薄壁鋁合金壓鑄充型沿程的組織與力學性能
2012-09-29 01:21:36朱必武李落星王水平張立強
中國有色金屬學報 2012年8期
關鍵詞:力學性能
朱必武,李落星,劉 筱,王水平,張立強
(1. 湖南大學 汽車車身先進設計與制造國家重點實驗室,長沙 410082;2. 湖南大學 機械與運載工程學院,長沙 410082)
薄壁鋁合金壓鑄充型沿程的組織與力學性能
朱必武1,2,李落星1,2,劉 筱1,2,王水平1,2,張立強1,2
(1. 湖南大學 汽車車身先進設計與制造國家重點實驗室,長沙 410082;2. 湖南大學 機械與運載工程學院,長沙 410082)
采用壓鑄制備薄壁AlSi10MnMg鋁合金鑄件,用金相技術、密度、拉伸性能等分析方法討論澆注溫度對薄壁鋁合金壓鑄充型沿程的組織與力學性能的影響。結果表明:隨著澆注溫度的升高,試樣流動臨界長度增加,氣孔增多,α(Al)枝晶變細,抗拉強度和斷后伸長率先增加后降低。隨著充型沿程流動長度的增加,氣孔先減少后增加,α(Al)枝晶變化不大。當澆注溫度為650和680 ℃時,試樣抗拉強度和斷后伸長率沿充型流動長度的增加而減小;當澆注溫度為710和740 ℃時,試樣抗拉強度和斷后伸長率沿充型流動長度的增加變化較小。
薄壁鋁合金;壓鑄;組織;力學性能
Abstract:The thin-wall AlSi10MnMg aluminum alloy samples were prepared by high pressure die casting. The effects of pouring temperature on the microstructure and mechanical properties along the fluidity length were discussed by metallographic techniques, density measurement and tensile tests. The results show that, with the pouring temperature increasing, the critical fluidity length and porosity increase, and α(Al) grain size decreases and the ultimate tensile strength and elongation to fracture increase firstly, and then decrease. With the increase of the fluidity length, the porosity decreases firstly and then increases, but the α(Al) grain size is insignificant. The ultimate tensile strength and elongation to fracture decrease along the fluidity length under pouring temperatures of 650 and 680 ℃. However, the difference of the ultimate tensile strength and elongation to fracture along the fluidity length under pouring temperatures of 710 and 740 ℃ is insignificant.
Key words:thin-wall aluminum alloy; high pressure die casting; microstructure; mechanical properties
薄壁鋁合金鑄件具有輕質、力學性能優(yōu)良等特點,近年來,廣泛應用于汽車車身與底盤等結構件[1]。這類零件尺寸大且精度要求高、壁厚薄且結構復雜,其流動充型能力成為此類零件成形的基本問題,因為合金熔體的流動充型能力直接關系到零件是否能完整成形,同時也影響鑄件的組織力學性能[2?5]。壓鑄作為一種快速的近凈成型工藝,具有生產效率高、尺寸精度高和力學性能優(yōu)異等特點,特別適合于此類零件的生產[6]。薄壁鋁合金鑄件在壓鑄充型過程中,鋁合金熔體以很快的速度呈噴射狀壓入型腔,然后在壓力下凝固,其組織會經(jīng)歷一系列動態(tài)變化,這種變化反過來又會影響充型過程和成形零件的性能。如果成形后零件的組織不均勻,就會產生力學性能的不均勻。目前的研究主要集中在各因素對鋁合金熔體流動充型能力的影響[7?10]、成形工藝參數(shù)對成形后零件組織力學性能的影響[11?14],對于充型過程中組織如何演變、成形工藝參數(shù)對充型過程中組織力學性能的影響研究還很少見。
為了探索薄壁鋁合金充型過程中組織力學性能沿充型長度的變化規(guī)律,本文作者采用壓鑄方法鑄造薄壁AlSi10MnMg鋁合金試樣,研究壓鑄過程中澆注溫度對壓鑄流動長度和組織力學性能的影響,同時探討充型沿程流動長度上鑄件組織力學性能規(guī)律。這對優(yōu)化此類大型復雜薄壁件壓鑄工藝參數(shù)、改善壓鑄件力學性能均有積極意義。
1 實驗
1.1 合金熔煉
實驗材料選用自配制的AlSi10MnMg鋁合金,其配比成分(質量分數(shù))為 10%Si、0.6%Mn、0.4%Mg、0.2%Ti、0.02%Sr,其余為 Al。通過熱力學計算分析和實驗測得其液、固相線溫度分別為624和552 ℃。熔煉采用井式電阻石墨坩堝爐,C2Cl6精煉除氣,Al-5Ti-B細化,Al-10%Sr變質,然后將合金液靜置,準備實驗。
1.2 試樣制備
實驗所用設備為江蘇灌南 125T壓鑄機,采用二級壓射速度,開始150 mm距離壓射速度為300 mm/s,最后150 mm距離壓射速度為2.4 m/s,壓射比壓為20 MPa,無設置增壓,模具試壓5~6模預熱至80~150 ℃,涂料為壓鑄用脫模劑,澆注溫度分別為 650、680、710、740 ℃。
1.3 測試分析
壓鑄制得的薄壁AlSi10MnMg鋁合金試樣如圖1所示:流動試樣(Fluidity specimen)壁厚1.5 mm、寬10
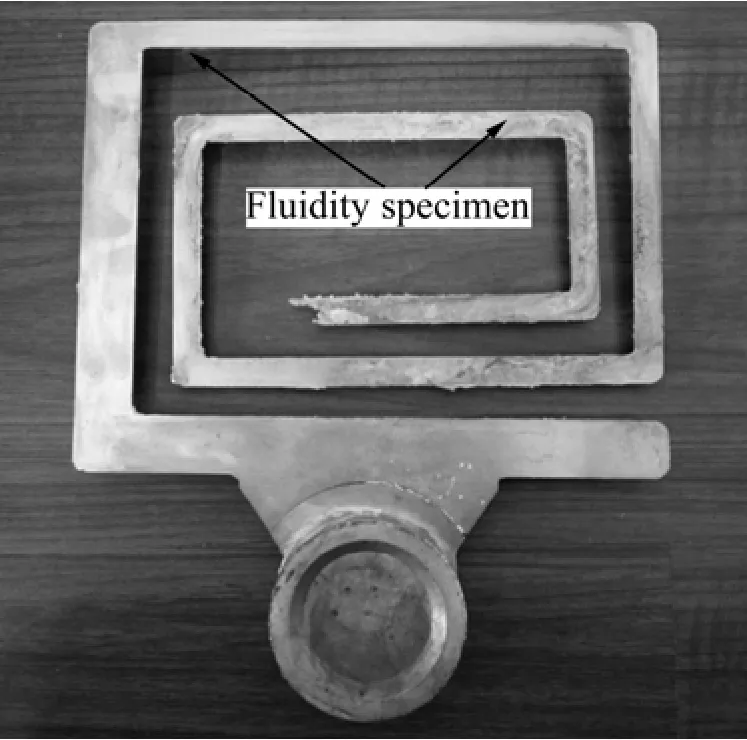
圖1 壓鑄流動試樣照片F(xiàn)ig.1 Photo of fluidity specimen
mm、總長908 mm,且定義壓鑄充型流動產生第一個明顯鑄造缺陷的長度為臨界長度(Critical length),拉伸試樣取樣至臨界長度處,總的充型長度為極限長度(Limiting length),分別測量記錄其臨界長度和極限長度。
金相組織采用德國蔡司Axiovert 40 MAT金相顯微鏡觀察。密度測量采用天平/浮力法,用密度定性反映鑄件的氣孔率,密度越小,氣孔率越大。
力學性能在WDW?1000微機控制電子萬能材料試驗機上進行。拉伸試樣取樣位置如圖2所示,其中心位置離流動試樣入口處的距離分別為45、135、235、330、410、495、575、645、715、805 mm。拉伸試樣尺寸如圖3所示。
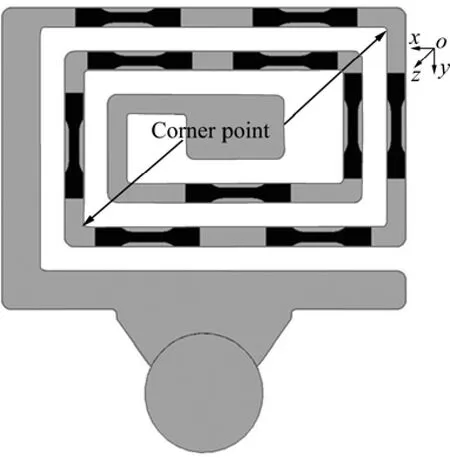
圖2 拉伸試樣取樣示意圖Fig.2 Schematic diagram of position for tensile specimens
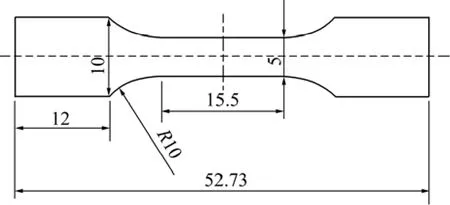
圖3 拉伸試樣尺寸Fig.3 Dimensions of tensile specimen (mm)
2 結果與討論
2.1 澆注溫度對充型流動長度的影響
圖4所示為壓射力20 MPa、2.4 m/s壓射速度條件下試樣壓鑄充型流動極限長度、臨界長度隨澆注溫度變化的規(guī)律。從圖4可以看出,薄壁試樣壓鑄充型流動極限長度、臨界長度均隨澆注溫度的升高而增加,且流動臨界長度均大于530 mm。RAVI等[7]研究發(fā)現(xiàn)鋁合金熔體的流動性隨熔體過熱的增大而增強;HAN和XU[8]研究發(fā)現(xiàn)在相同澆注溫度條件下,鋁合金壓鑄充型流動長度隨其固相線溫度的降低而增大。提高澆注溫度,鋁合金熔體的表觀黏度減小,充型過程中阻力減小,流動能力增強,因此充型流動長度增加;同時,較高的澆注溫度會增加鋁合金熔體的過熱,熔體冷卻凝固的時間變長,充型時間增加,充型流動長度變長。從圖4還可以看出,試樣充型流動長度末端大部分集中在鑄件樣件拐角處(Corner point),拐角位置見圖2,試樣的形狀很大程度上決定鑄件的充型。鋁合金熔體流經(jīng)這些拐角處時,由于沖擊碰撞引起鋁合金熔體各質點流速的大小和方向發(fā)生急劇變化形成阻力[15],充型能力減小,因此,鋁合金熔體很容易在拐角處停止流動。
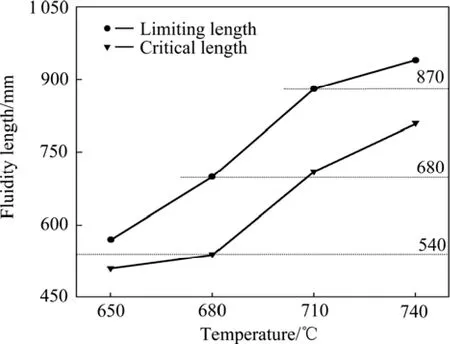
圖4 流動試樣流動長度隨澆注溫度的變化Fig.4 Change of fluidity length of fluidity specimen with pouring temperature
2.2 澆注溫度對氣孔和組織的影響
圖5所示為壓射力20 MPa、2.4 m/s壓射速度條件下薄壁流動試樣45 mm處金相組織。從低倍金相圖5(a)~(d)可以看出,隨著澆注溫度的升高,流動試樣入口處的氣孔逐漸增多,形態(tài)從大尺寸卷氣型氣孔轉變成彌散分布氣孔。壓鑄過程中,鋁合金熔體以高速、高壓方式壓入型腔,充型過程中會產生強烈的紊流、噴射,合金液前端會產生斷裂,甚至局部產生霧化,使得型腔中部分空氣來不及排出,卷入到金屬液內部一起充填型腔,并在后續(xù)的壓力作用下縮小、變形,最終留在鑄件內部形成卷氣、孔洞等缺陷[11?12]。且澆注溫度越高,鋁合金熔體充型流動能力越好,充型速度越快,產生紊流、卷氣的可能性越大,氣孔越多。
從高倍金相圖5(a′)~(d′)可以看出,隨著澆注溫度的升高,流動試樣45 mm處α(Al)枝晶越來越細。澆注溫度較低時,試樣α(Al)枝晶呈現(xiàn)不規(guī)則的塊狀,晶粒尺寸較粗大且分布不均勻,沒有明顯的二次枝晶臂;隨著澆注溫度的升高,試樣α(Al)轉變?yōu)椴灰?guī)則的薔薇狀或球狀,晶粒尺寸明顯細化、分布也更均勻。實驗中試樣壁厚只有1.5 mm,凝固過程中熔體凝固釋放的凝固潛熱有限,即使在不同的澆注溫度條件下,模具被加熱后的溫升差別很小,因此,合金在凝固時的冷卻速度差別亦很小,如果沒有其他外界因素影響相同冷卻速度條件下,α(Al)枝晶大小應該差別不大。然而,壓鑄過程中,鋁合金熔體在沖頭的速度和壓力下充型凝固,且鋁合金熔體從鑄型表面向鑄件中心順序凝固,鑄件中心流動性較好,鑄件中心存在流動通道(Flow channel),沖頭壓力迫使鋁合金熔體穿過流動通道,迫使枝晶破碎變細[13]。澆注溫度越高,鋁合金熔體的充型流動性越好,鋁合金熔體穿過流動通道的速度和壓力越大,沖頭壓力迫使α(Al)枝晶破碎變細的作用更明顯,晶粒變細。
圖6和7所示為壓射力20 MPa、2.4 m/s壓射速度條件下澆注溫度為 680 ℃時流動試樣充型沿程流動長度上的金相組織。
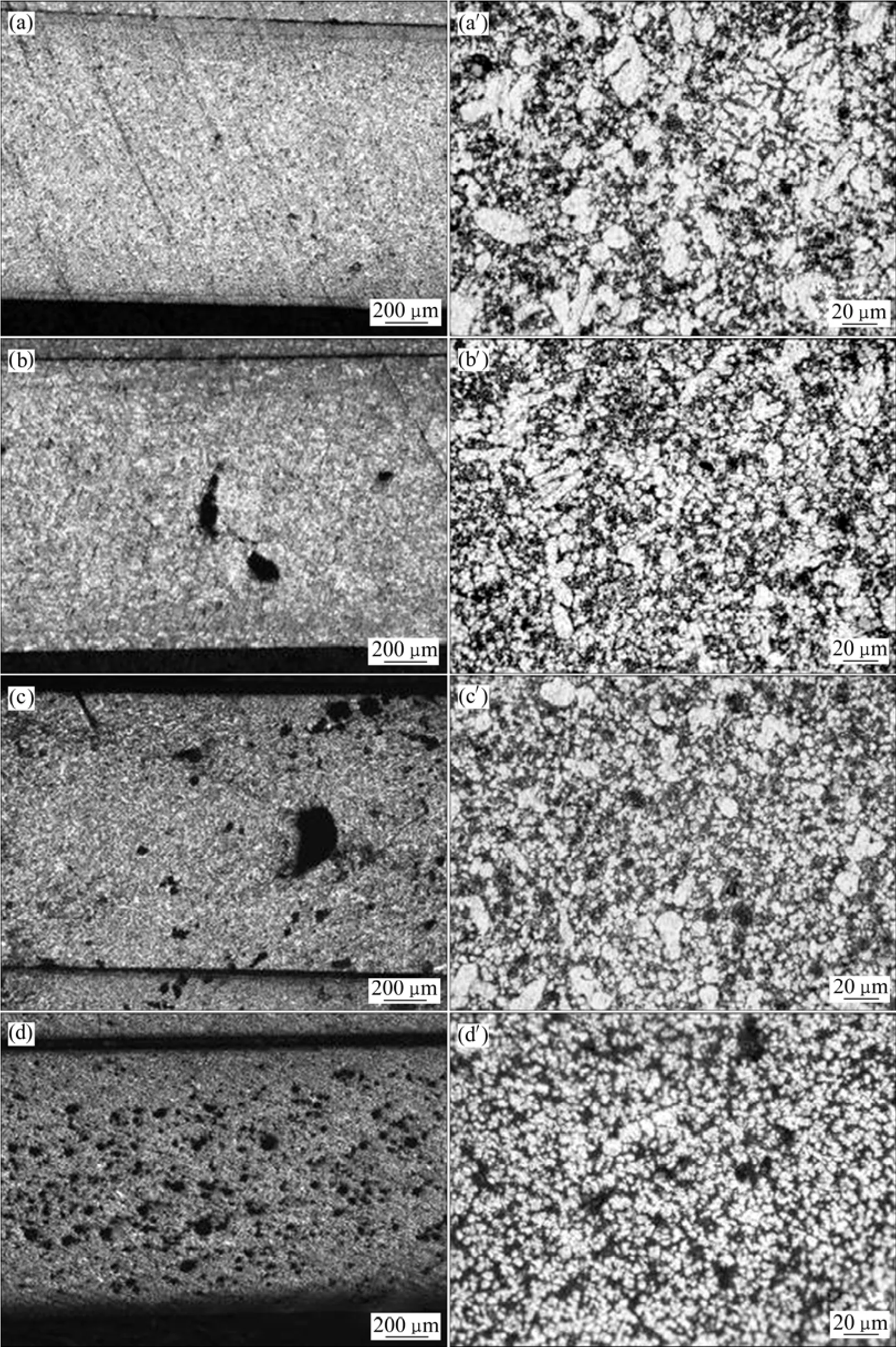
圖5 流動試樣45 mm處不同澆注溫度下的金相組織Fig.5 Micrographs of fluidity specimens (at 45 mm) at different pouring temperatures: (a), (a′) 650 ℃; (b), (b′) 680 ℃; (c), (c′)710 ℃; (d), (d′) 740 ℃
從圖 6低倍金相圖(a)~(f)中可以看出,當澆注溫度為680 ℃時,隨著充型沿程流動長度的增加,試樣中多為卷氣型氣孔,數(shù)量先減少后增加,但變化規(guī)律不明顯。這是因為當澆注溫度較低時,鋁合金熔體表觀粘度較大,充型流動能力差,型腔中氣體排溢不通暢;隨著充型沿程流動長度的增加,氣體排溢有所改善;隨著充型沿程流動長度的進一步增加,熔體溫度進一步降低,熔體開始發(fā)生凝固,熔體固相率不斷提高,熔體充型性變差,熔體前端長時間與空氣接觸,很容易形成氧化夾雜、卷氣等缺陷。
從圖 7高倍金相圖(a)~(f)中可以看出,當澆注溫度為680 ℃時,隨著充型沿程流動長度的增加,α(Al)枝晶大小變化不大。壓鑄中枝晶大小主要取決于冷卻速度和加壓條件,實驗中試樣壁厚只有1.5 mm,凝固過程中熔體凝固釋放的凝固潛熱有限,即使鋁合金熔體溫度在充型沿程過程中有所降低,但模具被加熱后的溫升差別很小,因此,合金在凝固時的冷卻速度差別亦很小,α(Al)枝晶大小差別不大。
圖8和9所示為壓射力為20 MPa、壓射速度為2.4 m/s、澆注溫度為740 ℃時流動試樣沿程流動長度上的金相組織。從圖8低倍金相圖(a)~(h)中可以看出,當澆注溫度為740 ℃時,試樣中的氣孔先減少后增加。流動試樣入口處為大量的彌散型氣孔,隨著充型沿程流動長度的增加,彌散氣孔的尺寸變小、數(shù)量減少,隨著充型沿程流動長度的進一步增加,氣孔轉變?yōu)榫須庑蜌饪祝瑪?shù)量增多,規(guī)律變化相比圖6中澆注溫度為680 ℃時明顯。實驗流動試樣壁薄、充型流動長度長,壓鑄過程中,入口處位置熔體最先充型,大量氣體來不及排溢,快速噴射狀的紊流熔體迫使氣體彌散分布于試樣中;隨著充型沿程流動長度增加,熔體溫度不斷降低、流動阻力增大、流速不斷減慢,氣體排溢效果較入口處變好,彌散氣孔數(shù)量減少、大小變小;隨著充型沿程流動長度的進一步增加,熔體溫度進一步降低,熔體開始發(fā)生凝固,熔體固相率不斷提高,熔體充型性變差,熔體前端長時間與空氣接觸,很容易形成氧化夾雜、卷氣等缺陷。
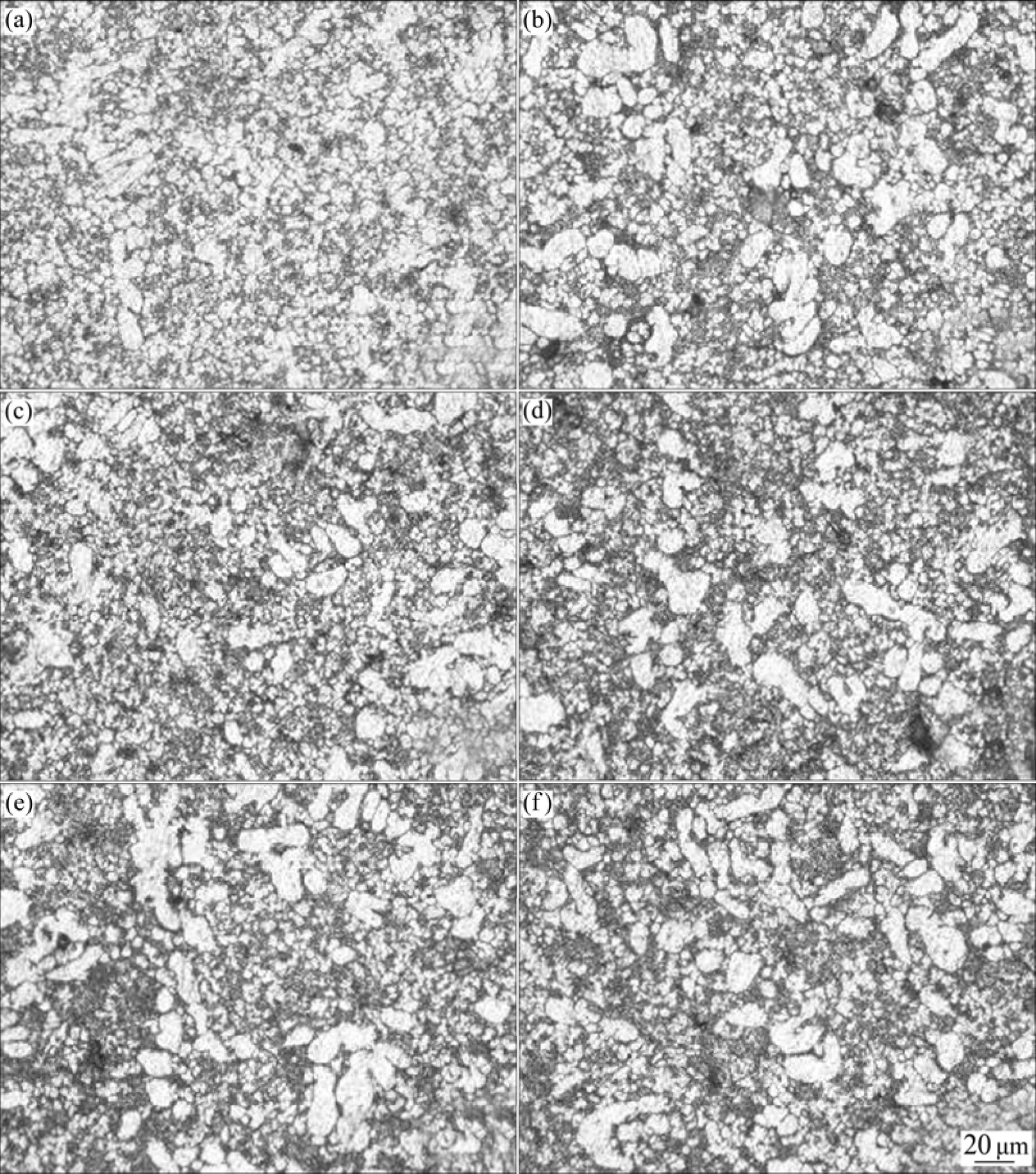
圖7 流動試樣澆注溫度為680 ℃時沿程流動長度上的高倍金相組織Fig.7 Micrographs along fluidity length of fluidity specimen at pouring temperature of 680 ℃: (a) 45 mm; (b) 135 mm; (c) 235 mm; (d) 330 mm; (e) 410 mm; (f) 495 mm
從圖9高倍金相圖(a)~(h)中可以看出,當澆注溫度為740 ℃時,隨著充型沿程流動長度的增加,α(Al)枝晶大小變化亦不大。因此,綜合圖7和9可以說明,充型沿程流動長度對α(Al)枝晶大小影響很小。
2.3 澆注溫度對密度的影響
圖10所示為壓射力20 MPa、2.4 m/s壓射速度條件下流動試樣45 mm處密度隨澆注溫度變化的規(guī)律。由圖10可看出,流動試樣入口處密度隨澆注溫度的升高先增加后減小。澆注溫度越高,鋁合金熔體中氫溶解度升高,熔體溫度越高其流動充型性越好,越快的充型速度氣體越難以排溢,因此會有更多的氣體存于試樣中,密度降低[11];另一方面,澆注溫度越高熔體流動充型性越好,壓射壓力可以很好地作用其充型凝固,密度變大[12]。在兩者的作用下,流動試樣入口處的密度呈現(xiàn)隨澆注溫度的升高先增加后減小。
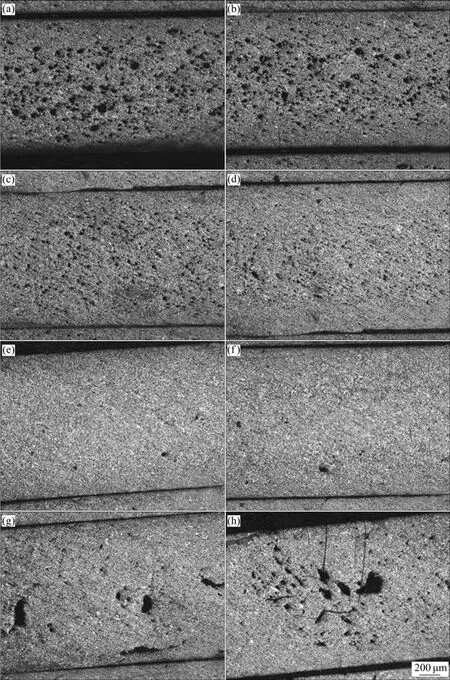
圖8 流動試樣澆注溫度為740 ℃時沿程流動長度上的低倍金相組織Fig.8 Macrostructures along fluidity length of fluidity specimen at pouring temperature of 740 ℃: (a) 45 mm; (b) 235 mm; (c) 410 mm; (d) 495 mm; (e) 575 mm; (f) 645 mm; (g) 715 mm; (h) 805 mm
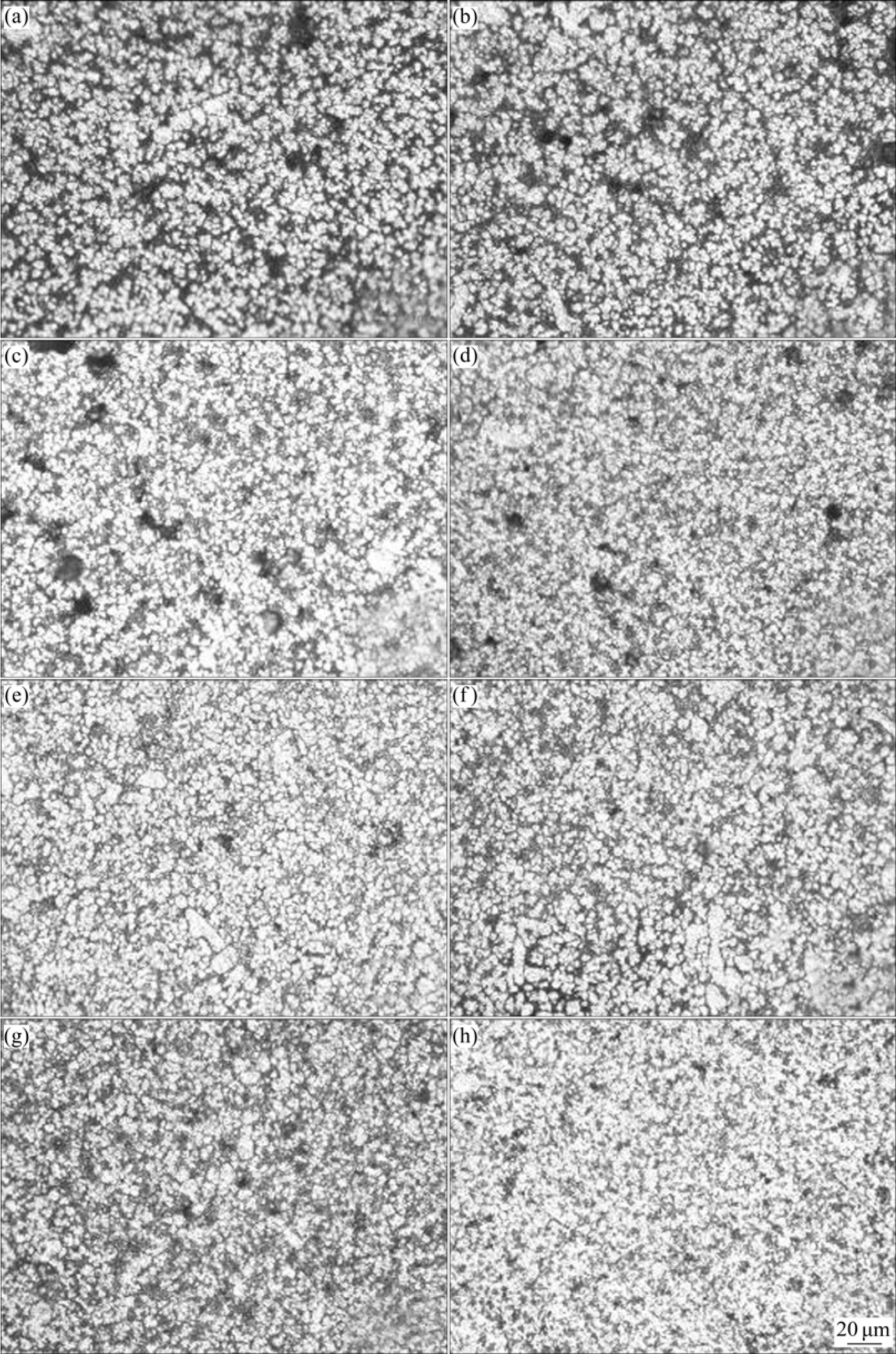
圖9 流動試樣澆注溫度為740 ℃時沿程流動長度上的高倍金相組織Fig.9 Micrographs along fluidity length of fluidity specimen at pouring temperature of 740 ℃: (a) 45 mm; (b) 235 mm; (c) 410 mm; (d) 495 mm; (e) 575 mm; (f) 645 mm; (g) 715 mm; (h) 805 mm
圖11所示為壓射力20 MPa、壓射速度2.4 m/s不同澆注溫度條件下流動試樣充型沿程流動長度上密度變化的規(guī)律。由圖11可看出,澆注溫度為650 ℃、680℃時,試樣的密度隨沿程流動長度的增加而減小;澆注溫度為710 ℃、740 ℃時,試樣密度隨沿程流動長度的增加雖有波動,但變化不大。較低的澆注溫度會減弱鋁合金熔體的充型性,且較低澆注溫度的熔體很容易發(fā)生凝固,壓射壓力對其凝固作用減弱,隨著沿程流動長度的增加這種趨勢越明顯,密度下降;反之,較高的澆注溫度會增強鋁合金熔體的充型性,壓射壓力可以很好地作用其充型凝固,隨著沿程流動長度的增加密度下降趨勢變小,另一方面隨著沿程流動長度的增加試樣中氣體更容易排溢,密度變大。
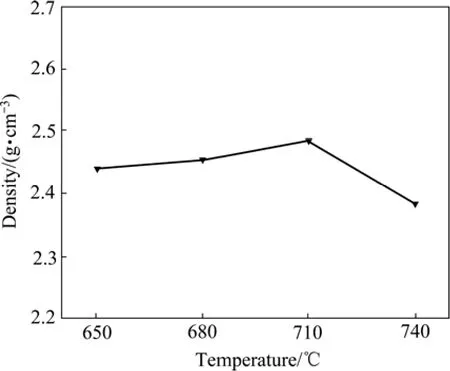
圖10 流動試樣45 mm處密度隨澆注溫度變化規(guī)律Fig.10 Change of density of fluidity specimens at position of 45 mm with different pouring temperature
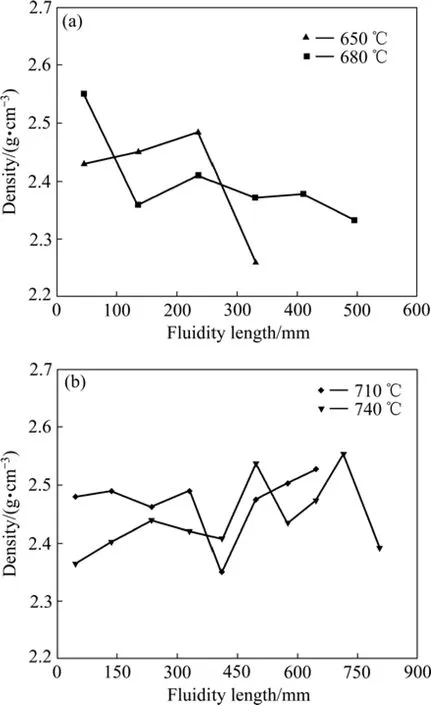
圖11 不同澆注溫度下沿程流動長度上密度的變化規(guī)律Fig.11 Change of density along fluidity length at different pouring temperatures
2.4 澆注溫度對力學性能的影響
圖12所示為壓射力20 MPa、壓射速度2.4 m/s條件下流動試樣45 mm處抗拉強度、斷后伸長率隨澆注溫度變化的規(guī)律。
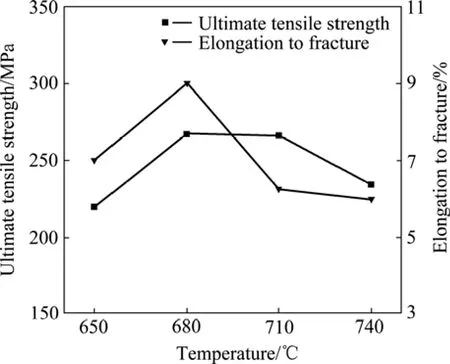
圖12 流動試樣45 mm處力學性能隨澆注溫度變化Fig.12 Change of mechanical properties of fluidity sample at position of 45 mm with pouring temperature
從圖12可以看出,流動試樣入口處抗拉強度、斷后伸長率均隨澆注溫度的升高先增加后降低,此變化規(guī)律同圖 10中流動試樣入口處的密度變化規(guī)律保持一致,峰值溫度有所提前。壓鑄過程中,氣孔是最為常見的缺陷之一,它能顯著降低壓鑄件的力學性能。氣孔率最常見的評定形式是鑄件的密度,密度的大小可以定性判斷壓鑄件內含有氣孔的多少。密度越大,氣孔越少,性能越好[11?12,14]。因此,可以說氣孔是影響薄壁壓鑄件性能的主要因素。
圖13所示為壓射力20 MPa、壓射速度2.4 m/s不同澆注溫度條件下流動試樣充型沿程流動長度上抗拉強度、斷后伸長率變化規(guī)律。
由圖13可看出,當澆注溫度為650和680 ℃時,試樣的抗拉強度和斷后伸長率沿程流動長度的增加而減小;溫度為710 ℃和740 ℃時,試樣的抗拉強度和斷后伸長率沿程流動長度雖有波動,但變化不大。此變化規(guī)律和圖 11中流動試樣沿程流動長度位置上密度變化規(guī)律一致,流動試樣沿程流動長度位置上α(Al)枝晶變化不大,因此,可以說流動試樣沿程流動長度位置上其力學性能主要取決于其氣孔率,氣孔率越大,性能越差。
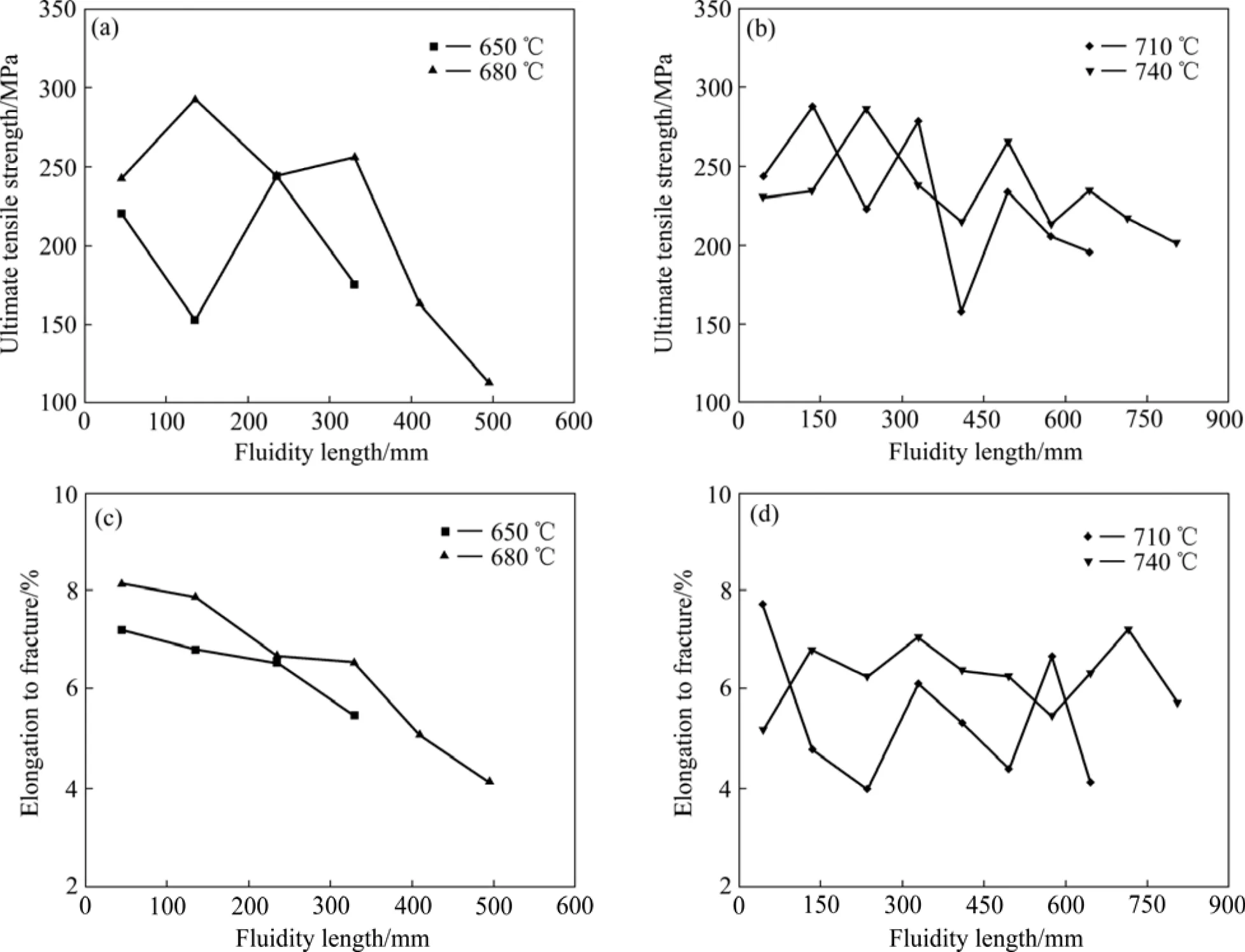
圖13 不同澆注溫度下流動試樣沿程流動長度上抗拉強度和斷后伸長率的變化Fig.13 Ultimate tensile strength ((a), (b)) and elongation ((c), (d)) along fluidity length at different pouring temperatures
3 結論
1) 1.5 mm壁厚AlSi10MnMg鋁合金壓鑄流動試樣充型流動臨界長度隨澆注溫度的升高而增加,且臨界長度均大于530 mm。
2) 氣孔隨澆注溫度的升高而增多,隨充型沿程流動長度的增加先減少后增加。
3)α(Al)枝晶隨澆注溫度的升高而變細,隨充型沿程流動長度的增加變化不大。
4) 試樣抗拉強度和斷后伸長率隨澆注溫度的升高先增加后降低,當溫度為650 ℃、680 ℃時,試樣抗拉強度、斷后伸長率隨充型沿程流動長度的增加而減小;當溫度為710 ℃和740 ℃時,試樣抗拉強度、斷后伸長率隨充型沿程流動長度的增加變化不大。
REFERENCES
[1] TAUB A I, KRAJEWSKI P E, LUO A A, OWENS J N. The evolution of technology for materials processing over the last 50 years: The automotive example[J]. Journal of the Minerals Metals and Materials Society, 2007, 2: 48?57.
[2] ZHANG Tie-jun, GUO Jing-jie, SU Yan-qing. Effect of traveling magnetic on mould-filling length of the A357 melt during casting thin walled plate[J]. Journal of Materials Science and Technology, 2003, 19(1): 43?46.
[3] KULASEGARAM S, BONET J, LEWIS J. High pressure die casting simulation using a Lagrangian particle method[J].Communicationg in Numerical Methods in Engineering, 2003,19(9): 679?687.
[4] ZHANG Li-qiang, LI Luo-xing, ZHU Bi-wu. Simulation study on the low pressure die casting (LPDC) process for thin-walled aluminum alloy casting with permanent mold[J]. Materials and Manufacturing Processes, 2009, 24: 1349?1353.
[5] 譚建波, 刑書明, 李立新. 半固態(tài)A356合金流變充型的極限長度[J]. 中國有色金屬學報, 2006, 16(9): 1500?1509.TAN Jian-bo, XING Shu-ming, LI Li-xin. Limiting length of semi-solid A356 alloy rheological filling[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(9): 1500?1509.
[6] FRANKE R, DRAGULIN D, ZOVI A, CASAROTTO F.Progress in ductile aluminum high pressure die casting alloys for the automotive industry[J]. Metallurgia Italiana, 2007, 5: 21?26.
[7] RAVI K R, PILLAI R M, AMARANATHAN K R, PAI B C,CHAKRABORTY M. Fluidity of aluminum alloys and composite: A review[J]. Journal of Alloys and Compounds, 2008,456: 201?210.
[8] HAN Qing-you, XU Han-bing. Fluidity of alloys under high pressure die casting condition[J]. Scripta Materialia, 2005, 53:7?10.
[9] KWON Y D, LEE Z Y. The effect of grain refining and oxide inclusion on the fluidity of Al-4.5Cu-0.6Mn and A356 alloys[J].Materials Science and Engineering A, 2003, 360: 372?376.
[10] SABATINO M D, AMBERG L, RORVIK S. The influence of oxide inclusions on the fluidity of Al-7wt.%Si alloys[J].Materials Science and Engineering A, 2005, 413/414: 272?276.
[11] VERRAN G O, MENDES R P K, VALENTINA L V O D. DOE applied to optimization of aluminum alloy die castings[J].Journal of Materials Processing Technology, 2008, 200:120?125.
[12] 趙 鑫, 曾小勤, 陳 彬, 丁文江. 壓鑄工藝參數(shù)對鋁合金汽缸體孔隙率的影響[J]. 特種鑄造及有色合金, 2009, 29(1):36?38.ZHAO Xin, ZENG Xiao-qin, CHEN bin, DING Wen-jiang.Influences of die casting parameters on the porosity in aluminum alloy air-conditioning compressor cylinder[J]. Special Casting &Nonferrous Alloys, 2009, 29(1): 36?38.
[13] 傳海軍, 黃曉峰, 毛祖莉, 田載友. 壓鑄工藝對鋁合金組織性能影響的研究進展[J]. 新技術新工藝, 2007, 10: 21?24.CHUAN Hai-jun, HUANG Xiao-feng, MAO Zu-li, TIAN Zai-you. Research progress on the influence of die casting process on structure and performance of aluminium alloy[J]. New Technology & New Process, 2007, 10: 21?24.
[14] 紀蓮清, 郭長江, 熊守美. 超低速壓鑄慢壓射速度下 ADC12鋁合金的顯微組織和性能[J]. 中南大學學報: 自然科學版,2010, 41(3): 977?981.JI Lian-qing, GUO Chang-jiang, XIONG Shou-mei.Microstructure and mechanical properties of ADC12 aluminum alloy under super slow speed die castings with low shot speed[J].Journal of Central South University: Science and Technology,2010, 41(3): 977?981.
[15] 朱愛民. 流體力學基礎[M]. 北京: 中國計量出版社, 2004:111?113.ZHU Ai-ming. Basic fluid mechanics[M]. Beijing: China Metrology Publishing House, 2004: 111?113.
(編輯 李艷紅)
Microstructure and mechanical properties along fluidity length of thin-wall aluminum alloy under high pressure die casting conditions
ZHU Bi-wu1,2, LI Luo-xing1,2, LIU Xiao1,2, WANG Shui-ping1,2, ZHANG Li-qiang1,2
(1. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body, Hunan University,Changsha 410082, China;2. College of Mechanical and Vehicle Engineering, Hunan University, Changsha 410082, China)
TG249.2
A
1004-0609(2012)08-2163-11
國家自然科學基金面上項目(51075132);湖南省杰出青年基金(09JJ1007);高等學校博士學科點專項科研基金(20090161110027)
2011-08-01;
2011-11-11
李落星,教授,博士;電話:0731-88821950;E-mail: llxly2000@163.com
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53