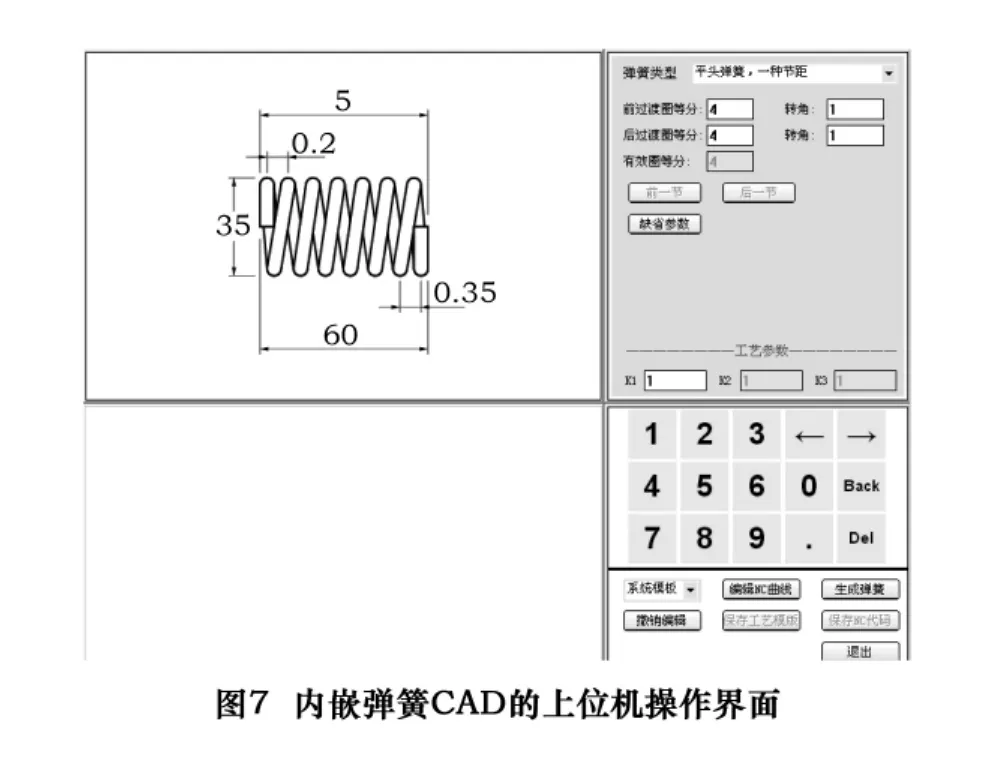
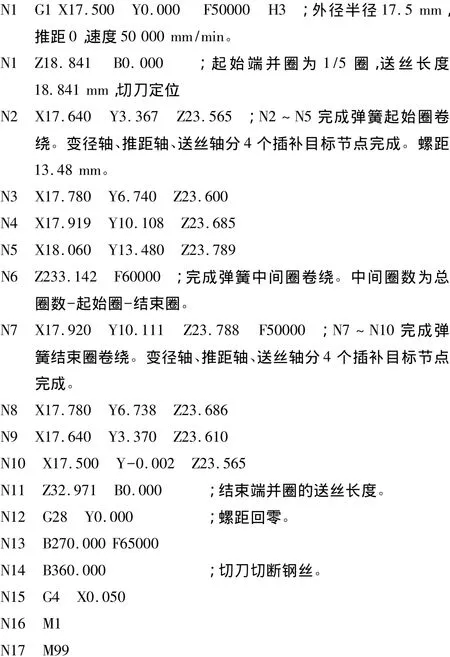
以等節(jié)距平頭圓柱彈簧圖為例:鋼絲直徑D=5.000 mm,彈簧外徑A=35.000 mm,彈簧長度L=60.000 mm,彈簧卷數(shù)N=5.000,外徑修正系數(shù)K=1.035,切刀切斷角度B=0.00,切刀返回起始角度C=0.00,前端密著卷數(shù)T=0.200,結(jié)束密著卷數(shù)E=0.350。用彈簧CAD設(shè)計好彈簧如圖7中,然后輸入相關(guān)工藝參數(shù),就能自動生成如下G代碼程序,用戶確認(rèn)后,即可自動下載到ACS運動控制器中運行。
G代碼程序:
3.2 PLC程序設(shè)計
采用軟PLC技術(shù),編程軟件InfoteamOpenPCS符合IEC61131-3。PLC程序是負(fù)責(zé)設(shè)備開關(guān)量的邏輯控制。當(dāng)運動程序在前臺有序運行時,ACS在后臺可以同時運行多個PLC程序(最多可達10個),這些程序控制ACS運動控制器對現(xiàn)場設(shè)備發(fā)送或接收信號。PLC程序采用ACS提供的命令語言ACSPL+編寫,PLC以5 ms甚至更高的循環(huán)速度對PLC程序進行反復(fù)掃描,能滿足系統(tǒng)的需要。在卷簧機數(shù)控系統(tǒng)中,PLC程序由系統(tǒng)I/0端口映射、回基準(zhǔn)點、行程到位與限位控制、伺服控制器使能、自動工作方式/手動工作方式選擇及X、Y、Z等軸電動機啟、停等控制子程序組成。
PLC與監(jiān)控模塊是經(jīng)I/O接口的輸入輸出實現(xiàn)的。在控制系統(tǒng)中,送入PLC的輸入信號主要有:軟操作面板上的控制按鈕、選擇開關(guān)等信號,各軸的行程開關(guān)、機械零點開關(guān)、設(shè)備上的電器動作、限位、報警及各伺服模塊工作狀態(tài)等信號。PLC輸出的信號主要有:軟硬指示燈信號、繼電器動作信號、伺服模塊的驅(qū)動使能和速度使能信號等。在ACS中,PLC程序以一定的時間間隔運行,并及時將相關(guān)數(shù)據(jù)與上位機交換。
4 結(jié)語
將彈簧CAD與五軸數(shù)控系統(tǒng)結(jié)合構(gòu)成的卷簧機數(shù)控系統(tǒng)極大地方便了用戶,使其具有好的應(yīng)用前景。現(xiàn)場測試表明:送線運動機構(gòu)采用獨立控制后,可方便實現(xiàn)送線長度無限的要求,送絲精度為0.01 mm;上、下圈徑桿及節(jié)距桿分別采用獨立控制后,使軸向、經(jīng)向回彈量關(guān)聯(lián)度降低,在彈簧CAD支持下,更換加工品種時,新品調(diào)試過程大為簡化,對調(diào)試人員的經(jīng)驗要求降低,調(diào)試時間縮短25%以上;切斷運動機構(gòu)獨立控制后,除進行一般的剪切方式外,還可匹配上下切刀進行扭切,解決大線徑、小旋繞比的彈簧剪切難題。
[1]張耀,黃文廣,程文鋒,等.卷簧機數(shù)控系統(tǒng)的開發(fā)[J].制造技術(shù)與機床,2007(12):37-42.
[2]張碧陶,高偉強,沈列,等.S曲線加減速控制新算法的研究[J].機床與液壓,2009(l0):27-29.
[3]郝雙暉,宋芳,郝明暉,等.參數(shù)限制快速求解S曲線加減速控制算法研究[J].制造技術(shù)與機床,2008(7):84-86.
[4]陳先鋒.伺服控制技術(shù)自學(xué)手冊[M].北京:人民郵電出版社,2010.
[5]SPiiPlus programmer's guide version 6.50[Z].ACS MotionControl Ltd.,2009.
[6]汪曾祥,魏先英,劉祥至.彈簧設(shè)計手冊[M].上海:上海科技文獻出版社,1986.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學(xué)院學(xué)報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學(xué)院學(xué)報(2016年2期)2016-07-31 18:19:25
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
