數控機床綜合誤差分析與建模研究*
2012-10-23 07:50:56李志榮封志明
制造技術與機床 2012年8期
關鍵詞:特征
李志榮 封志明②
(①西華大學機械工程與自動化學院,四川成都610039;②四川大學制造科學與工程學院,四川成都 610065)
數控機床的加工精度是數控機床性能的主要標志之一。從運動學角度來講,機床的加工精度最終是由機床上刀具與工件間的相對位移決定的,刀具與工件間的綜合誤差(位置及方向誤差)會影響刀具與工件間的相對位移。要提高機床的加工精度必須對機床的誤差進行補償[1]。誤差補償技術的實施可分為3個步驟[2]:誤差測量、誤差建模及誤差補償,而誤差補償系統的性能主要依賴于所建立的誤差模型,因此誤差模型成為誤差補償系統的關鍵因素。國內外研究人員在機床誤差建模方面做了大量研究[3-4],主要有三角幾何法、誤差矩陣法、神經網絡法、矢量描述法、剛體運動學法和多體系統理論法等。其中多體系統理論對復雜機械系統有較強的概括能力和特有的系統描述方式,可全面考慮影響系統的各項因素及相互耦合關系,因而其廣泛應用于復雜機械系統運動誤差建模[5-6]。如文獻[7]基于多體系統理論,建立了加工中心熱誤差模型,并提出其誤差補償方法,實踐結果表示利用所建立的熱誤差模型進行誤差補償的效果顯著。文獻[8]采用改進的多體系統建模理論對激光拼焊生產線運動誤差進行研究,結果表明所建立的模型能有效預測激光拼焊線的運動誤差。
本文通過分析機床誤差來源及各運動副的誤差運動學原理,利用齊次坐標變換方法對一臺三軸數控機床進行綜合誤差建模。
1 機床誤差源分析
在機床加工過程中,各種誤差源作用在工件的成形過程中,使加工進程偏離給定進程,造成成品加工誤差。誤差按其來源來分可分為內部誤差和外部誤差兩種。其中內部誤差源主要包括加工原理誤差、幾何誤差、熱誤差、切削力誤差、摩擦力、振動等。大量研究統計(如表1所示)表明幾何誤差和熱誤差占總誤差的主要部分,對這兩項誤差的補償研究已經取得了成效,而切削力誤差對機床精度的影響作用也日益顯著[8]。因此本文將幾何誤差、熱誤差和切削力誤差綜合考慮來建立機床的綜合誤差模型。

表1 機床各誤差源比例分配[6]
2 機床誤差元素分析
2.1 幾何誤差
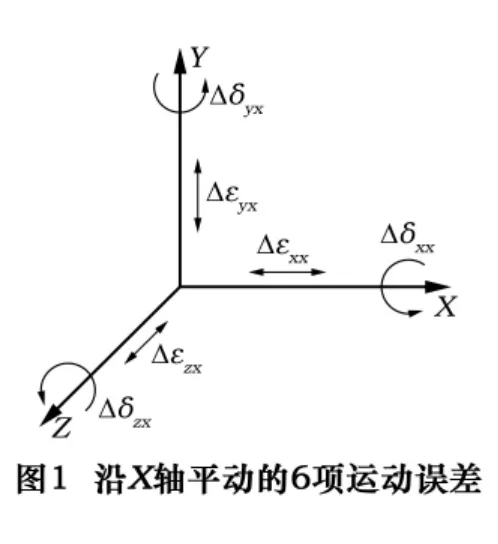
對于一臺三軸數控機床來說,其運動坐標包括X、Y、Z三個移動坐標軸。在理想情況下,與機床每個運動副相關的自由度應該只有一個:其中移動副為一個平移自由度,轉動副為一個旋轉自由度,但是在機床實際運行過程中,由于機床制造和裝配上的誤差,每個運動副往往存在6個自由度,即3個平移誤差,3個轉動誤差。以X軸為例,沿X軸平動的6項運動誤差如圖1所示。
因此,3個移動副共有18項幾何誤差,加上3個軸與軸之間的3項垂直度誤差及主軸誤差,共26項幾何誤差。其中X軸移動時有線性誤差 εxx、εyx、εzx三項,轉角誤差 δxx、δyx、δzx三項;Y軸移動時有線性誤差εxy、εyy、εzy三項,轉角誤差 δxy、δyy、δzy三項;Z軸移動時有線性誤差 εxz、εyz、εzz三項,轉角誤差 δxz、δyz、δzz三項;主軸共5項運動誤差:3個方向的移動誤差εxs、εys、εzs,2 個轉角誤差 δxs(θ)、δys(θ)。
2.2 熱誤差
機床熱變形是導致熱誤差的直接原因,機床各部分在內部熱源(如電動機、軸承摩擦、導軌摩擦等)和外部熱源(如室溫、輻射、對流等)的作用下,產生熱量并傳給機床各部位產生溫差并使各零部件產生熱變形。對于三軸數控機床來說,各運動軸及主軸的熱誤差共14項,分別為:X軸原點在3個方向的熱漂移誤差εxx(t)、εyx(t)、εzx(t);Y軸原點在3個方向的熱漂移誤差εxy(t)、εyy(t)、εzy(t);Z軸原點在3個方向的熱漂移誤差εxz(t)、εyz(t)、εzz(t);主軸原點在3個方向的熱漂移誤差 εxs(t)、εys(t)、εzs(t),2 個方向的轉角誤差 δxs(t)、δys(t)。
2.3 切削力誤差
切削力誤差是指數控機床加工時產生的切削力導致刀具、工件、機床部件等變形,從而使實際切削位置與理論切削位置發生偏移而產生的誤差[8]。對于三軸數控機床來說,各運動軸及主軸的切削力誤差共23項分別為:X軸在三個坐標軸方向的切削力誤差εxx(f)、εyx(f)、εzx(f),轉角誤差 δxx(f)、δyx(f)、δzx(f);Y軸在3個坐標軸方向的切削力誤差 εxy(f)、εyy(f)、εzy(f),轉角誤差 δxy(f)、δyy(f)、δzy(f);Z軸在3 個坐標軸方向的切削力誤差 εxz(f)、εyz(f)、εzz(f),轉角誤差 δxz(f)、δyz(f)、δzz(f);主軸共 5 項切削力誤差:3 個方向的移動誤差 εxs(f)、εys(f)、εzs(f),2 個轉角誤差 δxs(f)、δys(f)。
3 誤差建模
基于多體系統理論的誤差建模方法是用拓撲結構將研究對象進行抽象,用低序體陣列描述拓撲結構中各體之間的關聯性。
3.1 拓撲結構及低序體陣列
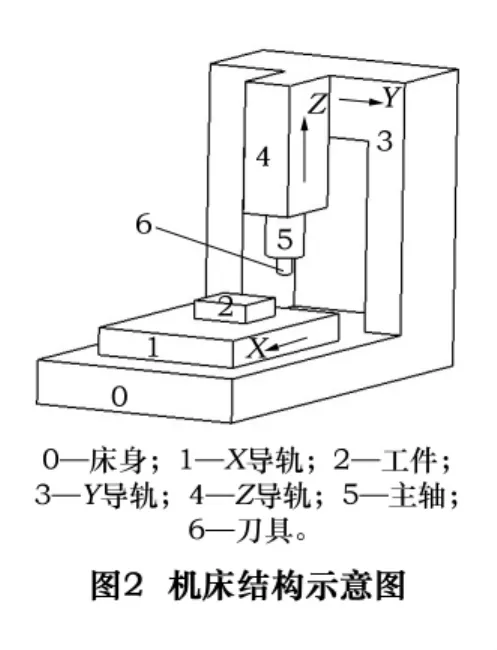
描述多體系統拓撲結構的方法有兩種,一種是基于圖論的描述方法,另一種是運用低序體陣列進行描述。用低序體陣列描述多體系統拓撲結構顯得更簡潔方便,它是一種適用于計算機自動描述多體系統的方法。因此本文選擇用低序體陣列對三軸數控機床的拓撲結構進行描述。三軸數控機床的結構示意圖如圖2所示,拓撲結構如圖3所示,低序體陣列如表2所示,自由度碼如表3所示。
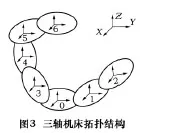
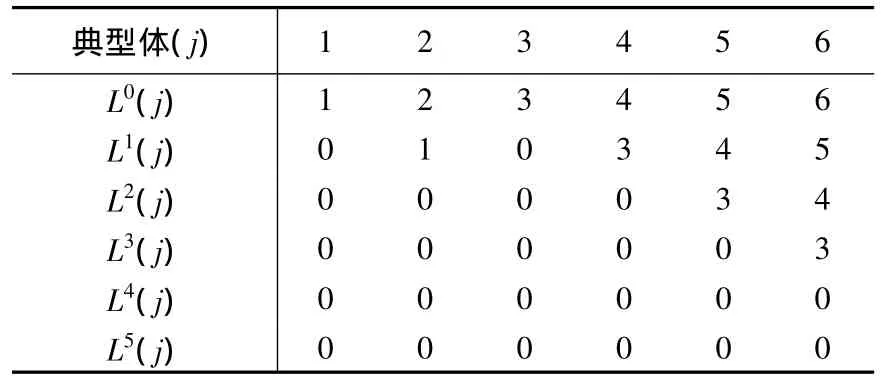
表2 三軸機床的低序體陣列
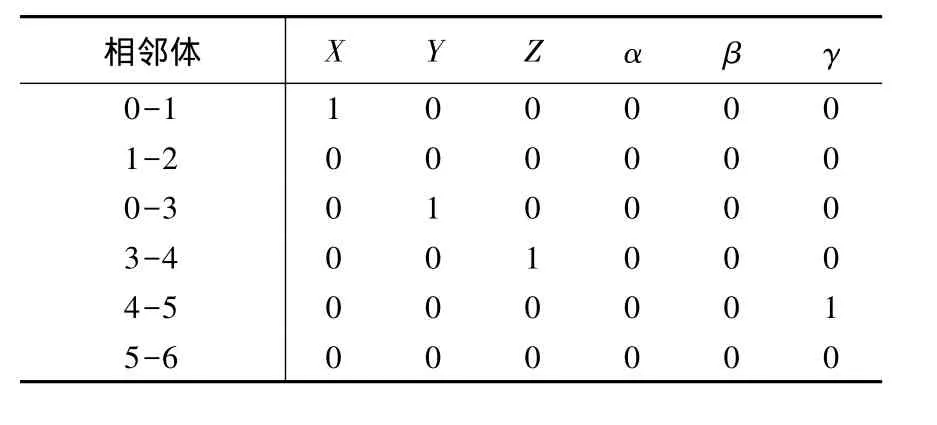
表3 三軸機床的自由度
3.2 運動特征矩陣
(1)相鄰體0和相鄰體1之間運動特征矩陣
相鄰體0和1之間的理想靜止、理想運動特征矩陣為
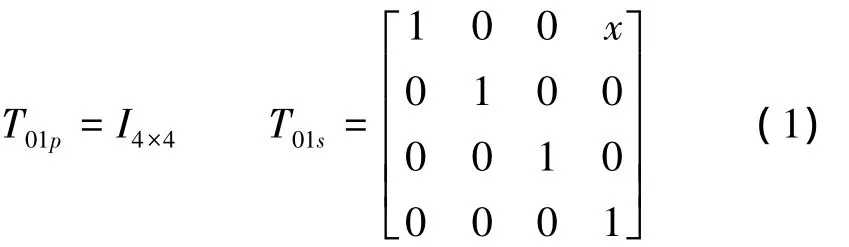
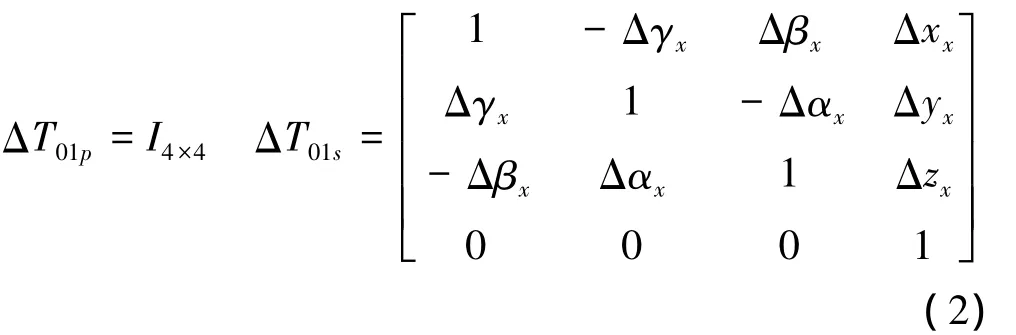
體間實際靜止、運動誤差特征矩陣為
(2)相鄰體1和相鄰體2之間運動特征矩陣
相鄰體1和2之間的理想靜止、理想運動特征矩陣為
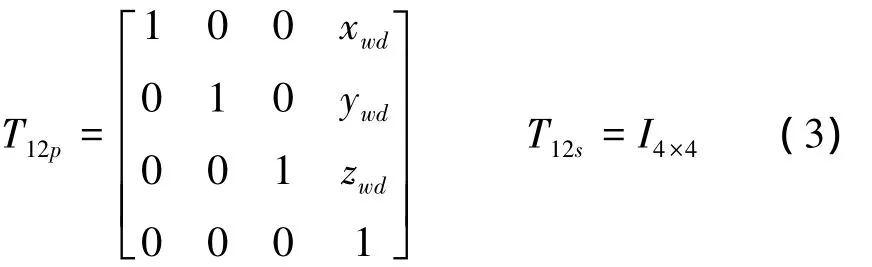
體間實際靜止、運動誤差特征矩陣為

(3)相鄰體0和相鄰體3之間運動特征矩陣
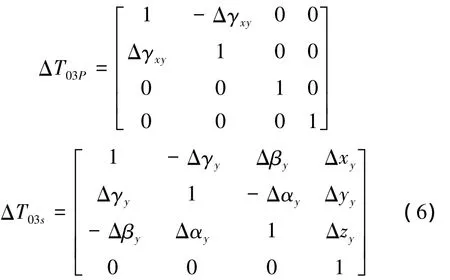
相鄰體0和3之間的理想靜止、理想運動特征矩陣為
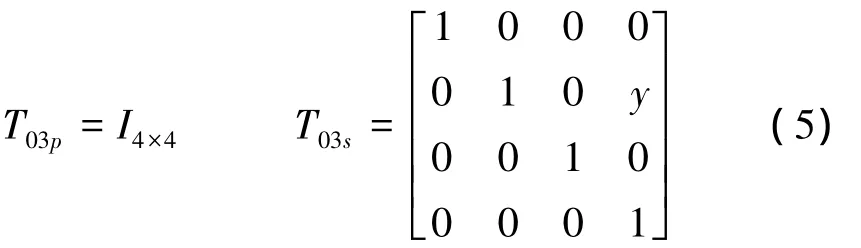
體間實際靜止、運動誤差特征矩陣為
(4)相鄰體3和相鄰體4之間運動特征矩陣
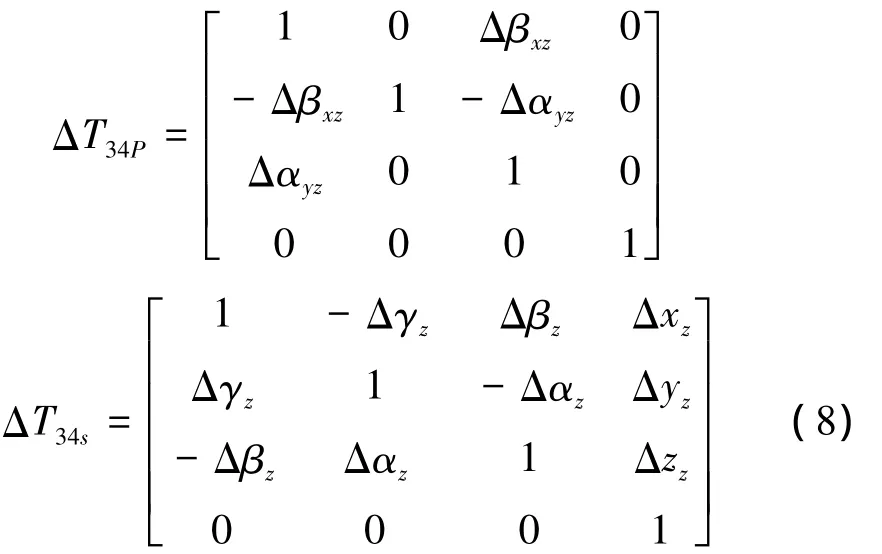
相鄰體3和4之間的理想靜止、理想運動特征矩陣為
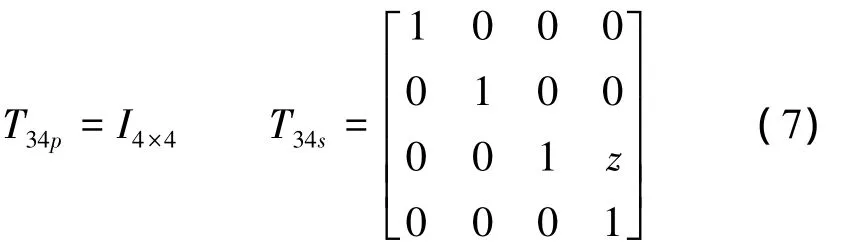
體間實際靜止、運動誤差特征矩陣為
(5)相鄰體4和相鄰體5之間運動特征矩陣
相鄰體4和5之間的理想靜止、理想運動特征矩陣為
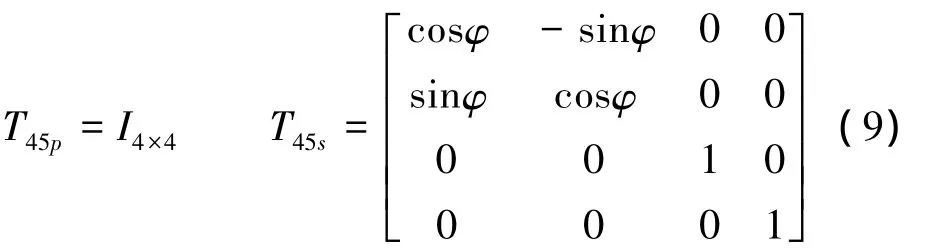
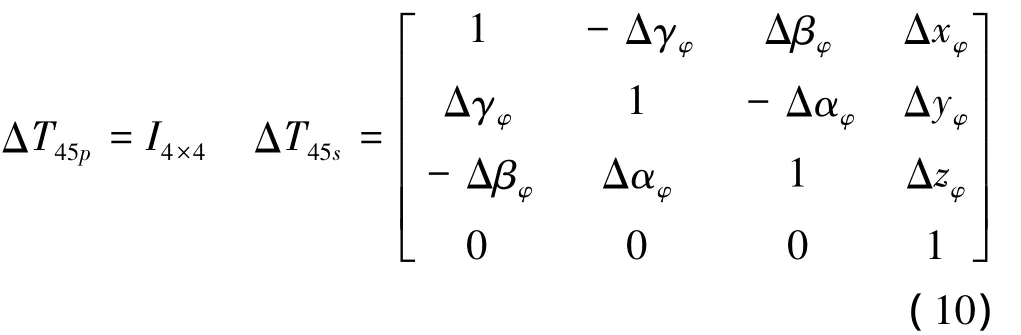
體間實際靜止、運動誤差特征矩陣為
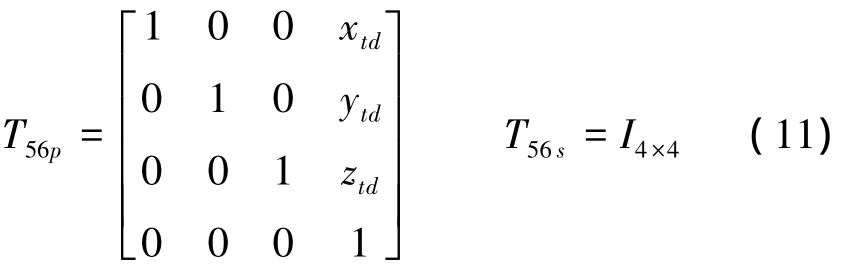
(6)相鄰體5和相鄰體6之間運動特征矩陣
相鄰體5和6之間的理想靜止、理想運動特征矩陣為
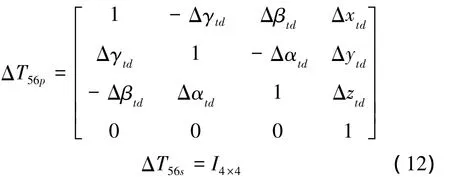
體間實際靜止、運動誤差特征矩陣為
3.3 綜合誤差建模
(1)理想成形函數
設刀具成形點在刀具坐標系統內的坐標為

刀具成形點在工件坐標系統內的理想成形函數為
(2)實際成形函數
刀具成形點在工件坐標系統內的實際成形函數為
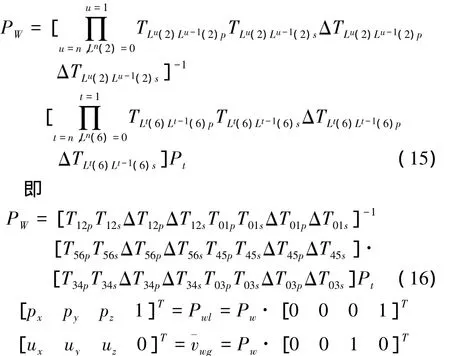
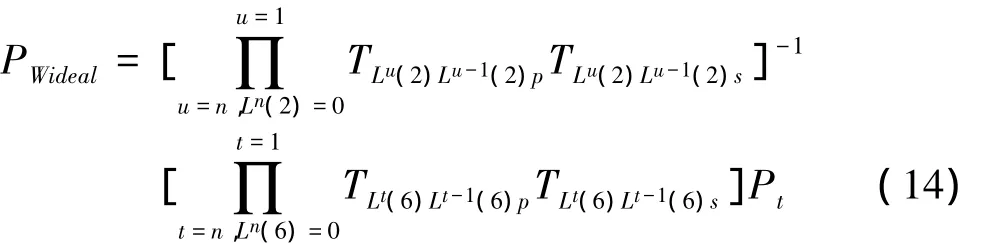
(3)空間誤差模型
在實際成形運動中,刀具成形點的實際位置不可避免地會偏離理想位置,產生空間位置誤差EP和刀具狀態偏差刀具成形點的綜合空間誤差即為
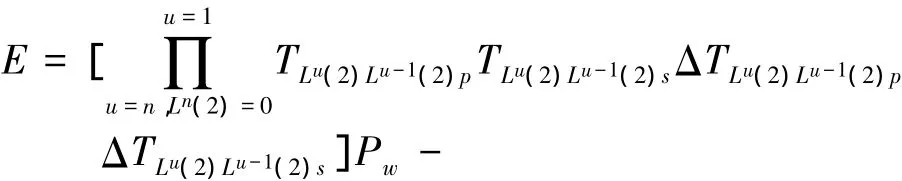

刀具成形點的空間位置誤差為

刀具姿態誤差為

4 結語
本文根據機床結構特征及多體系統理論分析的特點,利用特征矩陣表示多體系統中間體的相對位置和姿態,給出了機床綜合誤差的建模過程,并得到了包含幾何誤差、熱誤差、切削力誤差在內的綜合誤差數學模型。該建模方法為其他類型機床的誤差建模提供參考,并為進一步的機床誤差辨識及數控補償打下了基礎。
[1]楊建國.數控機床誤差綜合補償技術及應用[D].上海:上海交通大學,1998.
[2]Hsu Y Y,Wang S S.A new compensation method for geometry errors of five-axis machine tools[J].International Journal of Machine Tools &Manufacture,2007,47:352-360.
[3]Srivastava A K,Veldhuis S C.Modelling geometric and thermal errors in a five-axis CNC machine tool[J].International Journal of Machine Tools and Manufacture,1995,35(9):1321-1337.
[4]Yang S H,Kim K H,Park Y K.Error analysis and compensation for the volumetric errors of a vertical machining centre using a hemispherical helix ball bar test[J].Int J Adv Manuf Technol.2004,23(2):495-500.
[5]李曉麗.面向多體系統的五軸聯動數控機床運動建模及幾何誤差分析研究[D].成都:西南交通大學,2008.
[6]李圣怡,戴一帆,尹自強,等.精密和超精密機床精度建模技術[M].長沙:國防科技大學出版社,2007.
[7]劉又午,章青,趙小松,等.基于多體理論模型的加工中心熱誤差補償技術[J].機械工程學報,2002,38(1):127-130.
[8]辛立明,徐志剛,趙明揚,等.基于改進的多體系統誤差建模理論的激光拼焊生產線運動誤差模型[J].機械工程學報,2010,46(2):61-68.
[9]吳昊,楊建國,張宏韜,等.三軸數據銑床切削力引起的誤差綜合運動學建模[J].中國機械工程,2008,19(16):1908-1911.
猜你喜歡
數學小靈通·3-4年級(2024年2期)2024-05-15 02:02:28
中學生數理化(高中版.高考數學)(2022年3期)2022-04-26 14:04:16
數學年刊A輯(中文版)(2020年1期)2020-05-19 00:30:36
空間科學學報(2020年2期)2020-04-01 03:50:40
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
中等數學(2019年8期)2019-11-25 01:38:14
當代陜西(2019年10期)2019-06-03 10:12:04
新聞傳播(2018年11期)2018-08-29 08:15:24
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
廣西科技大學學報(2016年1期)2016-06-22 13:10:38
