氧槍布置方式對底吹熔池熔煉過程的影響
2012-09-29 01:21:36閆紅杰劉方侃張振揚崔志祥申殿邦
中國有色金屬學報 2012年8期
關鍵詞:模型
閆紅杰,劉方侃,張振揚,高 強,劉 柳,崔志祥,申殿邦
(1. 中南大學 能源科學與工程學院,長沙 410083;2. 中南大學 流程工業(yè)節(jié)能湖南省重點實驗室,長沙 410083 3. 東營方圓有色金屬有限公司,東營 257091)
氧槍布置方式對底吹熔池熔煉過程的影響
閆紅杰1,2,劉方侃1,2,張振揚1,2,高 強1,2,劉 柳1,2,崔志祥3,申殿邦3
(1. 中南大學 能源科學與工程學院,長沙 410083;2. 中南大學 流程工業(yè)節(jié)能湖南省重點實驗室,長沙 410083 3. 東營方圓有色金屬有限公司,東營 257091)
采用FLUENT軟件,分別選擇k?ε系列湍流模型和雷諾應力模型(RSM)對底吹熔池熔煉爐內的高溫熔體氣液兩相流進行數值模擬,并且依據相似原理,通過水模型實驗對數值模擬結果進行驗證,綜合評價發(fā)現Realizablek?ε模型的計算精度最高。選用Realizablek?ε模型,對氧槍布置方式及直徑對底吹熔池熔煉過程的影響進行數值模擬研究,結果表明:在一定范圍內,適當增大氧槍傾角有利于底吹熔池熔煉過程的進行,當單排氧槍傾角在17°~22°之間時,熔池各指標均處于較好的水平;相對于現場工況,雙排氧槍傾角分別為12°和22°時,熔池的攪拌效果顯著增強;當氧槍傾角為20°時,其有效攪拌區(qū)直徑為1.475 m,對應的合理氧槍間距為0.98~1.23 m;適當減小氧槍直徑可以有效提高熔池氣含率。
底吹熔池熔煉;湍流模型;氧槍;數值模擬
Abstract:FLUENT was used to simulate the high temperature melt multiphase flow in oxygen-enriched bottom-blowing bath smelting furnace with a series ofk?εmodels and Reynolds stress model. Based on similar principles to verify and compare the numerical simulation results with water model experiment. It is indicated that the realizablek?εmodel has the best result. Realizablek?εmodel is chosen to simulate the influence of lance arrangement and diameter on the oxygen-enriched bottom-blowing bath smelting process. Based on the result, appropriate increase of the lance inclination is helpful for oxygen-enriched bottom-blowing bath smelting process, and when a single row of lance inclination between is 17°?22°, the bath indicators are all in a good level. Relative to site conditions, when the double lance inclinations are 12° and 22°, the bath mixing effects are significantly enhanced. When the lance inclination is 20°, the effective mixing zone diameter is 1.475 m, corresponding to the best lance spacing of 0.98?1.23 m. Appropriately reducing lance diameter can effectively increase the bath gas rate.
Key words:oxygen-enriched bottom-blowing bath smelting; turbulence model; lance; numerical simulation
在冶金工業(yè)中,冶金爐窯中的高溫流體(如金屬熔體、高溫煙氣等)多相流動參數是影響冶金工藝的一個重要因素,它不僅關系到冶金反應的效率,還決定著冶金爐窯的安全使用壽命。相比于傳統(tǒng)研究方法,由于數值模擬方法具有計算結果信息全、周期短、費用低、安全可靠等優(yōu)點,已經成為研究高溫流體多相流動的重要方法。目前,對于高溫流體多相流動的數值模擬,通常使用基于渦粘性假設下的湍流模型,如混合長度模型[1]、標準k?ε模型[2]及其相關改進模型和雷諾應力模型[3]等。因此研究各湍流模型對高溫流體多相流動的模擬能力很有必要。
LI等[4?5]利用VOF多相流模型和標準k?ε湍流模型模擬了底吹鋼包內氣/鋼液/渣的三相流動,模擬結果再現了底吹鋼包內氣/鋼液/渣三相流動現象,分析了 Ar噴吹流量變化對渣眼無量綱面積和渣眼周圍的鋼液向下流動速度的影響。SHAMSI等[6]使用Realizablek?ε湍流模型模擬了連鑄板坯連鑄機鑄坯的流體流動、傳熱和凝固過程,預測分析了鑄坯中流體的速度和溫度分布及模具的換熱系數。雷鳴等[7]選用標準k?ε湍流模型對還原熔融爐進行了頂側復吹計算,研究了頂槍槍位和氣體流速對鐵浴的攪拌影響。ZHOU等[8]模擬了回轉窯廢鋁熔化過程,預報了爐子上部煙氣湍流燃燒狀況和廢鋁熔化所需時間及天然氣消耗量。很多學者在這方面做了大量的研究工作,但是都沒有系統(tǒng)地對各湍流模型的模擬能力進行比較,并且基于RNGk?ε模型和雷諾應力模型(RSM)方法的數值模擬研究較少。本文作者首先以底吹熔池熔煉煉銅爐為研究對象,結合水模型實驗驗證,對標準k?ε模型(ske)、Realizablek?ε模型(rke)、RNGk?ε模型和雷諾應力模型(RSM)就高溫流體多相流動的模擬能力進行了比較分析,通過比較分析選擇了合適的湍流模型。
氧槍是底吹熔池熔煉工藝的核心技術[9],因此研究底吹熔池熔煉爐的氧槍布置方式及直徑對其熔煉過程的影響,對優(yōu)化底吹熔池熔煉工藝具有重要意義。DAVIS等[10?11]對HIsmelt工藝中的熔融還原爐進行了數值模擬,研究了頂吹氧槍和側吹氧煤噴槍作用下流動和傳熱的影響。詹樹華等[12]對深浸入式側吹方式下試驗爐內熔池拌現象進行了研究,采用氣液兩相多流體模型描述了側吹熔池內兩相流運動和熔池攪動的基本特征。本文作者通過對各湍流模型的比較研究,選擇了可靠的數學模型,并且使用選擇的數學模型,以熔池氣含率、熔池流體平均運動速度及湍動能等參數為指標對底吹熔池熔煉爐的氧槍的單、雙排傾角、間距和直徑對熔池熔煉過程的影響進行了數值模擬研究,得到了其影響規(guī)律。
1 模型建立
1.1 物理建模
以山東某公司的自主知識產權底吹熔池熔煉爐[13]為研究對象,其結構示意圖如圖1所示。
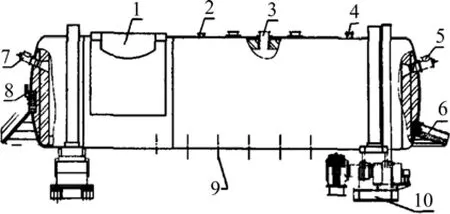
圖1 底吹熔池熔煉爐示意圖Fig.1 Sketch map of bottom-blowing bath smelting furnace:1—Gas vent; 2—Temperature measuring hole; 3—Feed opening; 4—Probe hole; 5—Main burner; 6—Copper export;7—Aided burner; 8—Slap tap; 9—Lance; 10—Transmission
底吹熔池熔煉爐內形成一定高度的熔池,精礦由加料口加入到底吹熔池熔煉爐中,富氧空氣由底部的雙排氧槍噴吹進入熔池熔煉爐,精礦被高溫熔體卷吸到熔池中與氧氣發(fā)生劇烈的熔煉與造渣反應,最后銅锍和渣分別由銅锍放出口和放渣口放出,完成底吹熔池熔煉過程。
本文作者主要研究底吹熔池熔煉爐內熔池中高溫熔體的氣液兩相流動,假設初始狀態(tài)時熔池為靜止的,暫時不考慮其中的化學反應,也不考慮加料和放銅锍、渣對熔池的擾動,不考慮壁面的散熱。如圖1所示,熔池熔煉爐長度為14.8 m;氧槍直徑為0.06 m,一共9支,分兩排交叉布置,分別與豎直方向夾角為7°和22°,其中夾角為7°的有5支,22°的有4支,單排氧槍間距為1.3 m;熔池熔煉爐內徑為3.5 m;熔池高度為1.35 m。
1.2 數學建模
1.2.1 基本控制方程
采用 VOF兩相流模型模擬熔池熔煉爐內的氣液兩相流動,采用幾何重構方案描述氣液自由表面。VOF兩相流控制方程和自由表面幾何重構方案詳見文獻[14]。對于氣液兩相流,計算中定義體積函數α(單元中流體所占體積與單元體積之比),通過建立和求解α的輸運方程來確定自由表面的位置。當體積函數α=1,則單元體積內充滿液體;α=0,則單元體積內無液體;α=0~1之間,則單元體積內既充有液體又充有氣體,此單元為自由表面單元。
1.2.2 湍流模型
1)k?ε系列湍流模型
k?ε系列湍流模型[15?17]具有相同形式的k和ε輸運方程,只是其各自對其模型常數的計算方法不同。通用的k和ε的輸運方程可分別表示為
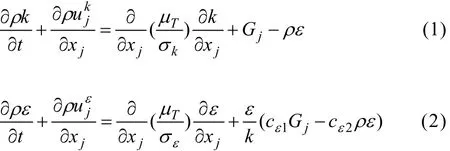
式中:Tμ是一個假設存在的“湍流黏度”,
k?ε系列湍流模型的模型常數如表1所列。
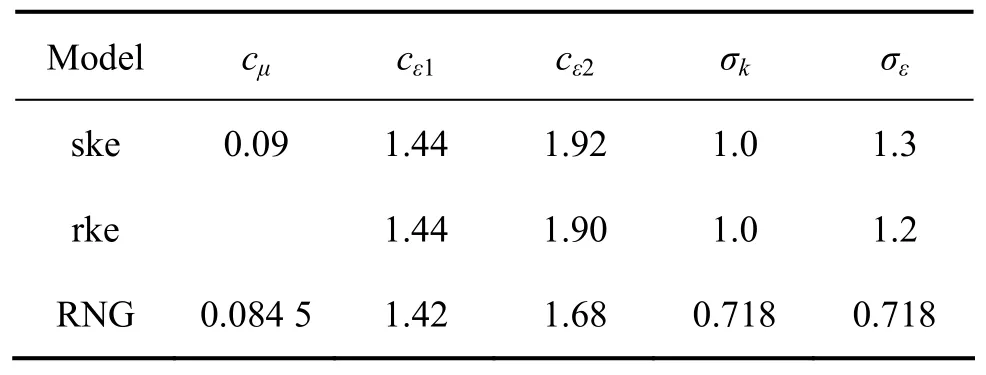
表1k?ε系列湍流模型常數Table 1 Model constants ofk?εmodels
其中在Realizablek?ε模型(rke)中,cμ不再是一個常數,而與應變率聯(lián)系起來,是一個變量。
2) 雷諾應力模型(RSM)
雷諾應力模型(RSM)[18]通過求解雷諾應力輸運方程來封閉基本方程組,雷諾應力輸運方程可表示為
其中:cij為對流項;DT,ij為湍流擴散項;DL,ij為分子擴散項;Pij為應力產生項;Gij為浮力產生項;ijφ為壓力應變項;εij為耗散項;Fij為系統(tǒng)旋轉產生項。
RSM模型的k和ε的輸運方程可分別為
對于不可壓縮流體,Gij浮力產生項為0,其他模型常數分別如下:c1=1.44,c2=1.72,σk=0.82,σε=1.0,
c3=
2 邊界條件及求解策略
2.1 邊界條件及物性參數
2.1.1 入口條件
氧槍入口為質量入口邊界條件,入口工質為可壓縮富氧空氣,入口質量流量為0.48 kg/s,入口溫度為300 K,湍流強度和湍動能耗散率均為5%,水力學直徑為0.06 m。
2.1.2 出口條件
煙氣出口設置為壓力出口邊界條件,出口壓力設置為?10Pa。
2.1.3 壁面邊界條件
不考慮壁面的散熱,作絕熱壁面處理;認為在壁面處的流體速度為 0,采用無滑移壁面邊界條件;近壁區(qū)域采用標準壁面函數處理。
2.1.4 物性參數
不考慮化學反應,底吹熔池熔煉爐內包含銅锍熔體和富氧空氣(煙氣)兩種流體,由于氣體入口馬赫數大于0.3,故富氧空氣作理想可壓縮氣體處理,具體物性參數如表2所列。
2.2 求解策略
通過網格獨立性檢查,在GAMBIT中進行網格畫分。對模型進行定時間步長的非穩(wěn)態(tài)計算,時間步長為0.001 s,多相流模型選用VOF模型,壓力速度耦合選擇PISO算法,壓力的離散化用PRESTO格式,為了提高計算精度,方程的離散化采用二階迎風格式。

表2 底吹熔池熔煉爐內流體的物性參數Table 2 Property parameters of fluids in bottom-blowing bath smelting furnace
3 模型驗證
實驗驗證依據相似原理,在實驗室搭建與熔池熔煉爐原始尺寸10:1比例的有機玻璃實驗平臺,如圖2所示。實驗材料使用壓縮氮氣和水,實驗平臺的數據提取主要借助于高速攝影儀。為了減少計算量,實驗驗證選擇二維底吹熔池熔煉爐縱截面進行。依據實驗平臺與數值模擬模型的修正弗拉德數相等對各湍流模型的數值模擬結果進行實驗驗證,從而得到對于高溫熔體多相流計算精度最高的湍流模型。

圖2 水模型實驗平臺Fig.2 Water model experiment platform
3.1 氧槍根部氣泡形態(tài)
富氧空氣由氧槍進入熔池形成氣泡是一個非常復雜的過程,銅锍熔液和氣體的各項參數(如壓力、速度、溫度等)都發(fā)生有明顯的變化;此外,氧槍根部的氣泡形成于近壁區(qū)域,近壁區(qū)域屬于湍流模型計算的薄弱環(huán)節(jié),因此,氧槍根部氣泡形態(tài)是衡量各湍流模型模擬能力一個重要參數。各湍流模型計算的氧槍根部氣泡形態(tài)如圖3所示。
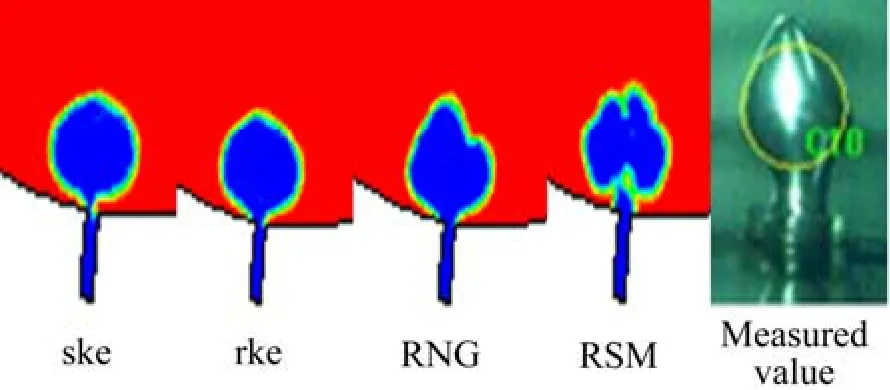
圖3 氧槍根部氣泡形態(tài)比較Fig.3 Comparison of bubbles form at bottom of lance
由圖3氧槍根部氣泡形態(tài)的比較可以很直觀地發(fā)現,rke模型和ske模型模擬的氣泡形態(tài)與實測氣泡形態(tài)很接近,富氧空氣由氧槍進入熔池后會在氧槍根部處形成一定尺寸的橢球形氣泡。RNGk?ε模型和RSM模擬的氧槍根部氣泡存在明顯的變形,與實際不符合,模擬效果差。
3.2 氧槍根部氣泡尺寸
各湍流模型計算的氣泡尺寸與氧槍直徑之比如表3所列。
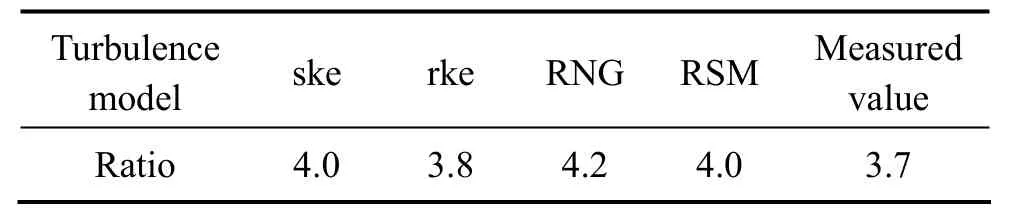
表3 氣泡尺寸與氧槍直徑之比Table 3 Ratio of size of bubble and lance diameter
由表3可知,各湍流模型計算的氧槍根部氣泡尺寸均比實際值偏大,其中rke模型的模擬效果最好,相對誤差僅為2.7%;ske模型和RSM的模擬效果相當,誤差為8.1%;RNGk?ε模型的模擬效果最差。氧槍出口區(qū)域屬于近壁區(qū)域,在固體壁面附近由于分子粘性的作用,湍流的脈動受到阻尼,Re數會很小,k?ε系列模型和 RSM模型都屬于高Re數的湍流計算模型,因此,在近壁區(qū)域直接使用就不合適了,本文作者采用標準壁面函數對近壁區(qū)域進行處理,由計算結果可知,rke模型和標準壁面函數的聯(lián)合處理效果最優(yōu);此外,RSM模型為五方程模型,計算速度也相對慢很多。
3.3 氣泡平均上浮速度
氣泡平均上浮速度定義為氣泡產生到完全達到液面這段行程的平均速度。氣泡從產生到脫離,再通過上浮運動到液面是一個極為復雜的湍流流動過程,因此氣泡平均上浮速度計算的準確性也是衡量湍流模型模擬能力的重要依據。表4所列數值模擬數據和實測數據來自于氧槍產生的第一個氣泡的平均上浮速度。
由表4可知,ske模型和rke模型的計算結果很接近實測數據,而RNGk?ε模型和RSM的計算結果均偏大。氣泡在上浮過程中主要受到重力、浮力、表面張力以及粘性切應力的影響。相對于ske模型,rke模型的cμ不再是一個常數,專門考慮了旋轉對湍流的影響,對于相間作用力的處理能力更強,相對誤差遠小于5%。
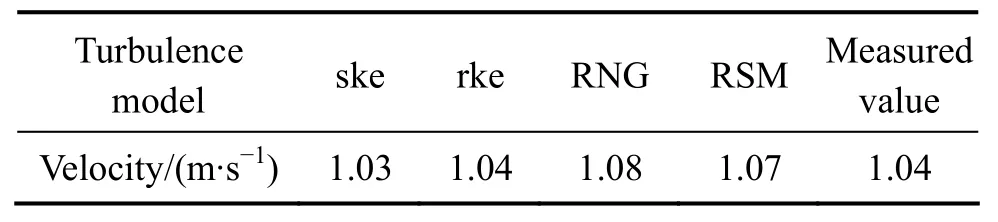
表4 氣泡平均上浮速度Table 4 Average speed of floating bubbles
因此,由以上對各湍流模型的實驗驗證結果可知:各湍流模型對于高溫熔體氣液兩相流流場均有一定的模擬能力,均能在一定程度上反映相應的速度場、壓力場、濃度場和溫度場等信息,但是各湍流模型針對高溫熔體多相流的模擬能力差異很大,綜合比較發(fā)現Realizablek?ε模型的效果最佳,誤差在5%以內,模擬結果可靠。
4 氧槍布置方式及直徑對底吹熔池熔煉過程的影響
由實驗驗證可知,Realizablek?ε模型對于高溫熔體多相流的模擬效果最佳,因此選擇 Realizablek?ε模型對底吹熔池熔煉爐的核心部件氧槍的布置方式及直徑對其熔煉過程的影響進行了數值模擬研究。
4.1 氧槍傾角影響
4.1.1 單排氧槍傾角
單排氧槍傾角研究在控制氧槍入口流量不變的前提下進行,建立二維底吹熔池熔煉爐縱截面的不同角度的氧槍噴吹模型,對每個模型進行計算并提取數據,可以得到熔池穩(wěn)定后相應氧槍角度條件下的熔池氣含率、流體平均速度及湍動能與氧槍傾角的關系。
實驗對設計的7組氧槍角度進行分析,分別為0°、7°、12°、17°、22°、27°和32°,每組模型計算時間為10 s。
熔池穩(wěn)定后不同角度氧槍條件下的熔池氣含率、湍動能及流體平均速度分布分別如圖4~6所示。
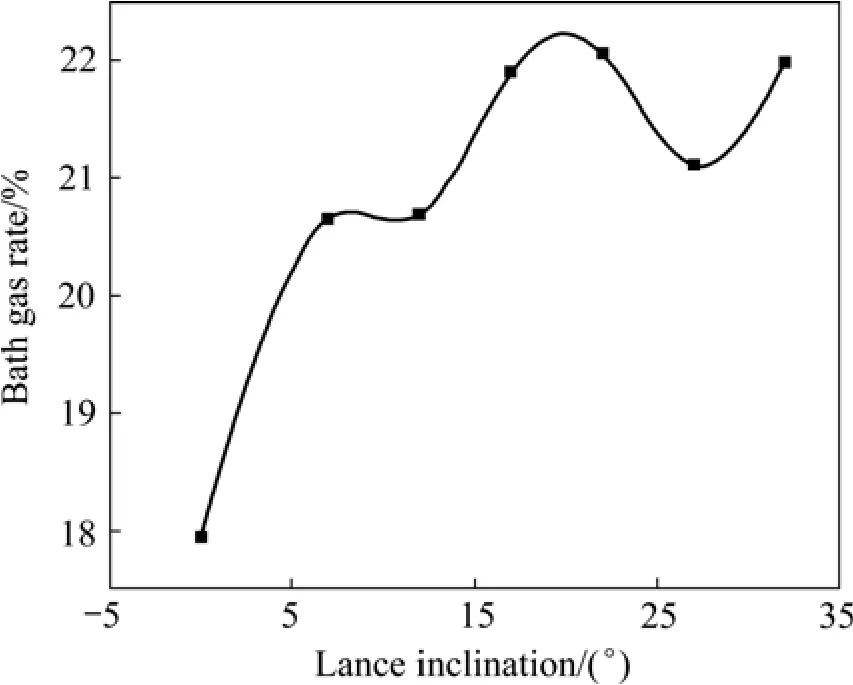
圖4 熔池氣含率與氧槍傾角的關系Fig.4 Relationship between bath gas rate and lance inclination
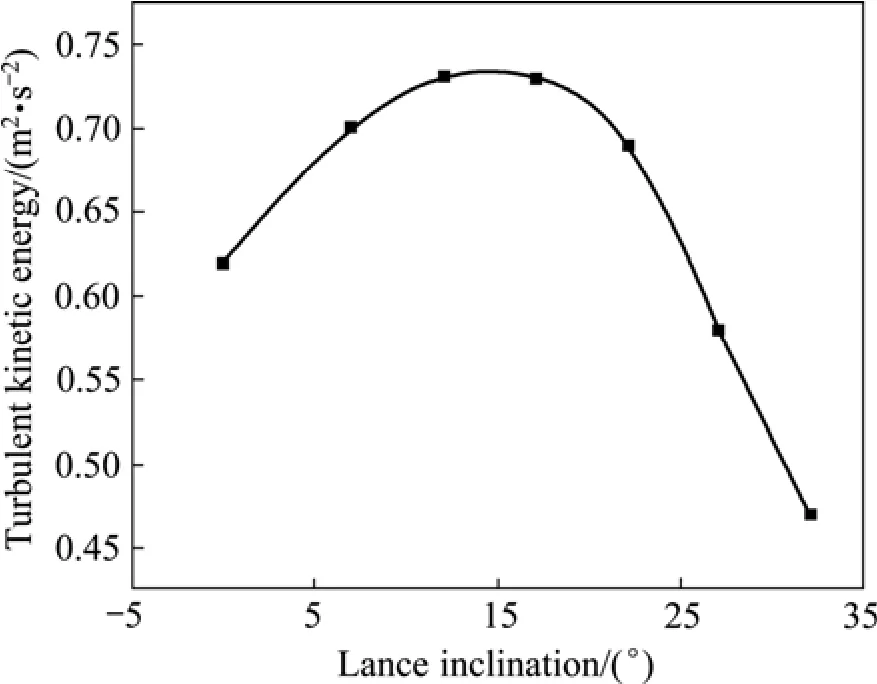
圖5 湍動能與氧槍傾角的關系Fig.5 Relationship between turbulent kinetic energy and lance inclination
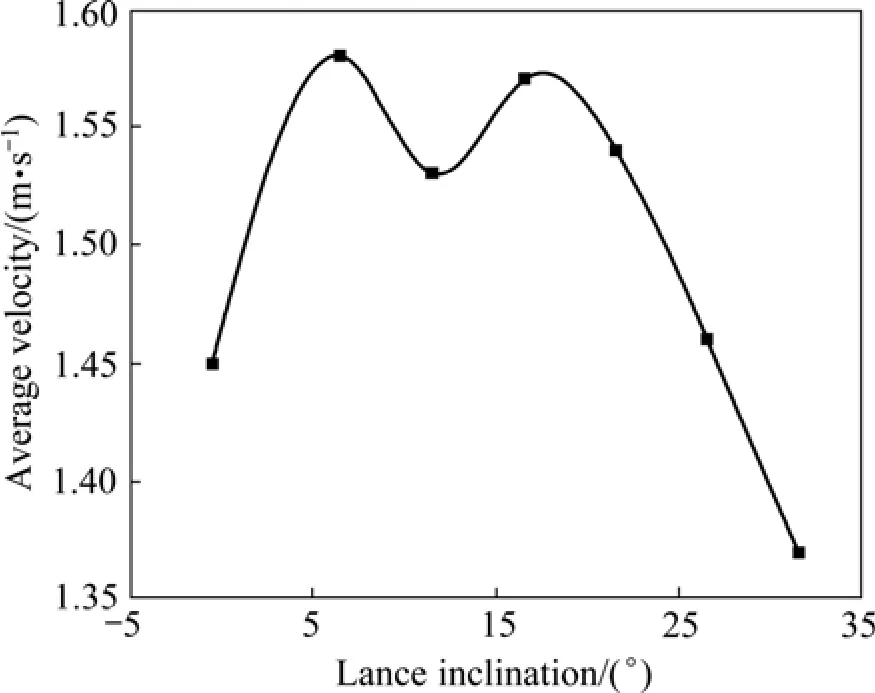
圖6 熔體平均速度與氧槍傾角的關系Fig.6 Relationship between melt average velocity and lance inclination
綜合分析圖4、5和6可知:熔池穩(wěn)定后,在氧槍傾角為0°~22°之間時,熔池氣含率隨著氧槍傾角的增大而不斷增加,在 17°~22°之間達到最大值;隨后隨著氧槍傾角的增大,熔池氣含率不斷降低,當氧槍傾角大于 27°時,熔池氣含率又隨著氧槍傾角的增大而增加;流體平均速度隨氧槍傾角的增大呈現“M”型曲線分布,兩個峰值分別出現在7°和17°處,氧槍傾角大于 22°時,流體平均速度很小;流體平均湍動能隨著氧槍傾角的增大呈現拋物線狀的分布,在氧槍傾角為17°時到達最大值。對這3個參數綜合評價分析可得:當氧槍傾角為 17°~22°之間時,熔池各項指標均處于較高的水平。
4.1.2 雙排氧槍傾角
通過單排氧槍傾角的研究得到的氧槍傾角為17°~22°之間時,熔池各項指標均處于較好的水平。由于底吹熔池熔煉爐本身為雙排氧槍布置,分別是5支7°氧槍和4支22°氧槍,因此,在進行雙排氧槍傾角研究時,建立熔煉爐的三維模型。為了簡化計算、節(jié)約計算資源,將底吹爐考慮成僅有兩支氧槍的雙排結構,即將7°氧槍優(yōu)化為12°,22°氧槍傾角不變,底吹爐軸向長度為2.6 m,氧槍間距為1.3 m,仿真結果如表5所示。
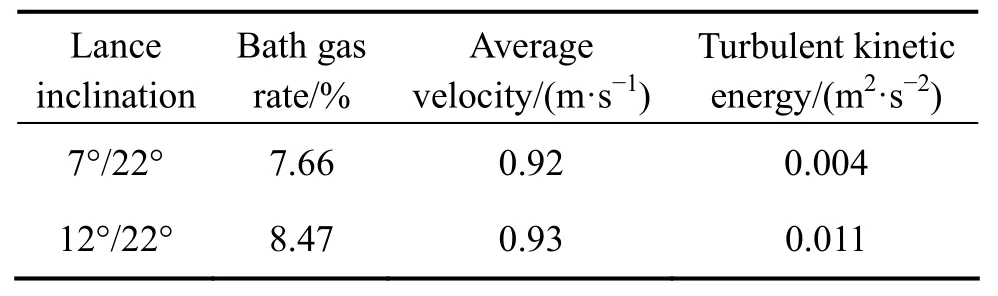
表5 雙排氧槍仿真結果Table 5 Results of double lance simulation
由上表的數據分析可知,無論從哪個參數進行對比分析,12°/22°工況相對于7°/22°工況均有不同程度的優(yōu)化。熔池氣含率增大明顯,平均速度略有優(yōu)化,湍動能提高了一個數量級,因此,12°/22°工況明顯優(yōu)于7°/22°工況,熔池氣含率水平和攪拌能力顯著增強,有利于熔池熔煉過程的進行。
4.2 氧槍間距影響
在進行氧槍間距的研究時,先研究氧槍在最佳傾角下的有效攪拌區(qū)直徑。假設有效攪拌區(qū)直徑為S,氧槍間距為W,已有研究表明,當S/W=1.2~1.5之間時,氧槍間距最佳,既能保證氧氣的高效吸收利用,又能防止攪拌死區(qū)的出現。
在氧槍傾角為 20°時,建立熔池熔煉爐的三維數學模型,得到熔池穩(wěn)定后的有效攪拌區(qū)直徑分布如圖7所示。
分析圖7可知,熔池達到穩(wěn)定后,有效攪拌區(qū)直徑隨時間的變化不大,基本趨于穩(wěn)定。提取數據可得,此種工況下有效攪拌區(qū)直徑的平均值為1.475 m,又由當S/W=1.2~1.5時氧槍間距W為最佳可得,氧槍間距W=0.98~1.23 m,此時熔池熔煉爐的氧氣利用和攪拌效果均處于較高的水平。
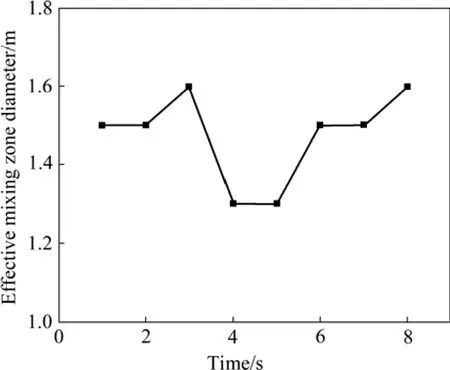
圖7 有效攪拌區(qū)直徑與時間分的關系Fig.7 Relationship between effective mixing zone diameter and time
4.3 氧槍直徑影響
為了保證富氧空氣有氧槍噴出進入熔池后流態(tài)不變,采取氧槍出口速度不變的策略進行氧槍直徑的影響研究。建立二維底吹熔池熔煉爐縱截面數學模型,分別對氧槍直徑由10 mm,每次增加10 mm,逐漸增大到60 mm的6組工況進行仿真研究,得到熔池穩(wěn)定后的相關參數水平。由于氧槍出口速度不變,所以隨著氧槍直徑的增加,氣體流量也不斷增加。在氧槍流量不同時單純考慮熔池氣含率、流體湍動能和平均速度的水平作為評價指標就不合理了,因此在進行數據處理時,采用相關參數的相對變化值作為評價標準。以氧槍直徑為10 mm時的數據為基準,比較其相關參數變化與直徑變化之比,即θ′=(θ-θ10)/(D- 10) (其中θ、θ10、θ′分別是對應的參數值,直徑為10 mm時的參數值和參數的相對變化值,D是對應的氧槍直徑,單位為mm),得到相關參數的相對變化值隨氧槍直徑的關系分別如圖8~10所示。
綜上分析可知:熔池氣含率隨氧槍傾角的增大而不斷減小,說明減小氧槍直徑有利于提高熔池氣含率;平均湍動能和平均速度隨氧槍直徑的增大分別呈現正弦和余弦態(tài)曲線分布,其峰值均出現在氧槍直徑為30 mm附近;當氧槍直徑為40~50 mm之間時,熔池中各參數水平均較差。綜合評價分析可得:當氧槍直徑為30 mm時,熔池中各指標均處于較高的水平。
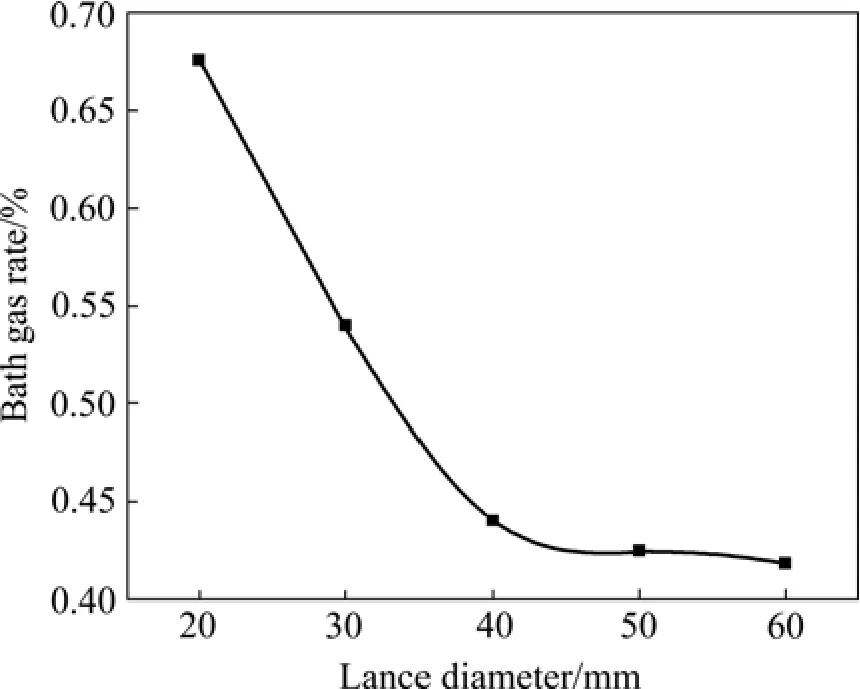
圖8 熔池氣含率相對變化值與氧槍直徑的關系Fig.8 Relationship between relative bath gas rate and oxygen lance diameter
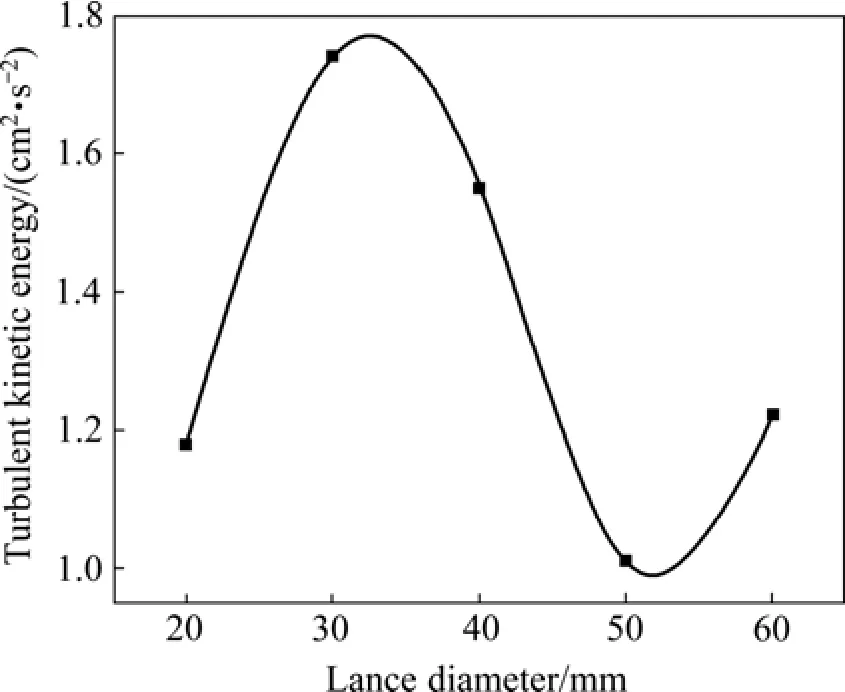
圖9 湍動能相對變化值與氧槍直徑的關系Fig.9 Relationship between relative turbulent kinetic energy and oxygen lance diameter
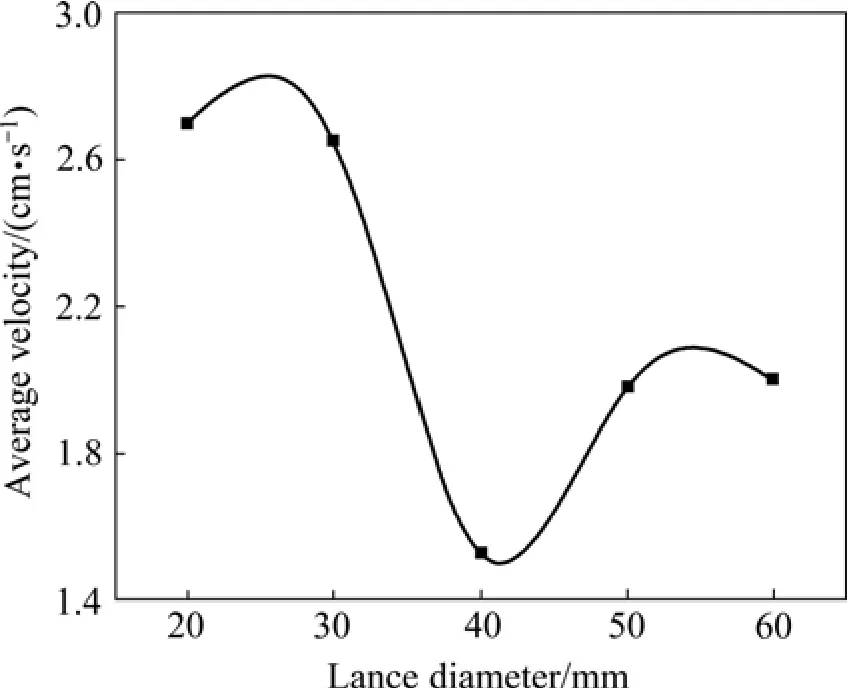
圖10 熔體平均速度相對變化值與氧槍直徑的關系Fig.10 Relationship between relative melt average velocity and oxygen lance diameter
5 結論
1) 建立了底吹熔池熔煉爐內高溫熔體氣液兩相流的數學模型,并且依據修正的弗拉德數相等,對各湍流模型對于高溫熔體氣液兩相流動的模擬能力進行了水模型實驗驗證,結果發(fā)現,Realizablek?ε模型對于高溫熔體多相流的模擬效果最佳。
2) 在一定范圍內,適當增大氧槍傾角有利于底吹熔池熔煉過程的進行,當單排氧槍傾角在 17°~22°之間時,熔池各項指標均處于較高的水平;相對于現場工況,雙排氧槍傾角分別為12°和22°時,熔池的攪拌效果顯著增強。
3) 當氧槍傾角為 20°時,其有效攪拌區(qū)直徑為1.475 m,對應的合理氧槍間距為0.98~1.23 m。
4) 適當減小氧槍直徑可以有效提高熔池氣含率,當氧槍直徑為30 mm時,熔池中各指標均處于較高的水平。
REFERENCES
[1] HSIEH K T, RAJAMANI R K. Mathematical model of the hydrocyclone based on physics of fluid[J]. AIChE Journal, 1991,37(5): 735?746.
[2] MALHOTRA A, BRANION R M R, HAUPTMANN E G.Modeling the flow in a hydrocyclone[J]. The Canadian Journal of Chemical Engineering, 1994, 72: 953?960.
[3] CHEN C J, JAW S Y. Fundamentals of turbulence modeling[M].Washington: Taylor&Francis, 1998.
[4] LI Bao-kuan, YIN Hong-bin, ZHOU C Q, TSUKIHASHI F.Modeling of three-phase flows and behavior of stag steel interface in an argon gas stirred ladle[J]. ISIJ International, 2008,48(12): 1704?1711.
[5] 李寶寬, 顧明言, 齊鳳升, 王 芳, 周 謙. 底吹鋼包內氣/鋼液/渣三相流模型及渣層行為的研究[J]. 金屬學報, 2008,44(10): 1198?1204.LI Bao-kuan, GU Ming-yan, QI Feng-shen, WANG Fang,ZHOU Qian. Modeling of three-phase(gas/molten steel/slag)flows and slag layer behavior in an argon gas stirred ladle[J].Acta Metallurgica Sinica, 2008, 44(10): 1198?1204.
[6] SHAMSI M, AJMANI S K. Three dimensional turbulent fluid flow and heat transfer mathematical model for the analysis of a continuous slab caster[J]. ISIJ International, 2007, 47: 433?442.
[7] 雷 鳴, 王周勇, 張捷宇, 程偉玲, 鄭少波, 王 波, 洪 新.多相流模型模擬熔融還原爐內流體流動[J]. 過程工程學報,2009, 9(z1): 420?428.LEI Ming, WANG Zhou-yong, ZHANG Jie-yu, CHENGWei-ling, ZHENG Shao-bo, WANG Bo, HONG Xin. Study on modeling of fluid flow in iron-bath smelting reduction furnace with multi-phase model[J]. The Chinese Journal of Process Engineering, 2009, 9(z1): 420?428.
[8] ZHOU B, YANG Y, REUTER M A, BOIN U M J. Modelling of aluminium scrap melting in a rotary furnace[J]. Minerals Engineering, 2006, 19: 299?308.
[9] 高長春, 袁培新, 陳漢榮. 氧氣底吹熔煉氧槍淺析[J]. 中國有色冶金, 2006, 6: 13?17.GAO Chang-chun, YUAN Pei-xin, CHEN Han-rong. On lance for oxygen bottom-blown smelting[J]. China Nonferrous Metallurgy, 2006, 6: 13?17.
[10] DAVIS M P, DRY R J, SCHWARZ M P. Flow simulation in the HIsmelt process[C]//Proceedings of the Third International Conference on CFD in the Minerals and Process Industries.CSIRO, Melbourne, 2003, 12: 305?312.
[11] DAVIS M P, PERICLEOUS K, SCHWAZ M P. Mathematical modeling tools for the optimization of direct smelting process[J].Applied Mathematical Modeling, 1998, 22: 921?940.
[12] 詹樹華, 賴朝斌, 蕭澤強. 側吹金屬熔池內的攪動現象[J]. 中南工業(yè)大學學報: 自然科學版, 2003, 34(2): 148?151.ZHAN Shu-hua, LAI Chao-bin, XIAO Ze-qiang. CFD analysis of gas stirring behavior in side-blown metallic bath[J]. Journal of Central South University: Natural Science, 2003, 34(2):148?151.
[13] 崔志祥, 申殿幫, 王 智, 李維群, 邊瑞民. 高底吹熔池熔煉煉銅新工藝[J]. 有色冶金: 冶煉部分, 2010, 3: 17?20.CUI Zhi-xiang, SHEN Dian-bang, WANG Zhi, LI Wei-qun,BIAN Rui-min. New process of copper smelting with oxygen enriched bottom blowing technology[J]. Nonferrous Metals:Extractive Metallurgy, 2010, 3: 17?20.
[14] RABHA S S, BUWA V V. Volume-of-fluid (VOF) simulations of rise of single/multiple bubbles in sheared liquids[J]. Chemical Engineering Science, 2010, 65: 527?537.
[15] 楊建偉, 杜艷平, 史 榮, 崔小朝, 劉 才. 異形坯連鑄結晶器內三維流場的數值模擬[J]. 中國有色金屬學報, 2001, 11(2):248?252.YANG Jian-wei, DU Yan-ping, SHI Rong, CUI Xiao-chao, LIU Cai. 3D numerical simulation on flowing distribution in mould for beam blank continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(2): 248?252.
[16] SHIH T, LIOU W W, SHABBIR A, YANG Zhi-gang, ZHU Jiang.A new k?e eddy viscosity model for high Reynolds number turbulent flows[J]. Computers Fluids, 1995, 24(3): 227?238.
[17] 伍成波, 殷恩生, 張 力, 劉永剛, 張丙懷, 唐 騫. 鋁電解
槽高溫煙氣加熱啟動的三維溫度場數值模擬[J]. 中國有色金屬學報, 2003, 13(6): 1534?1538.
WU Cheng-bo, YIN En-sheng, ZHANG Li, LIU Yong-gang,ZHANG Bing-huai, TANG Qian. Numerical simulation of three-dimensional temperature field of gas start-up method for aluminum electrolysis cell[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1534?1538.
[18] ZHANG Xiao-wei, JIN Xiao-li, WANG Yin, DENG Kang, REN Zhong-ming. Comparison of standard k?ε model and RSM on three dimensional turbulent flow in the SEN of slab continuous caster controlled by slide gate[J]. ISIJ International, 2011, 51(4):581?587.
(編輯 龍懷中)
Influence of lance arrangement on bottom-blowing bath smelting process
YAN Hong-jie1,2, LIU Fang-kan1,2, ZHANG Zhen-yang1,2, GAO Qiang1,2, LIU Liu1,2, CUI Zhi-xiang3, SHEN Dian-bang3
(1. School of Energy Science and Engineering, Central South University, Changsha 410083, China;2. Hunan Key Laboratory of Energy Conservation in Process Industry, Central South University, Changsha 410083, China;3. Dongying Fangyuan Non-ferrous Metal Co., Ltd., Dongying 257091, China)
TF811
A
1004-0609(2012)08-2393-08
國家高技術研究發(fā)展計劃資助項目(2010AA065201);中南大學自由探索計劃資助項目(2011QNZT097)
2011-08-11;
2012-02-20
閆紅杰,教授,博士;電話:13873102530;E-mail: s-rfy@csu.edu.cn
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19