一種新型WSE交流方波焊機維弧裝置的研制
2012-10-20 14:10:28公永建
制造技術與機床 2012年1期
關鍵詞:交流
鄧 想 公永建
(河南機電高等專科學校材料工程系,河南新鄉 453003)
眾所周知,鋁及其合金在電弧焊接中常采用交流電源。傳統的交流正弦波電源過零速度慢,滅弧頻率高,所以現在越來越多地被交流方波電源所取代。交流方波可以解決大電流(200 A以上)下過零滅弧的問題。但使用交流方波TIG焊以小電流焊接鋁合金時,由于鋁合金熔點和沸點低,發射電子能力弱,在當電極(鎢極)由負極性轉向正極性時,電弧復燃困難,仍需要增加維弧措施。文獻[1]提出了進行過零維弧的3種方法,即高壓脈沖穩弧、高頻穩弧和交流矩形波穩弧。從實際效果來看,第一種效果較好。文獻[2]披露了一種高壓脈沖穩弧方法,即通過檢測電弧負載的電壓變化判斷電流過零點,再疊加一個高壓脈沖,幫助復燃電弧。但在實際應用時存在對電弧情況誤判的現象,造成焊接電流不穩定,焊接質量不高。本文改進了這種裝置,將電壓檢測改為電流檢測,同時輔以數字化控制,提高了其可靠性。
1 方波焊機維弧裝置組成及工作原理
1.1 維弧裝置組成
方波焊機裝置組成如圖1所示,其中,T.H為方波焊機主變壓器,其原邊接入全橋逆變器,稱為一次逆變;D3~D6組成橋式整流電路。T.L1與T.L2為共模濾波電感,其主要作用為平滑焊接電流,使焊縫細膩。T1、T2為電子開關,本文選型為半橋式IGBT模塊,T1與T2組成二次逆變器,在方波發生器(未示出)的驅動下,輸出方波電流。D1、D2分別為T1、T2的體二極管,在其換流時相應導通,起續流作用,又稱為續流二極管。T.S為放電變壓器,本文未涉及。Z為感性電弧負載。Z的XS1端為焊接工件,XS2端為氬弧焊槍。當XS1端電壓為正,XS2端電壓為負時,稱之為正接性,反之則為反接性。
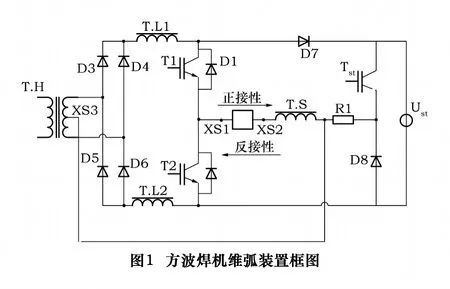
維弧裝置包括一個高電壓源Ust,快速功率開關器件Tst,本文選型為單管IGBT模塊。Tst的作用是,在電流過零瞬間,高電壓通過該開關疊加在電弧負載兩端。R1為維弧電阻,調節維弧電流。
1.2 維弧裝置驅動電路
如圖2,控制器選用單片機AT89C55,驅動光耦采用HCPL3120,為了防止驅動電路意外過壓和欠壓,采用ZD1和ZD2反向串聯的方式,ZD1和ZD2均為穩壓管。Rs為前級信號電阻,選擇合適的Rs值,使驅動光耦的輸入二極管在安全區間運行。Rg為門極驅動電阻,選擇合適的Rs值,使IGBT管Tst快速開通和關斷。
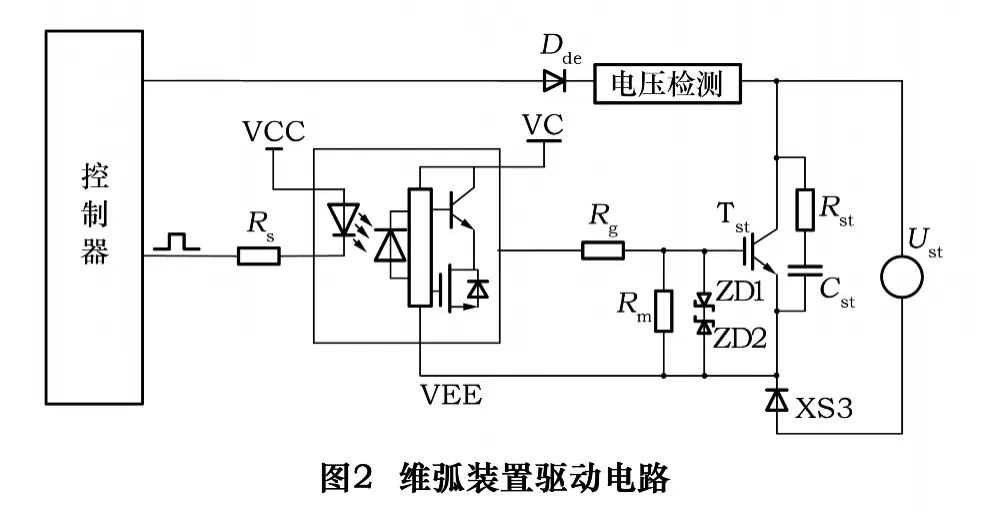
當控制器接到維弧中斷后,進行抗干擾檢測,確認信息后,通過I/O口發出驅動信號。為了提高可靠性,采用低電平驅動控制。光耦HCPL3120輸入電流達到10 mA后,其Out端連接VC,Tst的GE電壓達到閾值后,Tst導通,維弧電壓施加于XS1和XS3(圖1)兩端。維弧時間滿時,控制器發出高電平截止信號,光耦Out端連接VEE,提高關斷可靠性。
1.3 維弧裝置工作原理
(1)基本假定:假定電路中元器件均有理想特性;電路已處于穩態;圖3是維弧系統中維弧驅動Ust和焊接電流iw在維弧過程中的波形。為了簡單,設穩態下正向焊接電流和反向清理電流為恒值,且焊接電流的占空比恒定。圖中UT1和UT2分別為T1和T2開關管的驅動信號,見圖1,并規定UT1>0時,T1管開通;UT1=0 時,T1 管關斷;UT2,Ust作用與UT1類同。
(2)電路初態(圖3中時區A):在t0時刻,T1管開通,T2管關閉,電路進入正接性。電流迅速達到焊接電流并維持不變。維弧電路作用前,UT1=1,UT2=0,Ust=0。
(3)負正轉換期(圖3中時區B):在t1時刻,設定電流減小至原電流的30%,施加維弧電流ist。維弧時間由控制器發出的驅動脈沖決定。分兩個階段進行:首先,維弧電流為正向,焊接電流為反向,疊加之后為正向,使得實際電流以更快的電流變化率換向,同時啟動精密電流采樣判斷電路。當焊接電流為零后,T2管開通,維弧電流保持為設定值。在t2時刻,電弧已經重新引燃,撤去維弧電流。
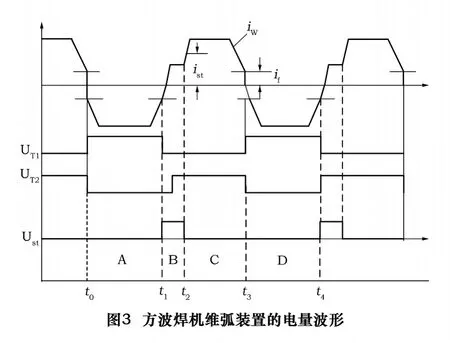
(4)正向電流期(圖3中時區C):維弧電流結束后,焊接電流iw已經增長,其值增加到設定的焊接電流后,保持不變。
(5)正負轉換期(圖3中時區D):在t3時刻,T1管開通,T2管關閉,此時的陰極為鎢極,發射電子能力比較強,電弧重燃容易[3],沒有疊加維弧電流。為了防止電流過沖,設置了階梯電流,即首先電流上升至設定值的50%,即圖中的if,然后再上升至設定值。
在焊槍由負轉正之前,先給電弧施加一個比較大的電流脈沖,然后快速轉變極性。
2 試驗及分析
試驗設備采用某公司生產的WSE方波焊機進行了試驗,保護氣體為Ar氣。試件是板厚為0.5 mm。1 mm和1.5 mm的鋁合金,電極采用釷鎢極,直徑分別為:1.5 mm、2 mm、2.5 mm,端部打磨處理。
試驗結果及分析如下。
2.1 維弧電壓對焊接性能的影響
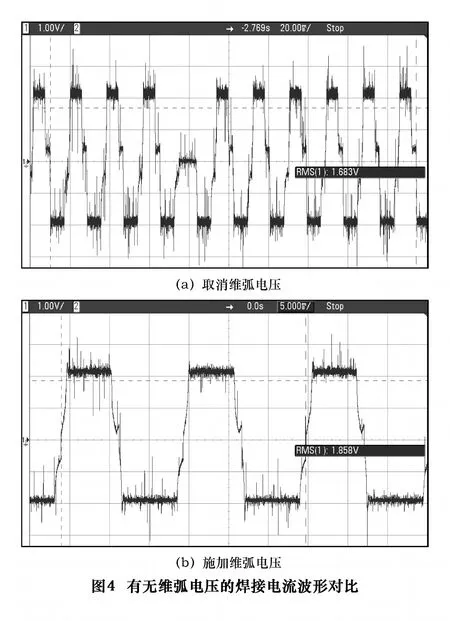
保持其他參數不變,通過取消和施加維弧電壓對比,考察維弧電壓對焊接性能的影響。試驗結果如圖4所示。其中,圖4a為沒有附加任何維弧措施的情況下得到的電流波形,焊接電流為100 A,從圖中可以看出,焊接過程出現斷弧現象。圖4b為施加維弧電壓后得到的電流波形,焊接參數同圖4a,從圖中可以看出,焊接過程平穩,未出現斷弧現象。因此,在小電流下,施加維弧電壓是有必要的。
2.2 維弧時間對焊接性能的影響
保持其他參數不變,通過改變維弧驅動的持續時間,考察維弧時間對焊接性能的影響。試驗結果如表1所示。從表中可以看出,隨著維弧時間的增加,焊接質量得到改善,當維弧時間超過150 μs時,焊接質量開始變差。因此,維弧時間設定為150 μs是合適的。
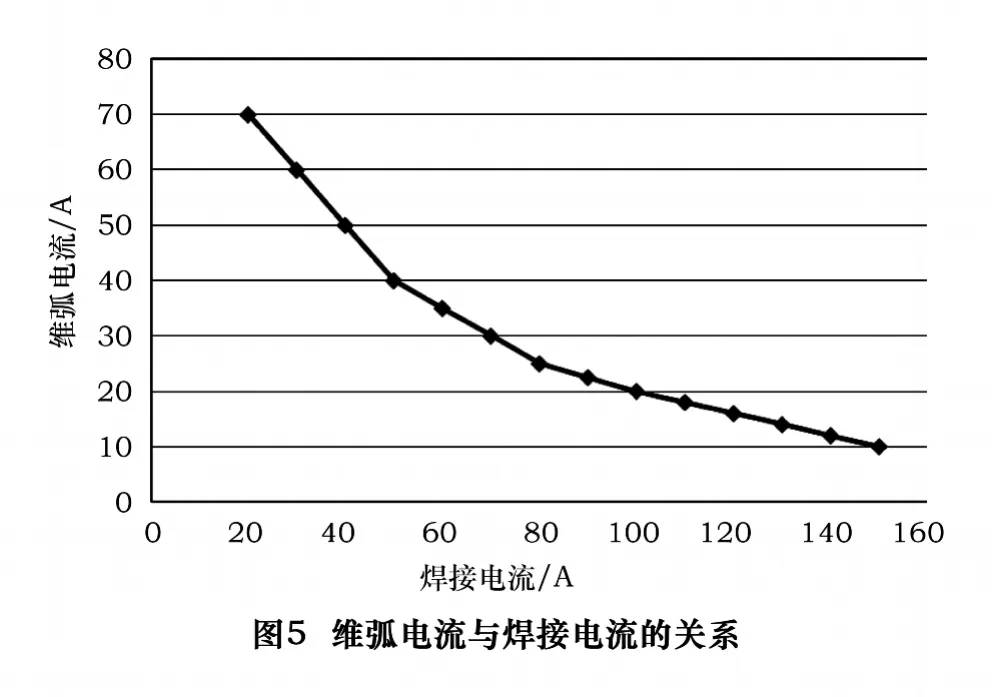
2.3 維弧電流對焊接性能的影響
保持其他參數不變,通過改變維弧電阻R1(如圖1)的阻值,考察維弧電流對焊接性能的影響。試驗結果如圖5所示。從圖中可以看出,需要的維弧電流隨焊接電流的增大而減小,當焊接電流大于140 A時,可以不施加維弧電流。另外還可以看出,在小電流焊接時,維弧電流的大小對焊接影響很大,變化較快,而隨著焊接電流的增大,這種影響逐漸減弱。
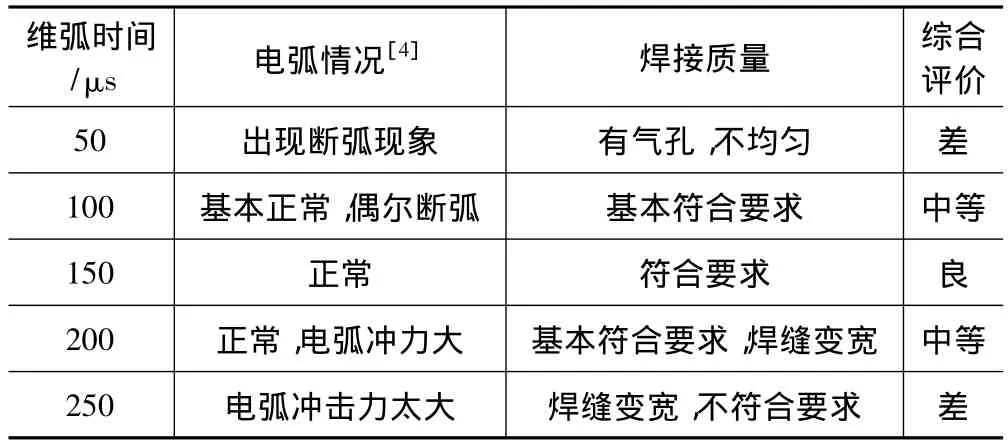
表1 維弧時間對焊接性能的影響
3 結語
針對交流方波焊機焊接電流的特點,設計了WSE方波焊機維弧裝置。該裝置基于維弧電流對交流方波焊機過零點的電流疊加,保持電弧穩定燃燒。試驗證明,在小電流情況下施加穩弧電壓是必要的,維弧時間150 μs為宜,所需維弧電流隨焊接電流的增大而逐步減小,在小電流焊接下,維弧電流對焊接質量影響顯著。經過試驗證明,該維弧裝置具有較高的適用性和可靠性。
[1]殷樹言.氣體保護焊工藝[M].哈爾濱:哈爾濱工業大學出版社,1989.
[2]殷樹言,黃繼強,陳樹啟,等.方波交流GTAW電弧再引燃機理的研究[J].機械工程學報,2002,38(3):16-18.
[3]林渭勛.現代電力電子技術[M].北京:機械工業出版社,2002.
[4]安藤弘平,長谷川光雄.焊接電弧現象(增補版)[M].北京:機械工業出版社,1985.
猜你喜歡
科教新報(2022年12期)2022-05-23 06:34:16
四川勞動保障(2021年10期)2021-12-02 01:41:42
今日農業(2021年14期)2021-10-14 08:35:28
四川勞動保障(2021年4期)2021-07-22 08:08:54
四川勞動保障(2021年5期)2021-07-19 06:09:54
四川勞動保障(2021年3期)2021-06-09 07:09:22
四川勞動保障(2021年9期)2021-01-27 20:24:59
海峽姐妹(2020年8期)2020-08-25 09:30:18
遵義(2018年14期)2018-08-06 06:32:18
人民中國(日文版)(2015年10期)2015-04-16 03:53:58
