漿料澆注溫度對流變壓鑄件組織和力學性能的影響
2012-09-26 12:46:04趙君文戴光澤吳樹森黃興民
中國有色金屬學報 2012年10期
關鍵詞:力學性能
趙君文,戴光澤,吳樹森,黃興民,韓 靖
(1. 西南交通大學 材料科學與工程學院,成都 610031;2. 華中科技大學 材料成形與模具技術國家重點實驗室,武漢 430074)
漿料澆注溫度對流變壓鑄件組織和力學性能的影響
趙君文1,戴光澤1,吳樹森2,黃興民1,韓 靖1
(1. 西南交通大學 材料科學與工程學院,成都 610031;2. 華中科技大學 材料成形與模具技術國家重點實驗室,武漢 430074)
將采用超聲振動制備的過共晶Al-Si合金A390漿料在不同溫度下進行流變壓鑄成形,研究漿料澆注溫度對過共晶Al-Si合金流變壓鑄試樣組織和力學性能的影響。結果表明:過共晶Al-Si合金A390流變壓鑄試樣組織中初生Si主要由漿料制備過程中形成的大塊Si(Si1)和在壓鑄模型腔中形成的細小Si(Si3)組成;在580~640 ℃范圍內,隨著漿料澆注溫度升高,Si1平均尺寸先減小后增大,而Si3尺寸穩定在7~15 μm之間。過共晶Al-Si合金A390半固態漿料的適宜澆注溫度范圍為600~620 ℃,在此范圍內可以得到抗拉強度超過260 MPa的A390合金流變壓鑄試樣。
Al-Si合金;半固態漿料;流變壓鑄;過共晶;力學性能
過共晶Al-Si合金具有低熱膨脹系數、高硬度和高耐磨性等優良性能,常用于制造活塞、缸體、泵體和空調壓縮機等。然而,常用的過共晶Al-Si合金 (如 A390合金)凝固溫度區間大、初生固相少,使得該類合金鑄造時組織中初生Si粗大、共晶Si呈針狀,組織偏析嚴重,很難得到力學性能優良的鑄件[1]。
半固態鑄造是一種能夠解決上述問題的技術方法之一,但過共晶Al-Si合金半固態鑄造技術一直限于觸變鑄造[2?5]。眾所周知,相對于觸變鑄造,流變鑄造在成本和效率等方面具有優勢,并已成功用于亞共晶Al-Si合金零件的制造[6?8]。然而,經濟并可得到合格組織的過共晶Al-Si合金流變鑄造工藝卻鮮見報道[9]。
超聲振動能夠制備高質量的金屬半固態坯料和漿料[10?12],超聲制備漿料參數對漿料組織的影響已有很多研究,但缺乏超聲制備漿料參數對漿料流變壓鑄組織與性能影響的研究。同時,半固態漿料的澆注溫度對流變漿料的充型有至關重要的影響,溫度太高,使得漿料充型類似于液態,難以發揮半固態成形的優點,而如果溫度太低,因漿料固相率過高,造成充型阻力太大,使得最終成型件組織不致密,甚至出現澆不足和冷隔現象。因此,本文作者進行了A390合金半固態漿料澆注溫度對流變壓鑄件組織和性能影響規律的研究。
1 實驗
本試驗所用材料A390合金采用Al-22Si中間合金、純Al、純Cu和純Mg配置而成,其成分為(質量分數):17% Si,4.5% Cu,0.6% Mg,其余為Al。所采用的A390合金的固相線溫度為505 ℃,液相線溫度為650 ℃。使用的漿料制備試驗裝置見文獻[13],將配制好的合金熔體進行除氣精煉后冷卻至660~730 ℃待澆;打開電爐將制漿樣杯及超聲振動頭預熱到530~580 ℃,同時預設好超聲振動參數;從坩堝中取一定量熔體澆入樣杯中并啟動超聲振動,通過熔體和樣杯之間的熱平衡,熔體會很快冷到所需的半固態澆注溫度范圍內,經過1 min超聲振動后,將漿料倒入壓室壓鑄,其結構如圖1所示。值得說明的是,在此,半固態漿料澆注溫度是指超聲振動結束后轉移澆入壓室前所測的溫度。
對于流變壓鑄成形試驗,漿料進行壓鑄前,將壓鑄模具預熱至150 ℃左右。試驗中壓鑄參數固定,即壓射壓力為80 MPa,壓射速度約為1.5 m/s,主要研究漿料澆注溫度對流變壓鑄件組織與性能的影響,漿料澆注量為600 g左右。壓鑄出的A型力學性能試樣(見圖1(a)中右邊兩試樣)先進行密度測定,再進行拉伸性能測試,然后從位置A處取長度為10 mm的試樣進行組織觀察和金相分析。經嵌樣、磨削、拋光并用0.5%(體積分數) 氫氟酸溶液腐蝕后進行金相觀察,對每個試樣用數碼相機在不同位置拍照,然后使用金相分析軟件對各條件下試樣的金相組織進行定量分析。

圖1 壓鑄試樣及右邊試樣部分尺寸Fig. 1 Schematic diagrams of rheo-diecasting(a) and dimension(mm) of right two parts(b) (Ais position where specimen is taken for microstructure observation)
2 結果與分析
2.1 微觀組織的影響
圖2所示為過共晶Al-Si合金A390的微觀組織。由圖2可知,過共晶Al-Si合金A390流變壓鑄件組織明顯不同于液態壓鑄件組織(參見文獻[13]),亦與同溫度下漿料組織有顯著區別(見圖2(a)),其組織由分布均勻的初生Si、細小等軸狀α(Al)和Al-Si共晶組織構成。從圖中亦可見,初生Si有3種明顯不同的形態,即大塊狀的Si1、少量形狀不規則的Si2和大量細小的Si3組成。由于Si2數量少,對性能的影響不顯著,在此,不再對其做詳細研究。
顯然,Si1是在超聲漿料制備過程中形成的,大量細小的Si顆粒Si3(Si3)是在漿料充型完畢后在壓鑄型腔中形成的,而個別條狀的Si粒(Si2)有可能是在漿料轉移和壓室中沒有超聲作用下形核并快速生長而形成的。

圖2 過共晶Al-Si合金A390的微觀組織Fig. 2 Microstructures of typical A390 alloy slurry(a) and rheo-diecasting sample(b)with slurry pouring temperature of 615 ℃(In Fig.2(b), large Si particles (Si1) formed inside slurry maker, Si plates (Si2) formed inside shot sleeve or during slurry transferring, and fine Si particles (Si3) formed inside die cavity, as well as equiaxed primaryα(Al))

圖3 不同漿料澆注溫度下的流變壓鑄件微觀組織Fig. 3 Microstructures of A390 rheo-diecasting samples at different slurry pouring temperatures: (a) 640 ℃; (b) 610 ℃; (c) 580 ℃
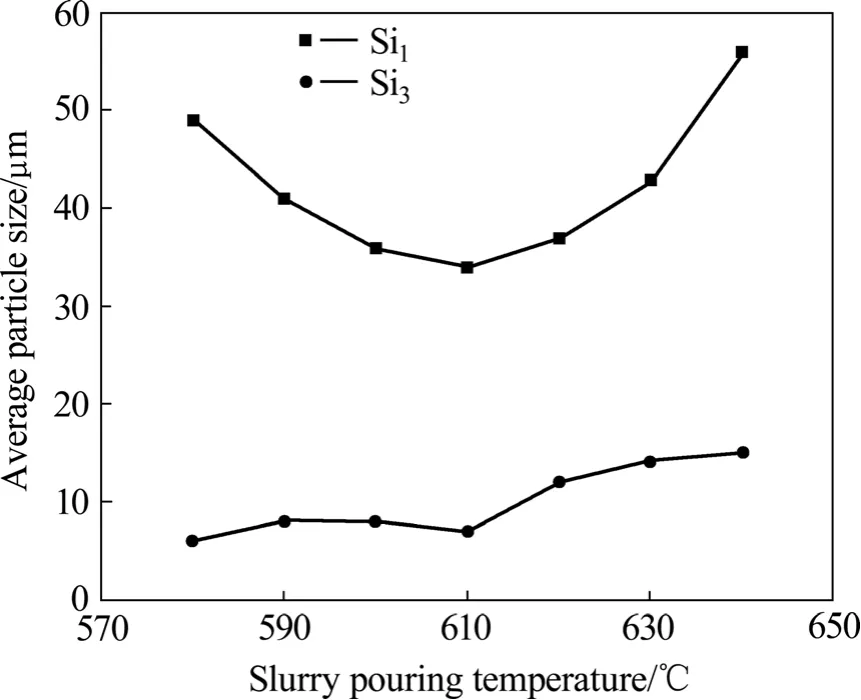
圖4 初生Si平均顆粒直徑隨漿料澆注溫度的變化Fig. 4 Average Si particle size as function of slurry pouring temperature
圖3所示為3個不同漿料澆注溫度下流變壓鑄件的微觀組織。由圖3可以看出不同漿料澆注溫度下的初生Si形貌,即3種形態初生Si的相對數量、大小和形狀區別明顯。漿料澆注溫度較高時,Si1較大,而且形狀不規整,當漿料澆注溫度降至610 ℃時,Si1有所減小,而溫度再下降至580℃時,Si1又增大但形狀較規整。對不同漿料澆注溫度下流變壓鑄試樣微觀組織進行統計分析,圖4所示為初生Si平均顆粒直徑隨漿料澆注溫度的變化。由圖4可知,Si1平均尺寸隨漿料澆注溫度呈拋物線變化,隨著漿料澆注溫度從580 ℃升高到640 ℃,初生Si1平均尺寸從580 ℃時的49 μm降低至610 ℃的34 μm,而隨著漿料澆注溫度的進一步上升,Si1平均尺寸又增大,640 ℃時達56 μm;對于Si3,隨著漿料澆注溫度升高,其平均尺寸總體呈增大趨勢,但穩定在7~15 μm,變化不大。Si3平均尺寸隨漿料澆注溫度下降變化不大,在7~15 μm之間。流變壓鑄試樣(澆注溫度為620 ℃)組織中各尺寸范圍初生Si粒的分布規律如圖5所示,其呈現出明顯的兩個分布峰,并且小粒子數量遠大于大粒子的數量。值得一提的是,在其他漿料澆注溫度下獲得的流變壓鑄試樣組織也具有這種特征。對不同漿料澆注溫度下各尺寸Si粒定量分析得出,在所研究的漿料澆注溫度范圍內,初生Si1量為5%~7%(體積分數),Si3量為3%~5%,而Si2量低于1%,均隨溫度變化不大。

圖5 澆注溫度為620 ℃時初生Si顆粒直徑分布Fig. 5 Size distribution of primary Si particles for A390 rheodiecasting samples with slurry pouring temperature of 620 ℃
在過共晶Al-Si合金A390漿料制備過程中,漿料過冷度偏小,導致初生Si的形核少,且生長時間較長,故初生Si1尺寸大且數量少,而漿料制備過程中超聲聲場的作用抑制了Si1長成板片狀和五瓣星狀,促使其以顆粒狀的方式生長。但漿料澆注溫度越高,漿料制備后澆注過程中Si1在無超聲場作用下自由生長時間就越長,因此,漿料澆注溫度越高,流變壓鑄試樣中Si1尺寸越大,形狀越不規則。而漿料充填型腔后,由于模具的高冷卻速度以及壓射沖頭施加的高壓力作用下,剩余液相在非常大的過冷度下大量形核,使漿料的形核率很高,而高冷卻速度使核心生長時間很短,因此Si3數量多,尺寸小。總體而言,漿料澆注溫度越低,Si3核心生長時間越短,Si3尺寸就越小。
對于初生α(Al),其尺寸細小,呈現等軸狀或非枝晶形貌。如此細小的等軸狀α(Al)顯然是在壓鑄模型腔中形成,即在漿料制備過程中沒有形成初生α(Al),這與文獻[4, 14]中A390合金半固態組織有區別,分析認為,主要是由于在本研究中為了保證漿料的流動性,所采用的制漿溫度較高,不滿足漿料制備過程中形成初生α(Al)的條件。
同時觀察發現,澆注溫度不同,其組織中氣孔或縮孔的數量也有差別。溫度較高時,組織里有較多的孔洞,超聲對漿料的除氣功能難以得到體現,從而影響流變壓鑄件性能的提高;隨著漿料澆注溫度降低,組織中孔洞缺陷的數量顯著減少,但當澆注溫度低于610 ℃時,組織中又會出現明顯孔洞,溫度越低孔洞缺陷增多。
2.2 力學性能的影響
漿料澆注溫度在580 ℃以上時,A型力學性能試樣能夠完整充型,而當澆注溫度低于580 ℃,如575 ℃時,A型試樣出現冷隔或澆不足現象(見圖6),其他兩類試樣則完全不能成形。
圖7所示為試樣抗拉強度隨漿料澆注溫度的變化關系圖。從圖7可以看出,隨著漿料澆注溫度從580 ℃上升到600 ℃,流變壓鑄件抗拉強度快速上升,從199 MPa增大到259 MPa;但漿料澆注溫度繼續上升,流變壓鑄件抗拉強度逐漸降低,從262 MPa降至236 MPa。
雖然A390合金固相線溫度為505 ℃,但由于A390合金固相率隨溫度變化曲線突變點在565 ℃(A390合金固相率隨溫度的變化曲線見文獻[15]),故若漿料澆注溫度太低,由于冷卻漿料在壓入型腔之前固相率已達到很高,從而導致充型不足(見圖6),同時最后凝固的區域得不到足夠金屬液的補充,使組織中形成大量縮孔。因此,考慮到在漿料轉移中和澆入壓室后開始壓鑄之前漿料澆注溫度繼續降低,固相率繼續增加,漿料澆注溫度不應低于580 ℃。隨著漿料澆注溫度的升高,漿料在固相率急劇增大前可充滿型腔,壓力也可以傳遞到整個試樣,使試樣致密,從而強度升高,但更高的澆注溫度使漿料充型類似于液態充型,漿料充型過程中卷氣,最后在流變壓鑄試樣中出現氣孔和硬質點夾雜等缺陷,從而降低了試樣抗拉強度。由此可見,適宜的漿料澆注溫度在600~620 ℃范圍內。
羅漠,我是孤兒,十二歲那年夏天,父母出去旅游,雙雙出了車禍。他們的朋友說,他們生前那樣恩愛,死后一定也是神仙眷侶。

圖6 漿料澆注溫度為575 ℃時的A390合金流變壓鑄件Fig. 6 A390 alloy rheo-diecasting sample for slurry pouring temperature of 575 ℃

圖7 A390流變壓鑄試樣抗拉強度與漿料澆注溫度的關系Fig. 7 Relationship between ultimate strength and slurry pouring temperature for A390 rheo-diecasting samples
流變壓鑄試樣密度隨漿料澆注溫度變化的關系如圖8所示。漿料澆注溫度低于590 ℃時,流變壓鑄試樣密度低,并且保持在2.5 g/cm3左右。當溫度從590 ℃上升到600 ℃,密度急劇上升。而超過此溫度后,變化亦不大,保持在2.73 g/cm3左右。由此認為,在本試驗條件下,當600 ℃左右的漿料移入壓室開始壓射之前,溫度已降低20 ℃以上,使得固相率急劇上升,從而漿料的流動性變差,壓力在傳遞至型腔的過程中遭到嚴重削減,因此壓鑄件密度急劇下降。

圖8 流變壓鑄試樣密度與漿料澆注溫度的關系Fig. 8 Relationship between density and slurry pouring temperature for A390 rheo-diecasting samples
圖4亦表明,初生Si平均尺寸在580~610 ℃范圍內隨漿料澆注溫度降低而增大的速率緩于610~640 ℃范圍內隨漿料澆注溫度上升的增大速率,這與圖7所反映的流變壓鑄試樣力學性能隨漿料澆注溫度的變化規律(即抗拉強度在580~610 ℃范圍內的上升速率明顯大于在610~640 ℃范圍內的下降速率)不一致。而密度的檢測結果(見圖8)間接表明在610 ℃后流變壓鑄試樣中孔洞缺陷有一個急劇增加的過程。眾所周知,孔洞缺陷會顯著降低壓鑄試樣力學性能,從而使其在580~610 ℃范圍內的下降速率很大。因此,流變壓鑄試樣力學性能隨漿料澆注溫度的變化規律是其微觀組織和缺陷綜合影響的結果。
3 結論
1) A390合金流變壓鑄試樣組織中初生Si主要由尺寸上有明顯差別的兩部分組成,即漿料制備過程中形成的大塊Si(Si1)和壓鑄模型腔中形成的細小Si(Si3)構成;隨著漿料澆注溫度從580 ℃升高到640 ℃,初生Si1平均尺寸在34~56 μm范圍內呈拋物線變化,在610 ℃附近其尺寸最小,而隨溫度升高Si3尺寸總體呈增大趨勢,但變化不大,穩定在7~15 μm。
2) 漿料澆注溫度在600 ℃以下,A390合金漿料流動性顯著下降,壓鑄試樣組織中空洞增多,密度存在突變。漿料澆注溫度低于590 ℃時,流變壓鑄試樣密度保持在2.5 g/cm3左右;澆注溫度在600 ℃以上時,試樣密度保持在2.73 g/cm3左右。
3) 過高和過低的漿料澆注溫度都會使流變壓鑄件力學性能降低,過共晶Al-Si合金A390半固態漿料適宜澆注溫度范圍為600~620 ℃,此范圍內可以得到性能最優的流變壓鑄試樣,其抗拉強度可達260 MPa以上。
REFERENCES
[1]LIANG D, BAYRAKTAR Y, MOIR S A , BARKHUDAROV M, JONES H. Primary silicon segregation during isothermal holding of hypereutectic Al-18.3wt %Si alloy in the freezing range[J]. Scripta Metall Mater, 1994, 31: 363?367.
[3]BIROL Y. Cooling slope casting and thixoforming of hypereutectic A390 alloy[J]. Journal of Material Processing Technology, 2008, 207: 200?203.
[4]WANG H, NING Z L, YAO X D, DAVIDSON C J, ST.JOHN D. Thixotropic structure formation in A390 hypereutectic Al-Si alloy[C]//Proceedings of the 8th International Conference on Semi-Solid Processing of Alloys and Composites. Limassol, 2004: 553?561.
[5]王 娜, 周志敏. 近液相線半連續鑄造過程中A390合金初生硅的形成機理[J]. 中國有色金屬學報, 2010, 20(10): 1895?1900. WANG Na, ZHOU Zhi-min. Forming mechanism of primary Si of A390 alloy during near-liquidus semi-continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(10): 1895?1900.
[6]FAN Z. Semisolid metal processing[J]. Int Mater Rev, 2002, 47(2): 49?85.
[7]HAGA T, KAPRANOS P. Simple rheocasting process[J]. Journal of Material Processing Technology, 2002, 130/131: 594?598.
[8]FLEMINGS M C, MARTINEZ R A, FIGUEREDO A M. Metal alloy compositions and process: US, 6645323[P]. 2003.
[9]DEEPAK S, DIRAN A, RATHINDRA D G. SSM processing of hypereutectic Al-Si alloys-An overview[C]//Proc of the 8th Int Conf on Semi-Solid Processing of Alloys and Composites. Limassol, 2004: 855?864.
[10]GABATHULER J P, BUXMANN K. Process for producing a liquid-solid metal alloy phase for further processing as material in the thixotropic state: US 5186236[P]. 1993.
[11]趙君文, 吳樹森, 毛有武, 安 萍. 超聲振動對過共晶Al-Si合金半固態漿料凝固組織的影響[J]. 中國有色金屬學報, 2008, 18(9): 1628?1633. ZHAO Jun-wen, WU Shu-sen, MAO You-wu, AN Ping. Effect of ultrasonic vibration on microstructure of semi-solid hypereutectic Al-Si alloy slurry[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(9): 1628?1633.
[12]POLA A, ARRIGHINI A, ROBERTI R. Effect of ultrasounds treatment on alloys for semisolid application[J]. Solid State Phenomena, 2008, 141/143: 481?486.
[13]ZHAO Jun-wen, WU Shu-sen. Microstructure and mechanical properties of rheo-diecasted A390 alloy[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S3): s754?s757.
[14]李樹索, 趙愛民, 毛衛民, 鐘雪友, 韓雅芳. 半固態過共晶Al-Si合金顯微組織中近球形α相形成機理的研究[J]. 金屬學報, 2000, 36(5): 545?549. LI Shu-suo, ZHAO Ai-min, MAO Wei-min, ZHONG Xue-you, HAN Ya-fang. Study on forming mechanism of sphere-likeαphase in microstructure of semisolid hypereutectic Al-Si alloy[J]. Acta Metallurgica Sinica, 2000, 36(5): 545?549.
[15]GARAT M, BLAIS S, MAENNER L, LASLAZ G. The thixotropic version of the A390 hypereutectic alloy[J]. Hommes et Fonderie, 1999, 298: 14?21.
(編輯 龍懷中)
Effect of slurry pouring temperature on microstructure and mechanical properties of rheo-diecasting
ZHAO Jun-wen1, DAI Guang-ze1, WU Shu-sen2, HUANG Xing-min1, HAN Jing1
(1. School of Materials Science and Engineering, Southwest Jiaotong University, Chengdu 610031, China; 2. State Key Laboratory of Materials Processing and Die & Mould Technology, Huazhong University of Science and Technology, Wuhan 430074, China)
The hypereutectic Al-Si alloy A390 slurry was prepared by ultrasonic vibration and rheo-diecasted at different temperatures, and the effect of slurry pouring temperature on the microstructure and mechanical properties of hypereutectic Al-Si alloy rheo-diecasting sample was investigated. The results show that, the primary Si in the microstructure of rheo-diecasting sample of A390 alloy is mainly composed of large Si (Si1) formed during slurry preparation process and small Si (Si3) formed in die cavity; with the slurry pouring temperature increasing from 580 to 640 ℃, the average size of Si1first decreases and then increases while that of Si3maintains in the range of 7?15 μm. It is also found that the slurry pouring temperature suitable for rheo-diecasting of hypereutectic Al-Si alloy A390 semi-solid slurry is 600?620 ℃, and in this range the tensile strength of rheo-diecasting sample is up to more than 260 MPa.
Al-Si alloy; semisolid slurry; rheo-diecasting; hypereutectic; mechanical properties
TG249.9;TG146.2;O426.9
A
國家“十一五”科技支撐計劃資助項目(2009BAG12A07);中央高校基本科研業務費資助項目(SWJTU09ZT22, SWJTU09BR149);2010年度聘請外籍教師教育部重點項目([2010]33)
2011-11-18;
2012-04-04
趙君文,講師,博士;電話:028-87600724;E-mail: swjtuzjw@swjtu.cn
1004-0609(2012)10-2777-06
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53