關于車削循環指令的探究——G73的應用分析
2012-10-16 08:13:10張慶華
科技傳播 2012年21期
關鍵詞:指令
張慶華
沈陽市教育研究院,遼寧沈陽 110026
近年來,各種數控機床的柔性、精確性、可靠性、集成性和宜人性與各方面功能越來越完善,在自動化加工領域中的占有率也越來越高,更多的從業人員期盼著能夠熟練掌握各種數控機床的編程及操作本領,以適應我國制造業的迅速發展的需要。因此培養素質高、應用能力與實踐能力強的應用綜合型人才成為當務之急。
雖說手工編程現在應用不是很廣,但這是一個基礎,在數控車床上的使用還是比較可觀的。其主要是速度靈活,簡單易懂。一般零件的手工編程是非常經濟的,可以很大程度的提高工作效率,降低其成本價格,提高在市場的競爭能力。就手工編程來講,多數學員都能作到使用基本的指令進行簡單編程,但在解決一些較復雜的零件時,都不是那么得心應手。在數控車床編程功能中提供了復合循環指令功能,給我們解決疑難帶來了很大的方便。但絕大部分人在使用過程中,由于對其格式不夠理解,致使嚴重影響了使用效果,最后導致加工困難,甚至失敗。下面我就以沈陽第一機床廠生產的CAK6150Dj數控車床為例(FANUC 0i Mate-TB數控系統),來闡述一下我對數控車床復合循環指令的理解。僅以G73-固定形狀粗車復合循環為例,僅供參考。
G73-固定形狀粗車復合循環。只要給定精加工路線,系統就會自動計算出刀具的粗加工軌跡,使用G73復合循環時,對編程的輪廓軌跡可以進行多次重復切削,每次切削完成后,刀具自動向指定的方向移動指定的增量,使刀具加工軌跡上產生平行移動。因此,G73適用于基本成型的鑄造、鍛造毛坯的粗加工切削。這類零件的粗加工余量比較均勻,且很少。故可以提高加工效率,節省加工時間。如果相同零件用棒料進行加工,就會使加工過程中浪費很多的生產時間,也就是刀具很多時候是空走的,沒有加工到工件,作了很多的無用功,造成極大的浪費。G73的編程指令格式為:

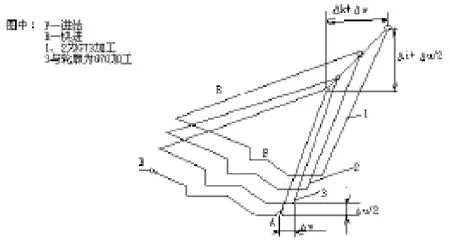
其循環方式的進給路線如下圖所示。
式中:
Δi:X軸方向的切削量及方向確定。(半徑指定)實際上就是刀具在粗加工時X方向上的加工余量。即:(毛坯直徑-零件直徑-精加工余量)/2。但必須以毛坯零件中余量最大的部位進行計算,否則就會使實際每一次切削的深度與按照循環次數計算的每一次切削的深度產生很大的偏差,影響刀具的使用效果,甚至造成打刀。這是整個格式中最容易出現錯誤的數據。
Δk:Z軸方向上的切削量及方向指定。也就是在Z方向留出的粗加工余量,以保證工件端面的質量以及減輕對刀具的磨損情況。一般加工時都已經對工件端面進行了車削,端面質量已經合格,因而無須再留有余量,除非是軸肩或端面精度要求較高時才留有一定的余量,且刀具安裝時,主偏角一定要略微大于90度,以避免最后一次車削因瞬間余量過大而造成刀具損傷,影響加工質量。
d∶粗加工循環次數。就是刀具將Δi所指定的粗加工余量分為幾次車削。但是第一次的切削深度不是由指令格式中參數決定的,而是由系統參數(N0.0719)指定。
ns:精加工路徑中起始程序段的段號。
nf:精加工路徑中終止程序段的段號。
Δu∶X方向上的精加工余量(直徑指定)。也可以用半徑指定,但必須修改系統參數。主要考慮的是最后的加工質量,由轉速和進給量一起決定或根據經驗決定。
Δw:Z方向上的精加工余量。端面和軸肩處精度要求不高時,無須指定,一般為0。
f、s、t:順序號“ns”到“nf”程序段中的任何F、S或T功能在粗加工循
環中被忽略,而在G73程序段中的F、S或T功能有效。一般情況下,在使用G73之前,都已經定義好S、T,因而在G73格式中就不用再賦值,如果賦值,機床將按照G73格式中的數值使用。
但在應用過程之中,為了更好的、毫無錯誤的使用這個指令,除了準確掌握其實質性定義外,還應該注意以下幾方面問題:
1)正常情況下,G73只能做粗加工使用,必須與G70(精加工循環指令)成對使用。就是說G73加工去大部分毛坯余量,剩下的精加工余量由G70完成,相當于G73與G70相互對話,各自完成自己的工作。G73的加工路徑是由ns—nf精加工路徑決定的,不可以超出其控制的范圍。
2)G73格式下數第一個程序段內不得有Z坐標,否則既會出現Z軸聯動現象,系統會提示相應的報警信息,使程序無法向下運行。如果必須出現Z坐標,可將此程序段中的X、Z分為兩個程序段解決。
3)無須考慮加工路徑是否符合遞增或遞減的規律。只要考慮刀具在加工過程中是否發生干涉現象,刀頭是否具有良好的切削性能即可。
4)在ns—nf的精加工路徑中,對于較為復雜的工件,尤其是中間高,兩邊低的工件,在使用G73時,精加工的最后一個程序段應有抬刀的動作指令,用G00或G01均可,將刀具移動到最高點以上,以避免刀具在回退過程中,將高點的已加工表面刮傷,或產生撞擊事件,導致加工失敗。
另外,在使用G73循環指令中,還可以加入半徑補償功能G41、G42,但應加在精加工路徑的第一個程序段內,符合半徑補償的第一個階段—建立階段。然后在最后一個精加工路徑程序段中用G40進行注銷,實現半徑補償的隨用隨建,隨撤隨消的原則,以保證在加工過程中不影響工件的實際形狀。還有,在G73與G70之間也可以加入變速、換刀功能,但切記應保證換刀后仍要回到原來定義的循環起點(A)上,保證其一致性,否則刀具就會產生錯誤的精加工軌跡。
總之,我們必須在正確的掌握復合循環指令的本質含義的同時,應當更加靈活多變,按照人的正常思維去創新,派生出各種各樣的方法,以獲取更高的價值。復合循環可以幫助我們在實際工作中解決很多復雜零件的加工,因此,能夠合理的、熟練的掌握其應用,對工件加工質量的改善,生產率的提高,有著深遠的意義。
[1]華茂發.數控機床加工工藝[M].機械工業出版社,2008,4.
[2]謝曉紅.數控車削編程與加工技術[M].電子工業出版社,2008,7.
[3]趙云龍,劉清.數控機床及應用[M].機械工業出版社,2008,10.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27