C6163車(chē)床的深孔鉆床改造技術(shù)
2012-10-16 08:13:08彭朝霞
科技傳播 2012年21期
彭朝霞
西山煤電集團(tuán)公司,山西太原 030053
隨著工業(yè)的迅速發(fā)展,孔的加工增加了,孔加工約占機(jī)加工量的1/3,是一種重要的加工方式。尤其是深孔加工,普通車(chē)床達(dá)不到加工的工藝要求,再深一點(diǎn),幾乎無(wú)法進(jìn)行加工。因此,較之一般淺孔加工人們?cè)缫烟岢觯?duì)不斷發(fā)展的深孔加工技術(shù)越來(lái)越感興趣。而現(xiàn)在市面上一臺(tái)專(zhuān)業(yè)的加工深孔的設(shè)備十幾萬(wàn)元,此設(shè)備專(zhuān)業(yè)性強(qiáng),加工種類(lèi)單一,為了特定的某種產(chǎn)品而購(gòu)置專(zhuān)用設(shè)備,對(duì)企業(yè)來(lái)說(shuō)是個(gè)資源的浪費(fèi)。因此,我們想用車(chē)床改深孔鉆床。如此,即可節(jié)約大量的成本,也可以讓閑置設(shè)備得到充分的利用。也可為機(jī)械行業(yè)老設(shè)備改造提供很好途徑。
1 機(jī)床改造概述
1.1 機(jī)床改造的基礎(chǔ)
1.1.1 機(jī)床改造的概念
機(jī)床改造一般指對(duì)現(xiàn)有普通機(jī)床的一些部位作一定的改裝,配上相應(yīng)的裝置及控制系統(tǒng),從而使原機(jī)床具有深孔加工能力.
這種技術(shù)具有獨(dú)特的特點(diǎn).機(jī)床改造后專(zhuān)業(yè)性強(qiáng),拆裝方便,實(shí)用性強(qiáng)。適應(yīng)多品種深孔的批量生產(chǎn).改裝費(fèi)用低,經(jīng)濟(jì)效益好,提高了機(jī)床的使用價(jià)值.同時(shí),改造的周期短,可滿(mǎn)足生產(chǎn)需要,不會(huì)破壞原車(chē)床的使用功能。
1.1.2 機(jī)床改造的原因
隨著科技迅速發(fā)展,機(jī)械產(chǎn)品的形狀,結(jié)構(gòu)和材料不斷的改進(jìn),精度不斷的提高,要求機(jī)床設(shè)備具有較高的通用性和靈活性,適應(yīng)生產(chǎn)對(duì)象頻繁變化的需要.目前,深孔鉆床價(jià)格昂貴,一次性投入大,對(duì)中小企業(yè)常是心有余而力不足,而現(xiàn)在各企業(yè)有大量的普通機(jī)床,可是用普通機(jī)床進(jìn)行深孔加工,局限性較大,不能加工孔長(zhǎng)與孔徑比較大的深孔,從而直接影響一個(gè)企業(yè)的產(chǎn)品生產(chǎn)周期,使得企業(yè)的生存和發(fā)展受到一定的限制。
1.1.3 機(jī)床改造的意義
1)節(jié)省資金。機(jī)床的改造同購(gòu)置新機(jī)床相比可節(jié)省60%左右的費(fèi)用,一般大型機(jī)床改造只需花新機(jī)床購(gòu)置費(fèi)的1/3。并可以利用現(xiàn)有地基;
2)性能穩(wěn)定可靠。因原機(jī)床各基礎(chǔ)件經(jīng)過(guò)長(zhǎng)期使用,幾乎不會(huì)產(chǎn)生應(yīng)力變形而影響精度;3)能生產(chǎn)多種工藝要求的產(chǎn)品 機(jī)床改造后即可實(shí)現(xiàn)加工深孔的生產(chǎn)需要,使得企業(yè)加工產(chǎn)品多樣化,促進(jìn)企業(yè)的發(fā)展,為企業(yè)節(jié)約了外委費(fèi)用而且可以縮短生產(chǎn)周期;4)增加職工的收入。多樣化的產(chǎn)品為職工提供了更多的工作機(jī)會(huì)。
2 機(jī)床改造的內(nèi)容
機(jī)床與生產(chǎn)線的深孔鉆床改造主要內(nèi)容:
一是保持原功能,設(shè)備經(jīng)改裝后有深孔加工的功能,但原來(lái)的車(chē)床的基本功能不能破壞;
二是在普通機(jī)床上加支撐裝置。如墊板,v型塊等。
3 機(jī)床改造
3.1 深孔加工的特點(diǎn)
深孔加工無(wú)法直接觀察刀具切削情況,因此加工時(shí)只能通過(guò)聽(tīng)聲音、看切屑、觀察機(jī)床負(fù)荷及切削液壓力等方法來(lái)判斷排屑及刀具磨損狀況。針對(duì)深孔加工散熱困難,排屑困難,以及深孔加工時(shí)鉆桿長(zhǎng)、剛性差、易振動(dòng)等特點(diǎn),為我們的車(chē)床改造提供了方向。
3.2 機(jī)床改造的方法
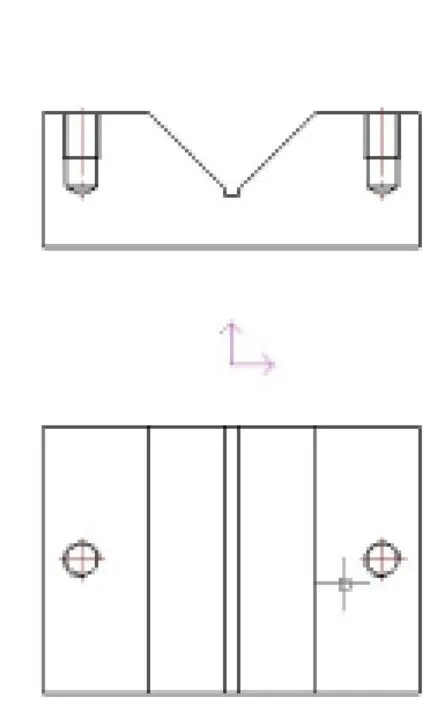
圖1 V型塊

圖2 后墊塊
根據(jù)深孔加工的特點(diǎn),在車(chē)床改造中,我們要依據(jù)工件與車(chē)床的中心距保持一致的原則。將車(chē)床的刀架、尾座拆卸,采用墊塊放置在車(chē)床尾部,保證墊塊的高度與走刀架的底座在同一水平面上,在上面固定墊板,根據(jù)加工工件的直徑及車(chē)床本身的中心距確定V型快的高度和V形開(kāi)口的大小,保證工件放置在V型塊后與車(chē)床卡盤(pán)的中心高度一致。車(chē)床卡盤(pán)上將三爪去掉,購(gòu)置專(zhuān)業(yè)的深孔固定 。配置相應(yīng)的壓力泵確保切削液能順利的進(jìn)入深孔內(nèi)部,并保證鐵屑能通暢的排出。

圖3 前墊塊
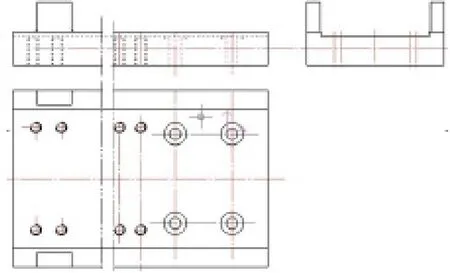
圖4 墊板
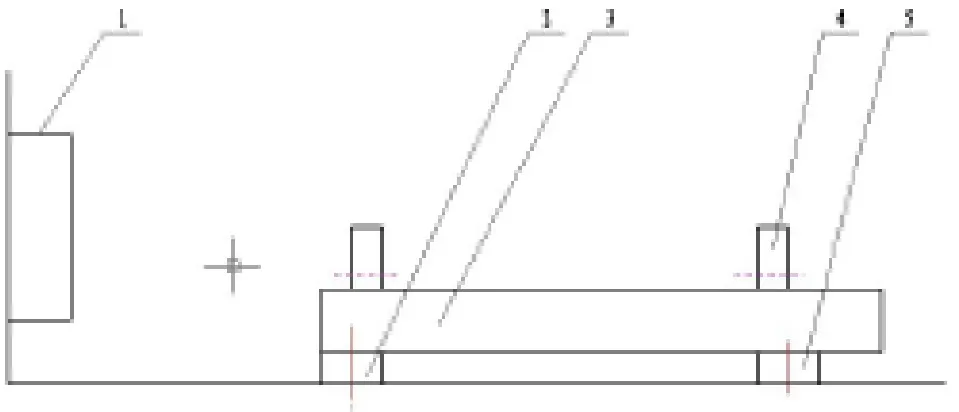
圖5
3.3 在深孔加工時(shí)采取的工藝措施
鉆孔前先預(yù)鉆一個(gè)與鉆頭直徑相同的淺孔,引鉆時(shí)可起到導(dǎo)向定心作用。加工直線度要求較高的小孔時(shí)這一步驟尤其必要。 安裝、調(diào)試機(jī)床時(shí),保證工件孔中心軸線與鉆桿中心軸線重合。
根據(jù)工件材質(zhì)合理選用切削用量,以控制切屑卷曲程度,獲得有利于排屑的C形切屑。加工高強(qiáng)度材質(zhì)工件時(shí),應(yīng)適當(dāng)降低切削速度V。進(jìn)給量的大小對(duì)切屑的形成影響很大,在保證斷屑的前提下,可采用較小進(jìn)給量。
為保證排屑、冷卻效果,切削液應(yīng)保持適當(dāng)?shù)膲毫土髁俊<庸ば≈睆缴羁讜r(shí)可采用高壓力、小流量;加工大直徑深孔時(shí)可采用低壓力、大流量。
開(kāi)始鉆削時(shí),應(yīng)首先打開(kāi)切削液泵,然后起動(dòng)車(chē)床,走刀切削;鉆孔結(jié)束或發(fā)生故障時(shí),應(yīng)首先停止走刀,然后停車(chē),最后關(guān)閉切削液泵。在加工孔比較長(zhǎng),但孔徑小的深孔時(shí),一般采用外排屑的方式,且不要一次成型,在鉆槍的選用上采取有短到長(zhǎng)的方式,逐漸加深,這樣可以減少鉆頭的磨損速度。
3.4 改造后機(jī)床的使用情況
深孔加工實(shí)例:
在材質(zhì)為27SiMn、Φ140mm工件的直徑為Φ140mm上鉆削孔徑Φ20±0.2mm、深度1050mm 的深孔。選用成都深孔加工中心生產(chǎn)的BTA深孔鉆(f20)進(jìn)行加工,刀片牌號(hào)YT798,鉆桿材質(zhì)45鋼(調(diào)質(zhì)處理,HB240~280);選取切削用量:V=60m/min,S=0.21mm/r;切削液選用5%乳化液,切削液壓力2.5MPa,液壓泵流量80L/min。 在正式加工前在工件孔位上預(yù)鉆一個(gè)Φ20mm 淺孔,在鉆深孔時(shí)采用300,700,1100的三種規(guī)格的鉆頭。鉆孔時(shí),先用300規(guī)格的鉆頭再依次用700,1100的鉆頭鉆孔,最后達(dá)到加工的要求。采用此種工藝我們加工了500件工件,沒(méi)有偏心等缺陷。因此,說(shuō)明我們的改造是成功的,可行的。
4 結(jié)論
通過(guò)改裝,可滿(mǎn)足加工深孔的車(chē)床已經(jīng)完成,可以實(shí)現(xiàn)在臥式車(chē)床上加工深孔的要求。當(dāng)然,在沒(méi)有深孔加工的情況下,我們也可以將墊塊、墊板等配件拆卸,重新將走刀架和尾座安裝到車(chē)床上,恢復(fù)車(chē)床的使用功能。
[1]張君安.機(jī)電一體化系統(tǒng)設(shè)計(jì)[M].兵器工業(yè)出版社,1997,8.
[2]姜培剛.機(jī)電一體化系統(tǒng)設(shè)計(jì)[M].機(jī)械工業(yè)出版社,2003.
[3]戴曙.金屬切削機(jī)床設(shè)計(jì)[M].機(jī)械工業(yè)出版社,198l.
[4]趙永成.機(jī)械制造裝備設(shè)計(jì)[M].中國(guó)鐵道出版社.
[5]馮辛安.機(jī)械制造裝備設(shè)計(jì)[M].機(jī)械工業(yè)出版社.
[6]王啟義.機(jī)械制造裝備設(shè)計(jì)[M].冶金工業(yè)出版社.