中板軋機液壓壓上AGC系統(tǒng)的多級控制
2012-09-22 03:19:48,,,,
電氣傳動 2012年2期
,,,,
(1.北京科技大學(xué) 高效軋制國家工程研究中心,北京 100083;2.邯鄲紅日冶金有限公司,河北 邯鄲 056304)
液壓AGC(automatic gauge control)由于具有低慣量、高響應(yīng)、高精度及易于實現(xiàn)計算機控制等特點,被廣泛地應(yīng)用于現(xiàn)代化板帶軋機生產(chǎn)線的自動厚度控制系統(tǒng)中[1]。我們在某廠2 600 mm中板軋機設(shè)計中采用了液壓AGC系統(tǒng),輥縫調(diào)整方式為電動壓下、液壓壓上,自動化系統(tǒng)采用兩級計算機控制:基礎(chǔ)自動化系統(tǒng)(L1)和過程自動化系統(tǒng)(L2),實現(xiàn)了全軋制過程的網(wǎng)絡(luò)數(shù)據(jù)跟蹤、動態(tài)自適應(yīng)軋制規(guī)程設(shè)定及自學(xué)習(xí)模型和全自動壓下控制。
1 系統(tǒng)方案設(shè)計
1.1 系統(tǒng)組成
整個系統(tǒng)分為控制系統(tǒng)、執(zhí)行系統(tǒng)、操作裝置和檢測系統(tǒng)4個部分。其中,控制系統(tǒng)包括傳動控制、基礎(chǔ)自動化、過程自動化,執(zhí)行系統(tǒng)包括液壓缸、伺服閥、電磁閥、電動壓下傳動,操作裝置包括操作臺、機旁箱、監(jiān)控站,檢測系統(tǒng)包括厚度、位移、軋制力、油壓、溫度、位置等儀表。圖1為軋機電動壓下、液壓壓上裝置示意圖。
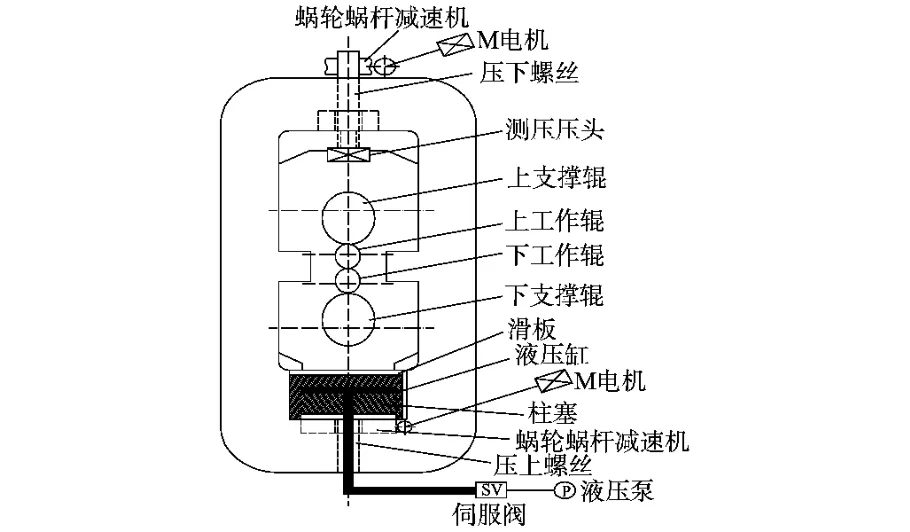
圖1 軋機電動壓下、液壓壓上裝置Fig.1 Electric screw down and hydraulic screw up devices of the mill
1.2 液壓系統(tǒng)
與傳統(tǒng)設(shè)計不同,我們采用了下置式液壓缸,AGC缸布置在下支承輥軸承座下方的機架窗口底部。這一點與傳統(tǒng)中厚板軋機將液壓AGC缸布置在機架窗口上方(在上支承輥上)的結(jié)構(gòu)是完全不同的,在新引進(jìn)的項目中多采用這種布置形式,這種布置具有以下特點[2]:1)減小了機架窗口尺寸;2)調(diào)整下工作輥上表面標(biāo)高方便,配輥要求低;3)液壓缸距離控制閥組距離近,響應(yīng)時間短;4)液壓系統(tǒng)采用的高壓軟管短,穩(wěn)定性好。
1.2.1 AGC液壓缸
液壓缸采用長行程、活塞式液壓缸,為了能很好地滿足軋機AGC系統(tǒng)對響應(yīng)特性的要求,液壓缸的設(shè)計中重點考慮了對雙側(cè)壓力腔的壓力面積之比。缸體、活塞、缸蓋采用合金鍛件,連接螺栓為高強度合金螺栓,采用組合密封裝置,可使液壓缸在小摩擦力下以高頻率運行,密封系統(tǒng)在熱軋中板惡劣的環(huán)境中,具備較長的使用壽命。AGC液壓缸示意圖如圖2所示。
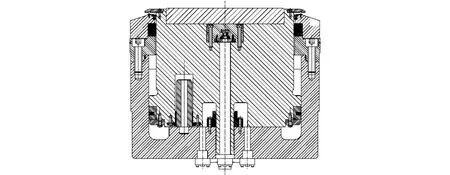
圖2 AGC液壓缸Fig.2 Hydraulic cylinder of AGC
圖2中,在每個液壓缸的中心,安裝1個內(nèi)置式MTS位移傳感器,精度為1μm,用于測量液壓缸活塞位移。液壓缸兩腔各裝有1個HYDAC壓力傳感器,該傳感器專用于軋鋼液壓高精度測量,精度在0.3%以內(nèi),上升時間小于0.5ms。在液壓缸上裝有TURCK接近開關(guān),用于液壓缸活塞行程保護。
1.2.2 液壓系統(tǒng)控制閥組
伺服閥選用MOOG公司79F2029系列3級伺服閥,在伺服閥主進(jìn)油口設(shè)計了5臺容量分別為50 L的高壓蓄能器組(2個液壓缸共用),可提供瞬間大流量,對液壓脈動進(jìn)行濾波,有動態(tài)補償作用,加快液壓系統(tǒng)的響應(yīng)時間,吸收沖擊。充氣壓力為系統(tǒng)工作壓力的0.85倍。另外為了減小管路壓力的波動,回油管路和控制油路均設(shè)有蓄能器。
在液壓缸有桿腔設(shè)計了背壓回路。
在伺服閥先導(dǎo)級設(shè)計了帶有壓差報警裝置的高精度雙筒高壓濾油器,濾芯精度為5μm。
每個液壓缸的過載保護是通過一個電磁插裝式溢流閥實現(xiàn)的,設(shè)定電磁溢流閥的機械卸油壓力為30MPa。電氣卸油壓力為28.5MPa,它也是一個系統(tǒng)安全閥。這2組安全閥都將為軋機提供機械保護。另外,通過安裝在液壓缸上的位移傳感器,由AGC的電氣控制系統(tǒng)提供保護。
1.2.3 液壓站
液壓泵為恒壓變量泵,2用1備,排量為250 L,最高工作壓力為35MPa,單泵工作最大輸出流量為362L/min,雙泵工作可連續(xù)提供的最大流量為724L/min。
2 系統(tǒng)組成
2.1 系統(tǒng)結(jié)構(gòu)
基礎(chǔ)自動化系統(tǒng)采用2臺控制器:一臺TDC控制器作為軋機AGC工藝控制器;另一臺PLC控制器作為軋機順控控制器,主要任務(wù)是完成區(qū)域設(shè)備聯(lián)鎖、軋機和輥道速度控制、軋機輔助動作控制,軋區(qū)設(shè)備的邏輯控制等。
L2的核心設(shè)備是2臺PC服務(wù)器:軋鋼過程控制服務(wù)器(PCS)主要運行軋鋼過程自動化的中間件和應(yīng)用軟件;軋鋼過程歷史數(shù)據(jù)服務(wù)器(HDS)用于存儲所有的生產(chǎn)數(shù)據(jù)和報表。L2系統(tǒng)還配備了4套軟件維護開發(fā)終端(DEV)、2套人機交互終端(HMI)工程師站和2臺網(wǎng)絡(luò)打印機,方便技術(shù)人員對過程控制計算機系統(tǒng)進(jìn)行監(jiān)視、維護和開發(fā)。
在軋機操作室,設(shè)置一組操作臺及HMI臺。HMI人機監(jiān)控系統(tǒng)使用西門子的WINCC軟件進(jìn)行開發(fā)。為縮短接線長度,操作臺設(shè)置遠(yuǎn)程I/O站,通過ProfiBus-DP網(wǎng)與主控制器進(jìn)行數(shù)據(jù)交換。
2.2 硬件配置
2.2.1 SIMATIC TDC控制器
TDC(technology and drive control)控制系統(tǒng)為多CPU高性能數(shù)字控制系統(tǒng),適合完成實時、多任務(wù)的復(fù)雜生產(chǎn)過程控制和高速運算。主要任務(wù)是完成電動壓下、液壓壓上及進(jìn)行厚度控制。TDC控制器如圖3所示。
2.2.2 SIMATIC S7-400PLC控制器
具有模塊化、易擴展、堅固耐用、網(wǎng)絡(luò)支持廣和界面友好的特點,內(nèi)置PROFIBUS-DP接口可直接連接PROFIBUS網(wǎng),速率最快達(dá)12Mb/s。主要任務(wù)是完成區(qū)域設(shè)備的聯(lián)鎖、軋機和輥道的速度控制、軋機輔助動作控制,軋區(qū)設(shè)備的邏輯控制等。
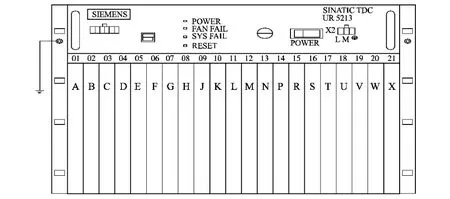
圖3 TDC控制器Fig.3 TDC controller
2.2.3 ET200M 遠(yuǎn)程I/O系統(tǒng)
適合于復(fù)雜的自動化控制。遠(yuǎn)距離傳輸介質(zhì)采用光纖,可提高系統(tǒng)的抗干擾能力。
2.2.4 高速以太網(wǎng)
各控制器之間、以及L1與L2和HMI之間都是采用基于TCP/IP協(xié)議的以太網(wǎng),網(wǎng)絡(luò)電纜遠(yuǎn)距離采用光纖,近距離采用雙絞線,采用交換機技術(shù),通訊速率為100M。
2.2.5 ProfiBus-DP網(wǎng)
L1級與L0級傳動控制器采用Profibus-DP現(xiàn)場總線相連接,減少了硬件接線。Profibus-DP為令牌通訊主從方式,通訊速率最高可達(dá)12 Mbaud,并可通過Repeater擴展通訊距離。
2.3 現(xiàn)場主要儀表
2.3.1 位移傳感器
位移傳感器采用MTS的磁致伸縮傳感器,電動壓下為外置式,液壓壓下為內(nèi)置式。SSI絕對值輸出,串行同步信號,給控制器提供實時的同步位置輸出,掉電后也能保持原數(shù)據(jù),傳輸距離可達(dá)到200m,輸出抗干擾性極高,分辨率為0.001 mm。傳感器工作原理是利用2個不同磁場相交產(chǎn)生應(yīng)變脈沖信號,然后計算這個信號被探測所需要的時間,得出準(zhǔn)確的位置。
2.3.2 壓頭
壓頭選用KELK的Rollmax軋制力測量系統(tǒng),應(yīng)變片式壓頭,具有響應(yīng)快、精度高、線性好、穩(wěn)定可靠的特點。系統(tǒng)采用惠斯通電橋原理,當(dāng)壓頭的彈性體受力變形后,電橋就輸出對應(yīng)于軋制力的偏差信號,此信號被送到數(shù)字信號處理單元。
2.3.3 紅外高溫計
對軋件溫度進(jìn)行測量。從軋件表面聚焦紅外線輻射能量至內(nèi)部檢測元件,然后將此能量轉(zhuǎn)換成連續(xù)的電信號,通過信號處理器、微處理器進(jìn)行處理,包括發(fā)射率補償、數(shù)字線性化、變焦等,可實現(xiàn)如峰值采集、平均值計算、跟蹤、保持和過高或過低報警等時間函數(shù)的選擇,最后輸出結(jié)果。
2.3.4 測厚儀
測厚儀是非接觸式X射線測量系統(tǒng),具有溫度補償、合金補償功能。厚度測量范圍6~50mm。
2.3.5 熱金屬檢測器
熱金屬檢測器主要用于冶金工業(yè)系統(tǒng)中,通過對紅熱高溫工作的檢測,判斷工件的運動位置,輸出為控制用開關(guān)信號。
2.3.6 油壓傳感器
采用HYDAC油壓傳感器測量液壓系統(tǒng)油壓,主要用于對APC(automatic position control)和AFC(automatic force control)閉環(huán)控制放大倍數(shù)的補償。當(dāng)壓頭出現(xiàn)故障時,可替代測壓頭來測量軋制力[3]。
3 控制功能
3.1 基礎(chǔ)自動化
3.1.1 概述
該系統(tǒng)可以實現(xiàn)的主要功能為:軋機液壓輥縫控制、軋機電動輥縫控制、軋機自動厚度控制、軋機自動調(diào)零調(diào)平控制、液壓缸同步自動控制、油缸限位保護與報警、過程參數(shù)顯示、軋制過程重要數(shù)據(jù)采集、故障狀態(tài)記錄、人機界面等。
軋機自動厚度控制系統(tǒng)(AGC)是提高熱軋鋼板同板差的主要手段。影響板帶厚度均勻性的因素非常復(fù)雜,主要包括:軋件本身的因素,如坯料厚度不均、坯料硬度波動(含水印)等;軋制因素,如軋輥偏心、咬鋼時軋件對軋輥沖擊、溫度對軋輥尺寸和軋制力的影響等。針對這些干擾因素,采用數(shù)字控制計算機進(jìn)行厚度自動控制,綜合采用多種形式的厚度自動控制算法,以適應(yīng)不同鋼種、不同成品規(guī)格以及各工藝參數(shù)變化的要求,減輕干擾因素對軋機出口板材厚度的影響。AGC控制模型主要有:壓力AGC,控制模型建立在軋機彈跳方程原理基礎(chǔ)上;監(jiān)控AGC,利用出口測厚儀檢測到的板厚偏差作為主反饋量來控制板帶出口厚度。
3.1.2 自動壓靠調(diào)零
由于采用電動壓下、液壓壓上的輥縫調(diào)節(jié)方式,在進(jìn)行自動壓靠的時候需要動態(tài)調(diào)整液壓缸,在某些情況下會使得軋機下工作輥上表面與軋制線標(biāo)高不在合理范圍內(nèi),導(dǎo)致無法正常生產(chǎn),因此針對該軋機研究一套特殊的自動壓靠方法。
若電動壓下的操作側(cè)、傳動側(cè)位移傳感器反饋數(shù)據(jù)分別為SEWS,SEDS,液壓壓上操作側(cè)、傳動側(cè)位移傳感器反饋數(shù)據(jù)分別為SHWS,SHDS,并通過程序處理,使得當(dāng)上、下輥系朝輥縫變大的方向動作時,相應(yīng)位移傳感器反饋數(shù)據(jù)也是變大的,圖4所示為操作側(cè)的輥縫示意圖,圖4中垂直向上、向下的箭頭分別表示電動壓下、液壓壓上傳感器反饋數(shù)據(jù)增大的方向。這樣,如果零位對應(yīng)的位移傳感器反饋數(shù)據(jù)是SEWS0,SEDS0,SHWS0,SHDS0,則操作側(cè)輥縫GWS、傳動側(cè)輥縫GDS分別為
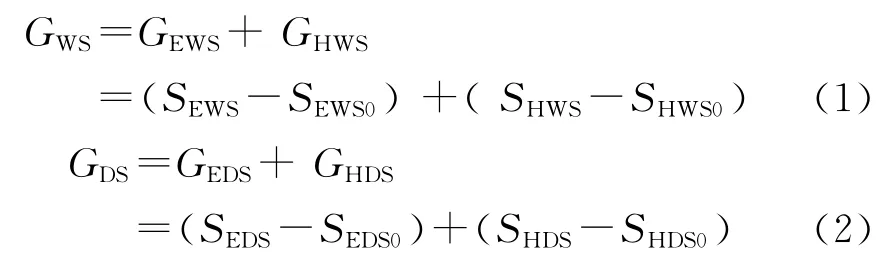
式中:GEWS,GEDS,GHWS,GHDS分別為電動壓下的操作側(cè)、傳動側(cè)輥縫和液壓壓上的操作側(cè)、傳動側(cè)輥縫。
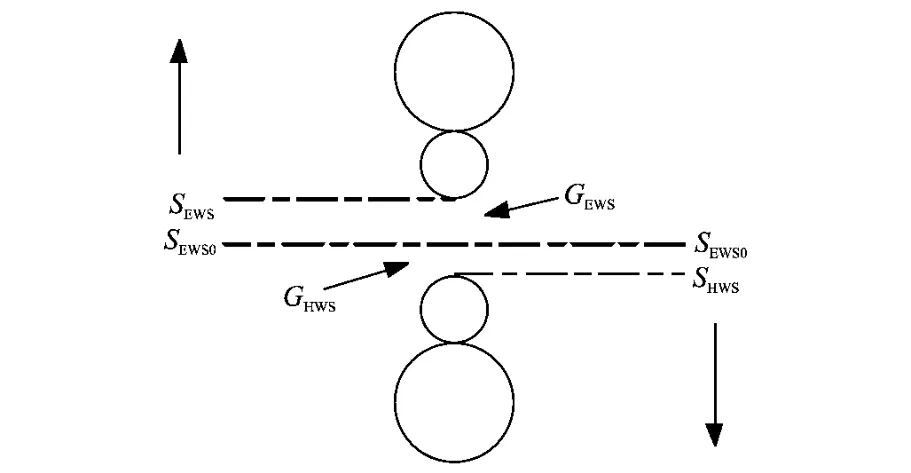
圖4 操作側(cè)輥縫構(gòu)成示意圖Fig.4 Component parts of work-side gap
假定電動壓下和液壓壓上在正常工作范圍內(nèi)小幅動作時其機械特性是不變的,此處的小幅動作對應(yīng)從工作輥開始接觸進(jìn)而達(dá)到預(yù)壓靠力P0這一過程空載輥縫的改變量(2 600mm中板軋機約為2~3mm)。根據(jù)設(shè)備參數(shù)和現(xiàn)場實驗結(jié)果,以上假定是合理的,因而可以進(jìn)行一定范圍內(nèi)的零位平移,舉例:如果零位整體上移2mm,那么新零位對應(yīng)的位移傳感器反饋數(shù)據(jù)是SEWS0+2,SEDS0+2,SHWS0-2,SHDS0-2,對應(yīng)某一輥縫設(shè)定而言,也就是相當(dāng)于液壓缸活塞要多伸出2 mm,電動壓下螺絲要少伸出2mm,如果忽略機械特性的變化,可以認(rèn)為輥縫沒有改變。
3.1.3 自動位置控制
液壓AGC系統(tǒng)是以液壓缸驅(qū)動,對輥縫進(jìn)行動態(tài)微調(diào),具備2個基本內(nèi)閉環(huán),即軋制力閉環(huán)和位置閉環(huán)。一般與自動位置控制系統(tǒng)(APC)一起使用,自動位置控制系統(tǒng)是指在指定的時間將控制對象的位置自動地調(diào)節(jié)到預(yù)先由過程機設(shè)定的位置,調(diào)節(jié)后的位置與目標(biāo)值之差保持在允許的誤差范圍內(nèi)[4]。液壓APC作為液壓AGC的內(nèi)環(huán),執(zhí)行厚度外環(huán)液壓AGC控制向其輸出位置(或軋制力)的動態(tài)調(diào)節(jié)量,即輥縫調(diào)節(jié)量。APC首先根據(jù)二級軋制模型設(shè)定1個輥縫參考位置,進(jìn)行輥縫粗調(diào),在此基礎(chǔ)上,通過高響應(yīng)的伺服油缸來修正軋制過程中的輥縫變化,進(jìn)行輥縫精調(diào)。除了以上2種基本閉環(huán)外,一些可預(yù)知的影響板厚的因素通過建立數(shù)學(xué)模型同時被考慮,以開環(huán)方式參與控制。
AGC系統(tǒng)采用的基本方程是彈跳方程[5]:

式中:h為出口厚度;S為軋輥輥縫值;P為軋制力;P0為預(yù)壓力;M為軋機的剛性系數(shù);SF為彎輥力造成的厚度變化;O為油膜軸承的油膜厚度變化;G為輥縫零位。
3.1.4 自動厚度控制
液壓AGC系統(tǒng)采用厚度外環(huán),以進(jìn)行鋼板的AGC控制。AGC系統(tǒng)采用 GM AGC(gaugemeter AGC)、監(jiān)控AGC以及多種補償AGC。
GM AGC的實際厚度是利用彈跳方程計算出來的,其基本原理是:利用彈跳方程,根據(jù)測壓儀和輥縫儀分別測得軋制壓力偏差信號ΔP和輥縫位置的變動量ΔS,然后把這2個變量疊加起來,得到鋼板軋出厚度的偏差值Δh,將該Δh反饋給厚度自動控制裝置進(jìn)行調(diào)節(jié)。這是AGC系統(tǒng)中基本的控制功能。監(jiān)控AGC系統(tǒng)是根據(jù)軋機出口側(cè)裝設(shè)精度比較高的測厚儀,直接測出鋼板實際軋出厚度并與給定的目標(biāo)厚度(即鎖定厚度)值進(jìn)行比較,當(dāng)兩者數(shù)值相等時,厚度計輸出為零(厚度計的輸出量就是厚度偏差值Δh)即Δh=0。若實測厚度值與給定目標(biāo)厚度不等而出現(xiàn)厚度偏差Δh時,便將該Δh反饋給厚度自動控制裝置進(jìn)行輥縫調(diào)節(jié)。
為了進(jìn)一步提高厚調(diào)精度,需采取各種補償措施,主要是彎輥力補償、偏心補償、油膜軸承厚度O補償、軋輥熱凸度和磨損變化的補償、伺服閥流量補償?shù)取?/p>
3.2 過程自動化
3.2.1 概述
L2主要任務(wù)是對全線的生產(chǎn)工藝過程進(jìn)行跟蹤、設(shè)定和數(shù)據(jù)采集等。控制系統(tǒng)要求運行穩(wěn)定、功能設(shè)置靈活實用、產(chǎn)品質(zhì)量控制精確,能否運行穩(wěn)定取決于計算機硬件系統(tǒng)的合理配置以及中間件和應(yīng)用軟件的結(jié)構(gòu)設(shè)計及編程質(zhì)量,功能設(shè)置的靈活實用主要體現(xiàn)在控制系統(tǒng)的功能和接口是否可以很好地適應(yīng)中厚板各種不同的生產(chǎn)工藝要求和關(guān)鍵參數(shù)控制,以方便工藝技術(shù)員實現(xiàn)產(chǎn)品和工藝開發(fā),產(chǎn)品質(zhì)量要控制精確,關(guān)鍵在于設(shè)定計算所涉及的數(shù)學(xué)模型、控制策略、自適應(yīng)算法等[6]。
3.2.2 初始數(shù)據(jù)管理
在板坯進(jìn)入軋線之前,軋線L2系統(tǒng)必須事先獲得其初始數(shù)據(jù)(PDI),并根據(jù)軋制順序和跟蹤信息,向軋機設(shè)定計算和大型儀表及時準(zhǔn)確地提供板坯初始數(shù)據(jù)。
板坯初始數(shù)據(jù)的主要數(shù)據(jù)項目有板坯號、煉鋼爐號、板坯尺寸、板坯重量、化學(xué)成份、目標(biāo)尺寸、產(chǎn)品公差、工藝指令(如轉(zhuǎn)鋼次數(shù)、交叉軋制方式)等。
3.2.3 軋件跟蹤
跟蹤的目的是確定鋼板在生產(chǎn)線上的實際位置和相關(guān)狀態(tài)(比如軋制階段、道次號等),以便將鋼板與預(yù)定的控制時序進(jìn)行關(guān)聯(lián),監(jiān)視和啟動各工藝過程的控制功能(比如設(shè)定計算、模型自適應(yīng)、測量值收集與處理等)。
由于中厚板生產(chǎn)工藝復(fù)雜,而且實際生產(chǎn)環(huán)境中也可能出現(xiàn)檢測器誤動作,這就要求對L1各控制器發(fā)送來的信號數(shù)據(jù)進(jìn)行有效性判斷,以及在更新鋼板狀態(tài)和位置時進(jìn)行可行性分析。主要手段有:判斷當(dāng)前跟蹤區(qū)和相鄰跟蹤區(qū)的鋼板數(shù)量、判斷更新鋼板的前后狀態(tài)、考慮信號變化間隔的合理性等。
3.2.4 軋機設(shè)定
軋機設(shè)定是指L2系統(tǒng)根據(jù)板坯初始數(shù)據(jù)、設(shè)備參數(shù)及人工干預(yù)量,配合跟蹤信息和部分實測數(shù)據(jù)(如出爐溫度、板坯寬度),通過一系列數(shù)學(xué)模型和算法制定一套可行的軋制規(guī)程,并在此基礎(chǔ)上計算出軋機、側(cè)導(dǎo)板、除鱗和冷卻介質(zhì)、輥道等設(shè)備的設(shè)定數(shù)據(jù)和工序指令,將其發(fā)送給L1執(zhí)行。
根據(jù)中厚板生產(chǎn)工藝特點,鋼板從出爐到軋制結(jié)束離開測厚儀這段時間內(nèi)要進(jìn)行多次軋機設(shè)定計算,每次的計算條件、目的和方法都各不相同。一般分為預(yù)計算、再計算、后計算、模型自適應(yīng)。
3.2.5 軋機模型自適應(yīng)
模型自適應(yīng)是提高模型預(yù)報精度的有力手段,可分為道次之間自適應(yīng)和鋼板之間自適應(yīng)兩種情況。
道次之間的模型自適應(yīng)是在軋機設(shè)定后計算完成后啟動,通過比較測量值和后計算值,確定相應(yīng)數(shù)學(xué)模型的誤差,并采用指數(shù)平滑法來更新模型自適應(yīng)系數(shù)。這樣,后續(xù)道次的軋機設(shè)定再計算將能采用最新的模型系數(shù),以提高模型預(yù)報精度。
鋼板之間的模型自適應(yīng)在每塊鋼軋制完成后啟動,它計算的依據(jù)有各道次的自適應(yīng)系數(shù)以及最后成品的厚度、寬度、溫度、板形等實測數(shù)據(jù)。鋼板之間自適應(yīng)可分為短期和長期兩種,短期自適應(yīng)是前后兩塊鋼板(規(guī)格和鋼種相同)之間的修正,長期自適應(yīng)是軋制批次(規(guī)格和鋼種不同)之間的修正。有測厚儀時,適應(yīng)過程是自動完成的,當(dāng)沒有測厚儀時,需要人工測量板厚,并對模型計算值進(jìn)行相應(yīng)修正。
自適應(yīng)功能所要修正的模型有:軋制力模型和軋制力矩模型,寬展模型,溫度模型,軋機彈跳模型。
4 結(jié)論
兩級自動化系統(tǒng)的配合能顯著提高軋件的尺寸精度,迅速適應(yīng)軋制規(guī)格的變換,顯著提高鋼板的力學(xué)性能。還可減少誤軋次數(shù)、精簡操作環(huán)節(jié)、提高軋制節(jié)奏。通過投產(chǎn)后現(xiàn)場的實際運行情況來看,該系統(tǒng)操作便捷、穩(wěn)定可靠,能快速響應(yīng)各種手動和自動調(diào)節(jié),厚度精度達(dá)到國內(nèi)先進(jìn)水平,提高了產(chǎn)品競爭力,為企業(yè)創(chuàng)造了良好的經(jīng)濟效益。
[1]金學(xué)俊.液壓AGC在板帶軋機上的應(yīng)用[J].液壓氣動與密封,2000,82(4):45-47.
[2]張殿華,王君,李建平,等.首鋼中厚板軋機AGC計算機控制系統(tǒng)[J].軋鋼,2001,18(1):51-55.
[3]張飛,童朝南,王寅虎,等.基于卡爾曼濾波器的液壓APC系統(tǒng)[J].機床與液壓,2007,35(7):75-76.
[4]孫一康.帶鋼熱連軋的模型與控制[M].北京:冶金工業(yè)出版社,2002.
[5]丁修堃,張殿華,王貞祥.高精度板帶鋼厚度控制的理論與實踐[M].北京:冶金工業(yè)出版社,2009.
[6]宋勇,荊豐偉,藺鳳琴,等.寬帶鋼熱軋二級控制系統(tǒng)[J].金屬世界,2010(5):64-67.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
