新型銅/非晶復合板材的制備和彎曲性能
2012-09-26 12:46:12楊湘杰
中國有色金屬學報 2012年10期
張 麗,楊湘杰,劉 勇
(南昌大學 江西省高性能精確成形重點實驗室,南昌 330031)
新型銅/非晶復合板材的制備和彎曲性能
張 麗,楊湘杰,劉 勇
(南昌大學 江西省高性能精確成形重點實驗室,南昌 330031)
采用擠壓成形工藝制備新型純銅/Cu40Zr44Ag8Al8非晶復合板材。通過光學顯微鏡(OM)、X射線衍射(XRD)、維氏硬度(HV)和掃描電子顯微鏡(SEM)研究復合板材芯部非晶尺寸與硬度的分布及復合板材的界面性能;并對比純銅板材和復合板材的三點彎曲性能。結果表明:通過擠壓成形工藝可以使復合板材獲得良好的界面結合,界面元素梯度分布表明界面寬度約為2.15 μm。擠壓開始階段,復合板材由單一純銅組成;隨后芯部開始出現非晶,且在距離頭部12 mm處非晶尺寸達到最大,其長度和寬度分別為2.785和1.481 mm;隨著擠壓的繼續進行,芯部的非晶尺寸逐漸減小并趨于穩定,穩定階段長度和寬度的平均尺寸分別為2.269和0.797 mm。X射線衍射和維氏硬度結果表明,芯部非晶在復合擠壓過程中沒有發生晶化現象。三點彎曲試驗表明,復合板材的彎曲強度比純銅的大,其彎曲斷裂強度為377.4 MPa。
非晶合金;復合材料;熱塑性成形;彎曲性能
非晶態合金在結構上具有長程無序、短程有序和各向同性的特點,不存在晶態合金所特有的各種晶體缺陷。與相同或相似成分的晶態合金相比,非晶態合金往往具有優異的力學性能、化學性能和電磁性能等。但是,大塊非晶合金的室溫塑性很低,伸長率幾乎為零,這大大制約了大塊非晶合金的應用[1?2]。最近,大塊非晶合金的熱塑性成形得到了廣泛的研究[3?4]。當大塊非晶合金被加熱至過冷液相區間(Supercooled liquid region, SLR)會呈現急劇軟化的流變行為[5?7]。大塊非晶合金的熱塑性成形正是利用了大塊非晶合金在SLR的軟化行為和熱穩定性優點。目前,主要采用壓縮成形和擠壓成形兩種工藝制備這類復合材料。RAGANI等[8?9]在SLR條件下,通過壓縮成形工藝制備了BMG與輕質合金的層片狀復合薄板。研究發現,壓縮成形工藝容易在界面處產生氧化物,阻礙界面的結合,降低界面的結合強度。GRAVIER等[10?11]和LEE等[12?13]在SLR條件下,通過擠壓成形工藝制備了BMG與輕質合金的復合棒材。結果表明,擠壓成形工藝可以獲得良好的界面結合,并且可以避免氧化物的產生。但在較高擠壓溫度與擠壓速率條件下容易發生晶化。劉勇等[14]在SLR條件下,通過擠壓成形工藝制備了純銅與Cu40Zr44Ag8Al8大塊非晶合金的復合棒材。研究擠壓溫度對復合材料成形的影響,結果發現,在703 K復合擠壓時,芯部非晶呈圓棒狀且尺寸分布均勻,同時可以獲得良好的界面結合。本文作者在此研究基礎上,采用擠壓成形工藝進一步制備了純銅與Cu40Zr44Ag8Al8大塊非晶合金的復合板材,利用OM、 XRD、HV和SEM表征復合板材界面的顯微結構特征,同時研究對比了純銅與復合板材的三點彎曲性能。
1 實驗
Cu40Zr44Ag8Al8大塊非晶合金的制備及復合板材的制備工藝詳見文獻[14]。復合板材的模具尺寸是模具前腔直徑為d7mm,型腔為5 mm×1.5 mm的方形,擠壓比為5.1,擠壓溫度為703 K,擠壓速率為0.4 mm/min。為了使材料在擠壓過程中受力均勻,對純銅頭部進行45°倒角處理。圖1所示為擠壓模具的結構示意圖和實物圖。采用OM、XRD和SEM對復合板材的顯微結構、芯部非晶尺寸和硬度進行了詳細分析。將該復合板材按ASTM D790—2標準等比例縮小制備非標彎曲試樣,實際尺寸如下:兩支撐點的跨距L為15 mm,試樣寬度b為5 mm,試樣厚度d為1.5 mm。彎曲試驗機壓頭的移動速率為2 μm/s。在三點彎曲試驗過程中進行應力卸載處理。為了獲得彎曲過程的試樣變化情況,采用高速數碼相機攝像對整個彎曲試驗進行了全程拍照跟蹤,拍照時間步長為2 s。對彎曲后復合板材的芯部非晶進行結構觀察和顯微硬度測試。
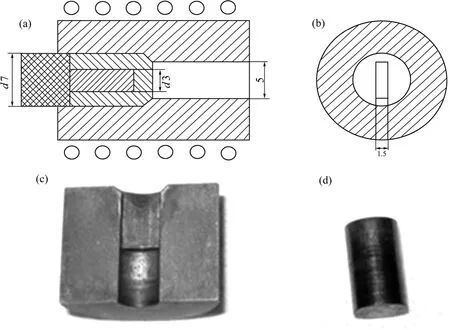
圖1 擠壓模具結構示意圖和實物圖Fig. 1 Schematic diagrams and real graphs of coextrusion die: (a) Cross section; (b) Longitudinal section; (c) Extrusion die; (d) Extrusion head
2 結果與分析
圖2所示為在703 K復合擠壓獲得的銅/非晶復合板材的外觀形貌和橫截面形貌。由圖2(a)可知,銅/非晶復合板材表面質量良好;由圖2(b)可知,復合板材芯部非晶的橫截面為橢圓形,且均勻分布在板材中間。
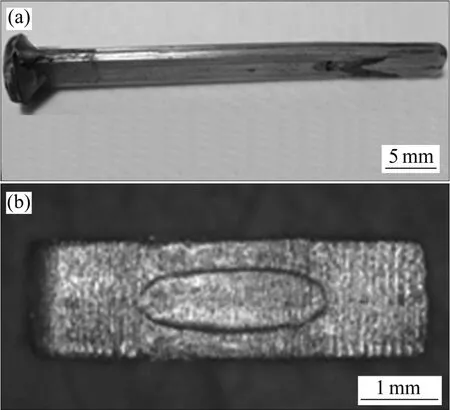
圖2 銅/非晶復合板材的外觀形貌和橫截面形貌Fig. 2 Appearance(a) and cross-section(b) of Cu/BMG composite plate
圖3所示為復合板材芯部非晶沿擠壓方向的尺寸分布及硬度值。由圖3可知,在擠壓開始至11.5mm長度,復合板材只由單一純銅組成,隨后芯部開始出現非晶,在距離頭部12 mm處非晶尺寸達到最大值,其橢圓橫截面的長度和寬度分別是2.785和1.481 mm;隨著擠壓的繼續進行,芯部非晶尺寸逐漸減小并趨于穩定。通過OM測量,芯部非晶橫截面長度和寬度的平均尺寸分別為2.269和0.797 mm。這說明復合板材的擠壓過程經歷了初始階段的不穩定變形,而后達到穩定的變形階段,芯部非晶和外層包覆銅材協調、均勻的變形,導致芯部非晶在復合板材中均勻分布。圖3中A點所示為非晶鑄態的硬度值(544 HV),B點所示為距離復合板材頭部40 mm處的芯部非晶硬度值(563 HV),C點所示為復合板材底部未經擠壓的芯部非晶硬度值(576 HV)。這說明芯部非晶經過擠壓變形后,硬度的升高幅度有限,這與采用相同工藝制備的復合棒材芯部非晶的硬度變化規律相似[14]。對復合板材試樣做XRD檢測,沒有發現新晶體相的產生,如圖4所示。故芯部非晶硬度的改變不是由于非晶晶化所致,而是在復合擠壓過程中,非晶經歷了一定時間的時效作用,發生結構弛豫效應所致。鑄態塊體非晶合金含有大量的過剩自由體積,當塊體非晶合金處于高溫結構弛豫區,凍結的原子很快被熱激活進行原子重排,與之對應的自由體積會迅速遷移和消失。隨著弛豫程度的增加,非晶合金中自由體積逐漸減小,對應于合金硬度的增大。底部C點非晶經歷了最長時間的時效,故其硬度的變化主要是由于結構弛豫所致。
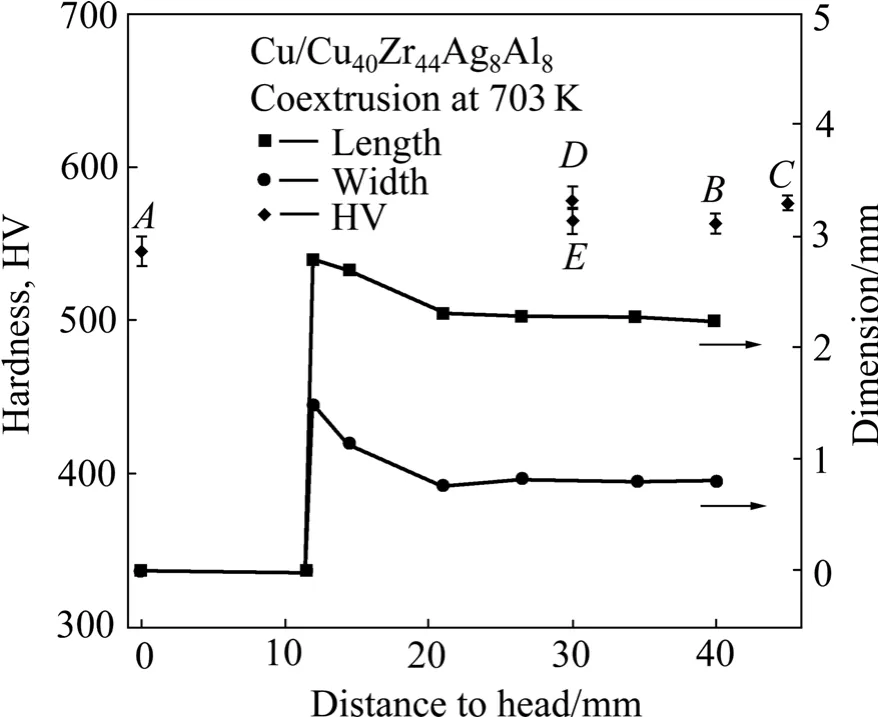
圖3 復合板芯部非晶尺寸和硬度分布Fig. 3 Profiles of diameter and microhardness of core BMG (Ais as-cast amorphous;Bis 40 mm-distance to head;Cis bottom;Dis inner part;Eis outside part)
根據模具的擠壓比,擠壓后的芯部非晶的理論截面積為1.385 mm2,對穩定階段的復合板材芯部非晶進行測量可知,其實際截面積為1.435 mm2。對比分析理論值和實際值可知,芯部非晶發生了約3.6%的膨脹量。KAWAMURA等[15]研究發現,非晶直接擠壓的膨脹量約為15%,而復合棒材芯部非晶的膨脹量約為8.6%[14]。這說明外層銅材的包覆有利于減小非晶擠壓變形的膨脹量,同時,擠壓變形模式對非晶膨脹量有一定的影響。
圖4所示為Cu/Cu40Zr44Ag8Al8復合板材的XRD譜。由圖4可知,該復合板材主要由純銅的晶體衍射峰和非晶的饅頭峰組成,沒有發現其它晶體峰的存在。XRD結果表明,芯部非晶在擠壓成形過程中沒有發生晶化現象。

圖4 Cu/Cu40Zr44Ag8Al8復合板材和純銅的XRD譜Fig. 4 XRD pattern of Cu/BMG composite(a) and pure Cu(b)
圖5所示為銅/非晶復合板材界面的SEM像和界面剖面的元素分布圖。由圖5(a)和(b)可知,純銅與非晶界面結合連續光滑且均勻,界面處沒有產生氧化物。為了分析純銅和非晶的界面結合情況,利用EDX線掃描對界面進行了成分分布分析(掃描步長為0.15 μm),如圖5(c)所示。由圖5(c)可知,通過元素的分布情況可以確定銅和芯部非晶的界面寬度大約是2.15 μm。這歸結于Cu40Zr44Ag8Al8非晶和純銅含有大量相同的組元銅元素,所以在擠壓成形過程中,兩組元相同的銅原子可以加速界面的原子擴散,有利于獲得良好的界面結合。
圖6所示分別為初始彎曲的應變值為零和彎曲應變值為0.127時板材三點彎曲的宏觀照片。應變值為0.127時,試樣已發生了斷裂。彎曲試驗中的彎曲應力σf、彎曲應變εf和彈性模量EB可以通過下列公式計算[16]:

式中:p是彎曲載荷(N);L是兩支撐點之間的跨距(mm);b是試樣寬度(mm);d是試樣厚度(mm);m是撓度曲線初始直線部分的切線斜率(N/mm);D是變形擾度。表1所列為復合板材和純銅的各參數值。
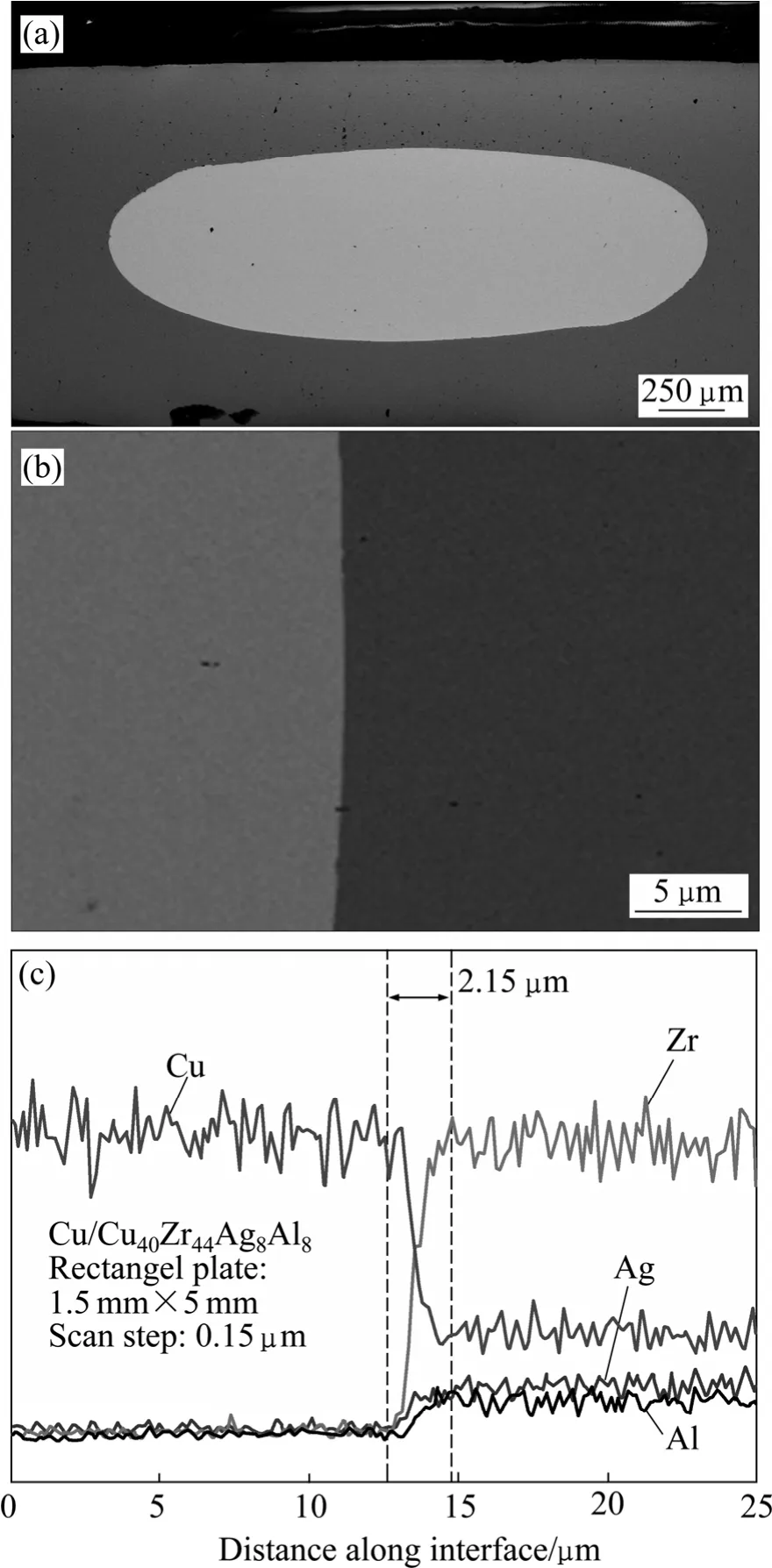
圖5 銅/非晶復合板材的界面SEM像和界面剖面的元素分布圖Fig. 5 SEM images of interface of Cu/BMG composite plate((a), (b)) and elements profile across interface of Cu/BMG composite plate(c)
圖7所示為純銅和銅/非晶復合板材三點彎曲的應力—應變曲線。對于常溫下的塑性彎曲,在外力作用下產生的總變形量由塑性變形和彈性變形兩部分組成。當外力去除后,塑性變形會留存下來,而彈性變形則完全消失。同時彎曲變形區外側因彈性恢復而縮短,內側因彈性恢復而伸長,即回彈效應。由表1可知,卸載情況下,銅/非晶復合板材的彎曲強度比純銅的高,而彎曲應變要比純銅的小;復合板材的彎曲強度和彎曲應變分別是377.4 MPa和2.96%,純銅的分別是302.7 MPa和15.2%。最終,復合板材在載荷力的作用下發生斷裂,而純銅板只是發生屈服。這說明復合板材的彎曲強度比純銅的高,但斷裂韌性不如純銅的好。對于純銅而言,卸載與不卸載兩種情況對應的彎曲強度和彎曲應變也各不同。卸載下的彎曲強度比不卸載的略大,說明卸載可以提高材料的彎曲強度。
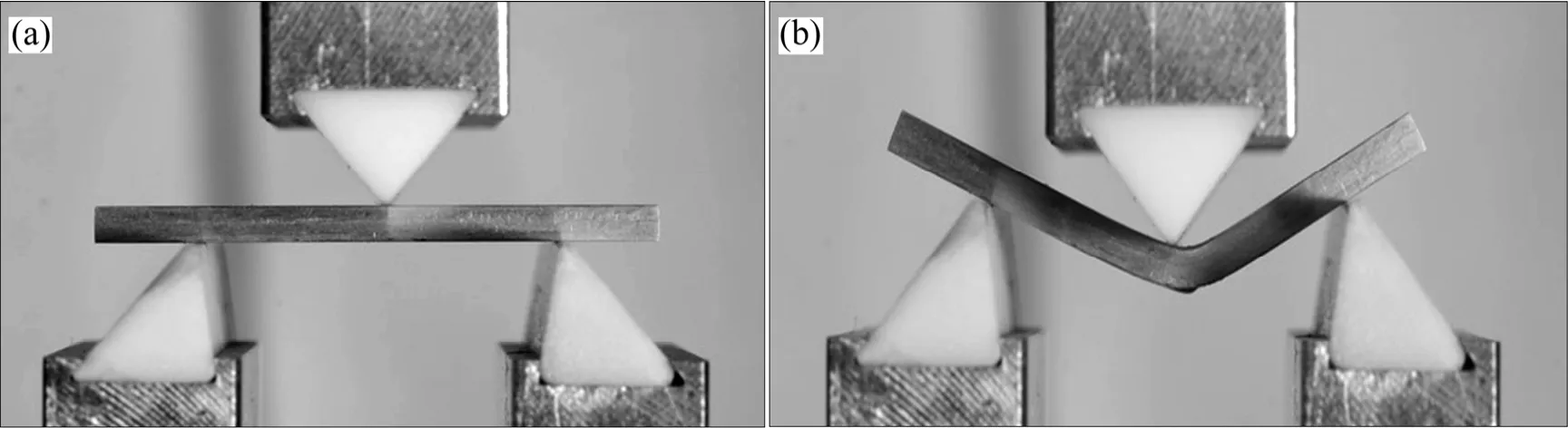
圖6 非晶復合板材三點彎曲的宏觀照片Fig. 6 Photos of Cu/BMG composite plate under three points bending test under different flexural strains: (a) 0; (b) 0.127

表1 純銅和銅/非晶復合板材三點彎曲試驗參數和力學性能Table 1 Parameters size and mechanical properties of pure Cu plate and Cu/BMG composite plate under three points bending test
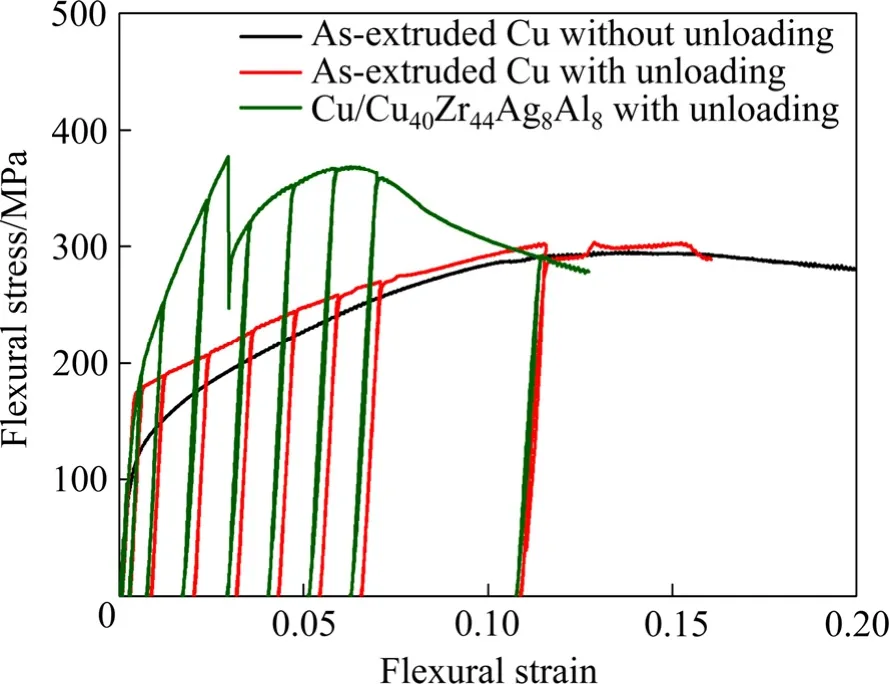
圖7 純銅和銅/非晶復合材料的彎曲應力—應變曲線Fig. 7 Flexural stress—flexural strain curves of pure Cu and Cu/BMG
圖8所示為銅/非晶復合板材彎曲斷裂后的金相顯微照片。由圖8(a)可知,試樣的裂紋源是從芯部非晶變形區的外側開始,并向內側擴展。由圖8(b)和(d)可知,彎曲試樣內側沒有發生斷裂,且銅與非晶的結合界面保持良好。由圖8(c)和(e)可知,彎曲試樣在變形區外側斷裂,裂紋較明顯。發生這種斷裂的原因是彎曲變形過程中,芯部非晶外側與內側受到不同應力的作用,外側受的是拉應力作用,而內側受的是壓應力作用。CHEN等[17]研究發現,壓應力會誘導形成高密度剪切帶,可以提高材料的塑性,不易發生斷裂;而拉應力則相反,會加速裂紋的擴展。因而,該彎曲試樣容易在受拉的外側發生斷裂。為了研究彎曲變形對芯部非晶性能的影響,進一步對彎曲斷裂試樣的芯部非晶進行維氏顯微硬度測試。結果發現,內側非晶的硬度(578 HV)比外側非晶的硬度(565 HV)略大,如圖3中D、E點所示。與彎曲前的芯部非晶硬度相比,內側的硬度值略有提高,而外側的硬度值變化較小。CHEN等[17]對Cu45Zr46.5Al7Ti1.5大塊非晶合金彎曲前后硬度的研究還發現,壓應力會誘導形成高密度剪切帶,使材料變軟,導致材料硬度降低;相反地,拉應力可以提高材料的硬度。然而,本研究結果則相反,受壓的內側硬度增大,而受拉的外側硬度變化不大。這可能與材料的受力狀態有關。由于芯部非晶在彎曲過程中受到外層銅的作用,使得材料的變形受力與純非晶的彎曲不同,詳細的原因有待于進一步分析。
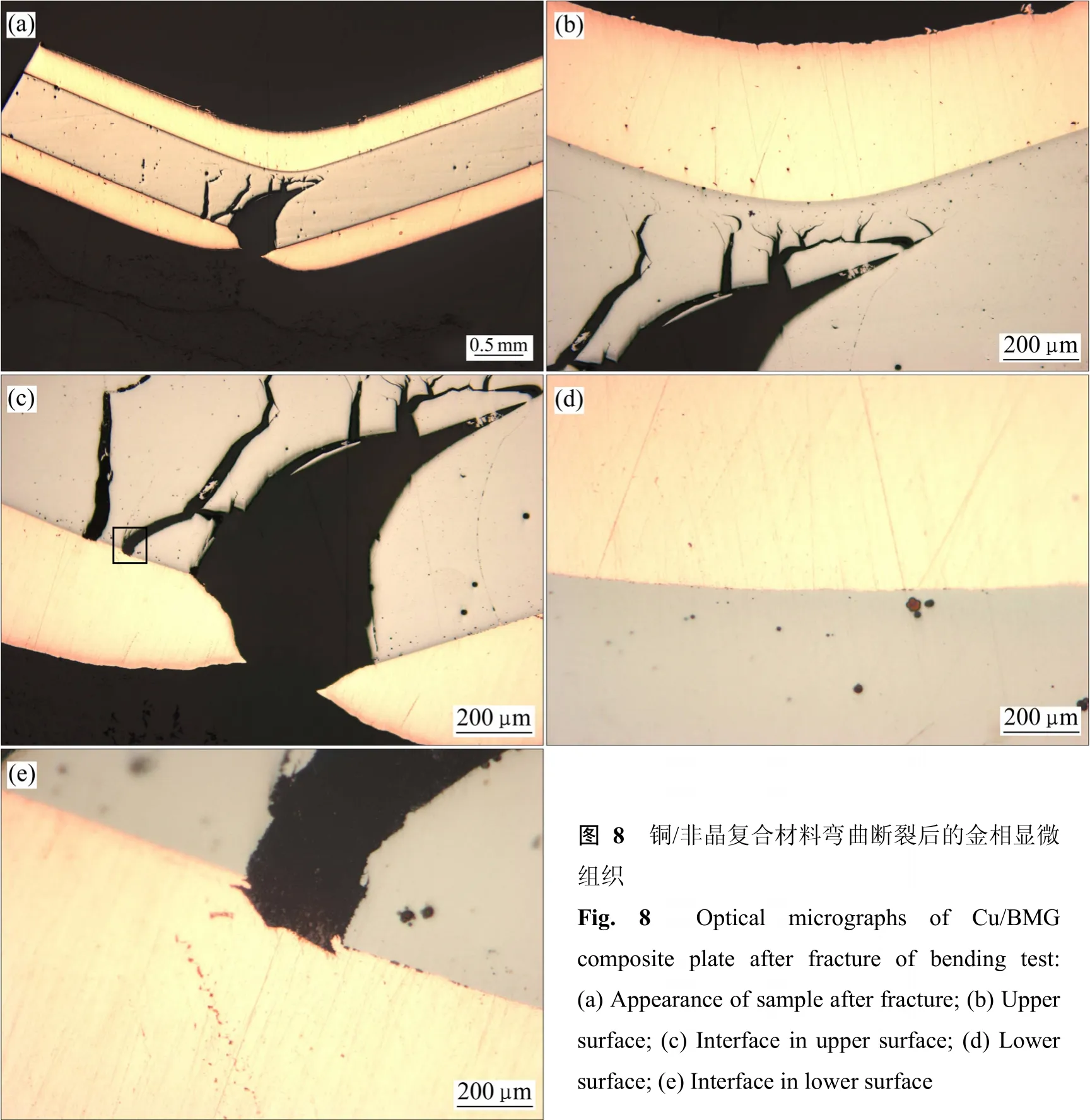
圖8 銅/非晶復合材料彎曲斷裂后的金相顯微組織Fig. 8 Optical micrographs of Cu/BMG composite plate after fracture of bendingtest: (a) Appearanceof sampleafterfracture;(b) Upper surface;(c)Interface in upper surface;(d) Lower surface;(e)Interfacein lower surface
3 結論
1) 利用大塊非晶合金在過冷液相區間熱塑性成形好的特點,在擠壓溫度703 K和擠壓速率0.4 mm/min條件下,通過擠壓成形工藝制備銅/非晶復合板材。
2) 通過擠壓成形工藝制備的復合板材質量較好,外層包覆銅材與芯部非晶的界面結合良好,芯部非晶沿擠壓方向均勻分布,芯部非晶未發生晶化現象。
3) 新型銅/非晶復合板材的彎曲斷裂強度要高于純銅板材的,但其斷裂韌性不如純銅的好;復合板材傾向于在受拉應力的一側發生彎曲斷裂。
REFERENCES
[1]SPAEPEN F. A microscopic mechanism for steady state inhomogeneous flow in metallic glasses[J]. Acta Metallurgica, 1977, 25(2): 407?415.
[2]SCHUH C A, HUFNAGEL T C, RAMAMURTY U. Mechanical behavior of amorphous alloys[J]. Acta Materialia, 2007, 55(12): 4067?4109.
[3]SCHROERS J, PATON N. Amorphous metal alloys form like plastics[J]. Adv Mater Processing, 2006, 164(1): 61?63.
[4]SCHROERS J. Processing of bulk metallic glass[J]. Advanced Materials, 2009, 21: 1?32.
[5]張志豪, 劉新華, 周 成, 謝建新. Zr基大塊非晶合金的超塑性成形性能[J]. 中國有色金屬學報, 2004, 14(7): 1073?1077. ZHANG Zhi-hao, LIU Xin-hua, ZHOU Cheng, XIE Jian-xin.Super-plastic forming properties of Zr-based bulk amorphous alloys[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(7): 1073?1077.
[6]HEILAMIER M. Deformation behavior of Zr-based metallic glasses[J]. Journal of Materials Processing Technology, 2001, 117(3): 374?380.
[7]沈 軍, 孫劍飛, 王 剛, 黃永江, 周彼德. 大塊非晶合金過冷液相區的超塑性流變行為[J]. 材料導報, 2004, 18(7): 22?25. SHEN Jun, SUN Jian-fei, WANG Gang, HUANG Yong-jiang, ZHOU Bi-de. Superplastic flow behavior of bulk metallic glasses in supercooled liquid region[J]. Materials Review, 2004, 18(7): 22?25.
[8]RAGANI J, VOLLAND A, GRAVIER S, BLANDIN J J, SUERY M. Metallic glass/light alloy (MEGA) multimaterials elaborated by co-pressing at high temperature[J]. Journal of Alloys and Compounds, 2010, 495(2): 323?326.
[9]RAGANI J, VOLLAND A, VALQUE S, LIU Y. Using thermoforming capacity of metallic glasses to produce multimaterials[J]. Journal of Alloys and Compounds, 2010, 504: 267?270.
[10]GRAVIER S, PUECH S, BLANDIN J J, SUéRY M. New metallic glass/alloy (MEGA) rods produced by co-extrusion[J]. Advanced Engineering Materials, 2006, 8(10): 948?953.
[11]GRAVIER S, BLANDIN J J, SUéRY M. Mechanical properties of a co-extruded metallic glass/alloy (MEGA) rod—Effect of the metallic glass volume fraction[J]. Materials Science and Engineering A, 2010, 527: 4197?4201.
[12]LEE K S, KANG S H, LEE Y S. Synthesis of Zr-based bulk metallic glass-crystalline aluminum alloy composite by co-extrusion[J]. Materials Letters, 2010, 64(2): 129?132.
[13]LEE K S, JUN H J, LEE Y S. Fabrication of bimetallic rods consist of a Zr-based bulk metallic glass and a crystalline copper by co-extrusion[J]. Intermetallics, 2010, 18(10): 1958?1963.
[14]劉 勇, 張 麗, 郭洪民, 楊湘杰. 新型銅合金/非晶復合材料的擠壓成形特性[J]. 中國有色金屬學報,2011, 21(5): 1003?1008. LIU Yong, ZHANG Li, GUO Hong-min, YANG Xiang-jie. Coextrusion forming characteristics of novel Cu alloy/bulk metallic glass composite[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(5): 1003?1008.
[15]KAWAMURA Y, SHIBATA T, INOUE A, MASUMOTO T. Workability of the supercooled liquid in the Zr65Al10Ni10Cu15bulk metallic glass[J]. Acta Mater, 1997, 46(1): 253?263.
[16]ASTM Committee D-20. Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials[R]. ASTM D790—99. 1999.
[17]CHEN L Y, GE Q, QU S, JIANG J Z. Stress-induced softening and hardening in a bulk metallic glass[J]. Scripta Materialia, 2008, 59: 1210?1213.
(編輯 龍懷中)
Preparation and bending property of novel copper/amorphous composite plate
ZHANG Li, YANG Xiang-jie, LIU Yong
(Key Laboratory of Near Net Forming of Jiangxi Province, Nanchang University, Nanchang 330031, China)
The novel pure copper/Cu40Zr44Ag8Al8amorphous composite plate was fabricated by the extrusion process. The core and interface of composite plate were characterized by optical microscopy (OM), X-ray diffractometry (XRD), microhardness (HV) and scanning electron microscopy (SEM). The bending properties of pure copper plate and composite plate were investigated by three point bending test. The results indicate that a good bonding interface of composite plate is obtained with an interface width of about 2.15 μm through EDS analysis. The composite plate is composed of single pure copper at the start of extrusion. Then, the core begins to appear amorphous, and reaches the maximum value at the distance of about 12 mm to head of plate. The length and width are 2.785 and 1.481 mm, respectively. The dimension of BMG core reduces gradually and then becomes stable. The average size of the length and width are 2.269 and 0.797 mm, respectively. The crystallization of amorphous in the core during extrusion does not occur through the analysis of XRD and microhardness. Three point bending test show that the composite plate exhibits a larger bending flexural strength (of about 377.4 MPa) than the pure copper.
amorphous alloy; composite; thermoplastic forming; bending property
TG306
A
國家自然科學基金資助項目(51001058,50965015);國家科技支撐計劃項目(2011BAE22B02);江西省銅鎢新材料重點實驗室開放基金資助項目(2010-WT-08);江西省國際合作項目(2010EHA02000);江西省自然科學基金資助項目(2010GQC0135)
2011-09-28;
2012-03-28
楊湘杰,教授,博士;電話:0791-83969141; E-mail: yangxj@ncu.edu.cn
1004-0609(2012)10-2855-07
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
當代陜西(2020年13期)2020-08-24 08:22:02
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
制造技術與機床(2017年5期)2018-01-19 02:49:17
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
金秋(2017年4期)2017-06-07 08:22:16
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11