木塑復合板材的超聲波直角焊接性能試驗1)
2012-09-18 11:11:16周一龍祝虹媛
東北林業大學學報 2012年11期
關鍵詞:復合材料
周一龍 趙 輝 祝虹媛
(東北林業大學,哈爾濱,150040)
木塑復合材料(Wood-Plastic Composites,縮寫為WPC),在美國材料試驗協會標準(ASTM)中給出的定義是:一種主要由木材或者纖維素為基礎材料與塑料(也可以是多種塑料)制成的復合材料[1]。木塑復合材料是一類主要由熱塑性聚合物基質和大量木質纖維填料及少量助劑組成的新型材料,其材料結構、表面性質、熱性質和熔體的粘結性等對其連接性能有顯著影響,與木材和塑料的連接方式有所差別。為解決目前木塑制品采用螺栓連接出現的如連接效率不高、強度不大等問題,筆者利用超聲波的高頻振蕩原理,對木塑復合材料焊件的接頭進行局部加熱和表面清理,然后對其施加壓力實現焊接。由于超聲波焊接時不需要外加熱源,具有不受焊接性的約束,沒有氣、液相污染等,且焊接速度快,質量好,因此具有良好的工業應用前景[2]。
筆者在前期木塑板材搭接超聲波焊接試驗中,焊件連接處的強度超過了材料本體的抗拉強度,但并沒有對板材的直角連接進行相關的試驗和研究[3]。本文應用超聲波焊接技術,采用目前應用較多的擠出工藝生產的復合材料作為超聲波焊接焊件材料,結合木塑復合材料具有加工周期短、效率高、成型工藝簡單等優點[4],對木塑板材進行了兩焊件相互垂直的直角焊接,以確定合理的焊接工藝參數,為木塑窗等的超聲波焊接提供參考。
1 試驗方法
1.1 試驗原料
采用PP(聚丙烯)36%、木粉60%、MAPP(馬來酸酐接枝聚丙烯)4%共同混粉擠出的截面尺寸為4 mm×40 mm的木塑條料。將擠出后的木塑條料鋸切成15、20、25、30 mm 寬的焊件4 組,將短邊磨削成頂角為60°的形狀,作為該焊件的導能筋[5],如圖1;配制丙烯酸酯膠黏劑和環氧樹脂膠黏劑,作為兩板材連接用膠[6]。

圖1 焊件導能筋
1.2 試驗儀器與設備
明和ME-3015KC型超聲波塑料焊接機(上海明和公司),額定功率2200 W,工作頻率15 kHz;萬能力學試驗機。超聲波焊機焊頭振動時間(以下簡稱發振時間)由1 s至5 s每隔0.5 s做一次焊接試驗,共9組,保壓時間2 s,焊接壓力0.5 MPa。
1.3 焊接原理
木塑復合材料的超聲波焊接原理與塑料超聲波焊接原理類似。本試驗中,超聲波發生器將工頻電流(50 Hz)轉變為高頻振蕩電流(15 kHz),換能器利用逆壓電效應將其轉換成彈性機械能,聚能器放大振幅,并將其通過耦合桿、上聲極(焊頭)傳遞至木塑復合材料。由于兩焊件結合處有很大阻力,超聲波能量聚集于此,兩焊件在高頻振動下劇烈地摩擦,產生的熱量使兩焊件結合處熔化,完成焊接。本試驗焊頭與焊接面距離為4 mm,小于近遠域焊分界值6.4 mm,故該焊接屬于近域焊[7]。
此外,試驗中還選取了丙烯酸酯膠黏劑和環氧樹脂膠黏劑粘接兩焊件,用萬能力學試驗機分別測量各工藝參數下焊接和膠接的連接強度,對比分析和評價兩種連接方式。
2 試驗過程
首先,將焊件a在夾具中夾緊,焊件b放在a的導能筋上面(呈T字形,如圖2),觸發開關使超聲波焊機工作。隨著焊頭下降至工作位置,焊頭將振動能量傳遞至兩焊件的焊接面,高頻振動使焊件a的導能筋熔化。當發振停止后,焊頭在氣缸壓力作用下繼續對焊件施加壓力(保壓),保證熔化材料在兩焊接面間形成焊接關系直至固化。保壓時間結束后,焊頭升起,將焊件從夾具中取出(翻轉180°后,如圖3),冷卻至室溫,放置24 h。然后,配置丙烯酸酯膠黏劑和環氧樹脂膠黏劑,分別粘接兩膠接件并放置24 h(使用環氧樹脂膠黏劑粘接膠接件后須在40~50℃保溫3 h后室溫靜置24 h)。接著,用萬能力學試驗機分別測量焊件與膠接件的連接強度,得到拉伸試驗曲線。最后,用掃描電子顯微鏡觀察焊件接頭的連接狀態。
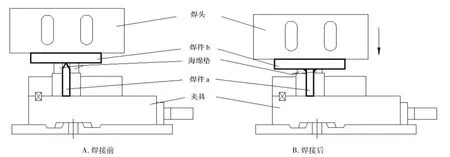
圖2 超聲波直角焊接示意圖
3 結果與分析
在發振時間為4 s的工藝參數下,寬度為20、25、30 mm的3組焊件,其導能筋不能完全熔化或基本不能熔化,無法形成焊接接頭,焊接失敗;只有寬度為15 mm的焊件,其導能筋完全熔化,形成較好的焊接接頭,焊接成功。因此,文中只討論和分析寬度為15 mm的焊件在不同發振時間下的超聲波焊接試驗結果。
3.1 焊件形貌觀察
發振時間為1 s的焊件,焊件a的導能筋僅有一部分熔化,沒有形成焊接接頭,焊接面周圍無溢料產生;發振時間為1.5 s的焊件,焊件a的導能筋大部分都已熔化,基本形成焊接接頭,焊接面周圍無溢料產生;發振時間2 s至4.5 s的焊件,焊件a的導能筋基本熔化,形成焊接接頭,并在焊接面周圍產生溢料(圖3)。溢料由焊件a的導能筋熔化和焊件b的材料本體熔化組成,其中大部分是由焊件a的導能筋熔化形成;發振時間為5 s的焊件,兩焊件焊接面處溢料過多且分散,外觀不整潔,且由于發振時間過長,焊件b與焊頭接觸的面局部發黑,表面塑料溫度升高并伴隨木粉的部分碳化,影響表面質量。
在幾組試驗中,由于超聲波能量使導能筋熔化至熔融態,焊接面摩擦系數減小,焊件b在振動和壓力作用下與焊件a產生相對位移,不能保證焊接前兩焊件放置的相對位置,出現如圖3中兩焊件相對位置的滑動與轉動現象,這樣的相對滑動與轉動是隨機的且不可控制,所以每組試驗的焊件其相對位置各不相同。若需兩焊件保證相對位置,還應使用升降臺和卡槽等夾具。
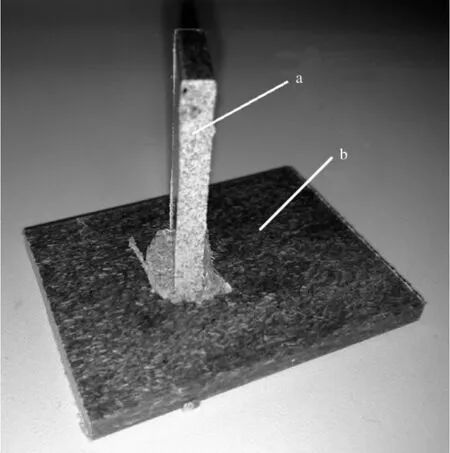
圖3 焊接后的試件
3.2 拉伸試驗
將焊好的焊件放在萬能力學試驗機的夾具上,得到不同發振時間下的抗拉強度曲線,圖4為發振時間2.5 s的拉伸曲線。該焊件能承受的最大拉力為324.2 N,抗拉伸強度為 5.403 MPa。拉伸試驗后,試件分離如圖5。其余各組不同發振時間的抗拉強度見表1。
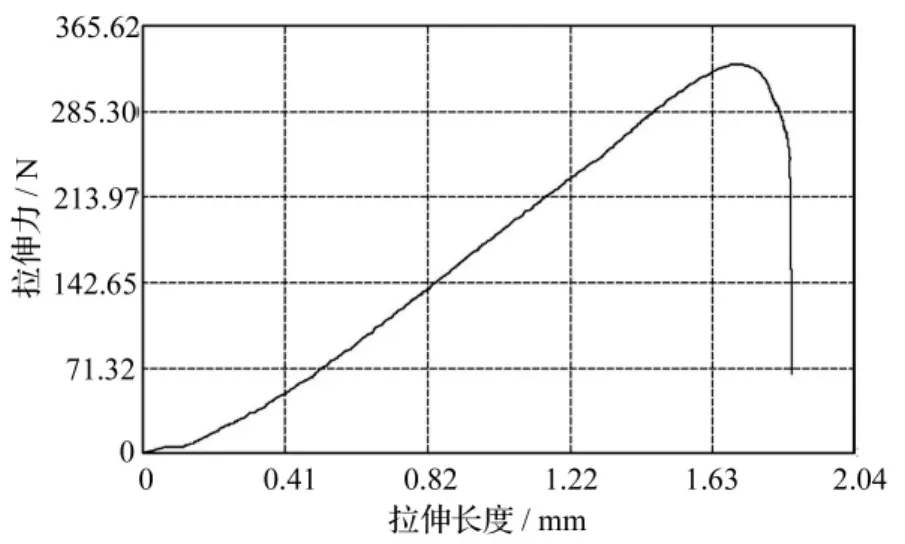
圖4 焊件拉伸試驗曲線
圖5 拉伸后焊件分離
表1中數據顯示:發振時間1.5 s與1 s相比,焊件的抗拉強度有明顯的提高;發振時間為2 s的焊件,抗拉強度為2.17 MPa,與相鄰兩組試驗數據相差較大,可歸因為試驗過程中焊件放置偏差或測量過程中的誤差;發振時間2.5 s與3.0 s的焊件,其抗拉強度基本穩定在5.4 MPa左右;發振時間3.5、4.0、4.5 s的焊件,其抗拉強度穩定在7 MPa左右,為本試驗中抗拉強度最高的3組;發振時間5.0 s的焊件,其抗拉強度突然減小到2.83 MPa,其原因是發振時間的增加導致了超聲波能量傳遞的增大,在形成焊接接頭后繼續傳遞超聲波能量,這些多余的能量會破壞本已形成的焊接接頭,導致連接強度降低。由此可見,發振時間3.5 s至4.5 s的焊件,基本形成連接強度較大的接頭,抗拉強度數值基本穩定。此外,本試驗采用同一臺萬能力學試驗機測量膠接對比組的連接強度,采用環氧樹脂膠黏劑粘接的兩膠接件無法得到其連接強度的測量結果;采用丙烯酸酯膠黏劑粘接的兩焊件,最大拉力為68.4 N,抗拉強度為1.14 MPa。相比木塑復合材料的連接強度,膠接件的抗拉強度明顯不如焊接件,二者最大相差6~7倍。由此可見,超聲波焊接在木塑復合材料直角連接中具有較大優勢。
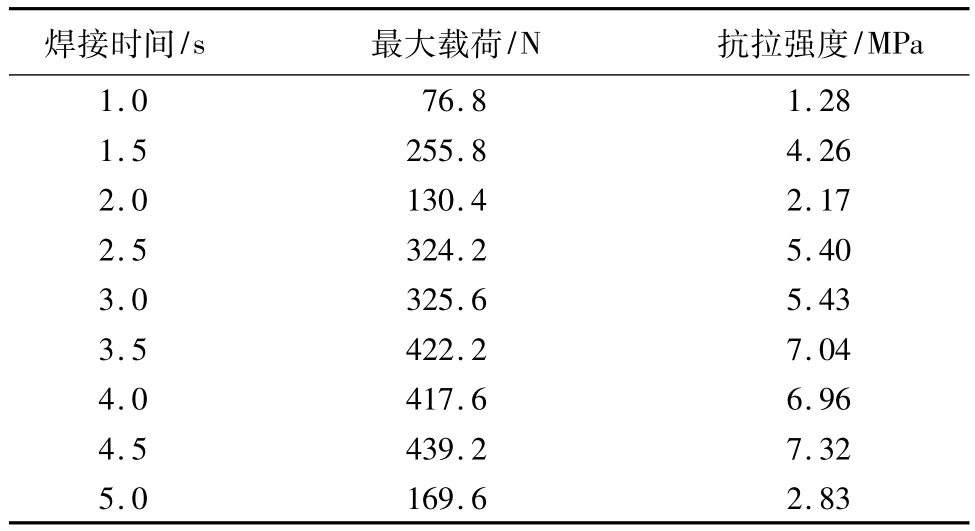
表1 不同焊接時間下焊件的抗拉強度
3.3 掃描電鏡(SEM)觀察
用QUANTA200型掃描電子顯微鏡觀察發振時間為4 s的焊件。從材料流動和成型方向來看,圖6(a)中可以清晰分辨出焊件a與焊件b。焊件a的下表面與焊件b的上表面結合較好,基本看不出明顯的焊縫;但焊件a的導能筋在壓力作用下切入焊件b的過程中,兩焊件的側面連接出現一條明顯的縫隙。從圖6(b)中可看出,在焊縫兩側,兩焊件有不同的熔化狀態,放大后如圖6(c),能清晰看見焊縫右側(焊件b焊接面)晶瑩剔透狀的材料為熔化過的塑料,說明在焊接過程中,導能筋并沒有全部熔化,部分沒有熔化的導能筋切入焊接面,形成焊縫,且超聲波振動能量使焊件a的導能筋部分熔化的同時,也將焊件b的焊接面附近塑料熔化。焊件a和焊件b中塑料熔化后彼此融合,會形成焊接效果較好的焊接面,并在固化后形成整體,增加了連接強度;焊件a和焊件b的塑料熔化后不能彼此融合,則會形成焊接效果不太好的部分焊接面,固化后仍然彼此分離,抗拉試驗過程中只表現為界面間的摩擦,對抗拉強度的增大貢獻不大。
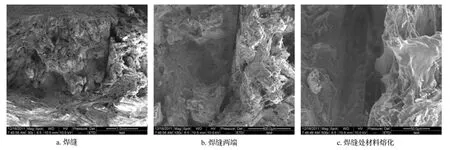
圖6 發振時間4 s的焊件掃描電鏡觀察圖像
4 結論
超聲波焊接工藝在木粉/PP復合材料的連接應用中,可以對相互垂直的兩焊件進行直接焊合,且具有一定強度。發振時間3.5 s的焊件,其抗拉強度達到7.04 MPa;發振時間 4.0 s和 4.5 s的焊件,其抗拉強度穩定在7 MPa左右,為膠接的6~7倍,并具有相對穩定的連接。完全熔化的導能筋,可以在焊接面形成強度較高的接頭。沒有完全熔化的導能筋,可通過增加兩焊件接觸面摩擦力的方式增加連接強度。
試驗中確定的具有一定連接強度的焊接工藝參數對其他木塑構件的垂直連接有借鑒意義,其理論與實踐經驗可應用于木塑窗等的超聲波焊接。
[1]王清文,王偉宏.木塑復合材料與制品[M].北京:化學工業出版社,2007.
[2]李亞江,王娟,夏春智.特種焊接技術及應用[M].北京:化學工業出版社,2008.
[3]趙輝,王清文.木粉/聚丙烯復合材料的超聲波焊接性能分析[C]//華中科技大學,先進成型技術學會.第七屆先進成型和材料加工技術國際會議論文集.武漢:材料成形與模具技術國家重點實驗室,2010.
[4]王強,吳超.木塑復合材料擠出技術的現狀及發展趨勢[J].工程塑料應用,2008,36(1):76 -78.
[5]王曉林.聚醚醚酮超聲熱-形變規律及焊接工藝研究[D].哈爾濱:哈爾濱工業大學,2007:36-44.
[6]李影,程瑞香,王清文,等.木塑復合材料的連接方式[J].林產工業,2010(1):43-45.
[7]田修波,楊士勤.聚乙烯醫療器具的超聲波焊接[J].焊接,1998(5):7-9.
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29