金絲球焊制作焊接凸點的工藝參數分析
2012-09-16 13:23:18田知玲夏志偉閆啟亮
電子工業專用設備 2012年12期
田知玲,夏志偉,閆啟亮
(中國電子科技集團公司第四十五研究所,北京 100176)
金絲球焊機(見圖1)是一種打點連線的設備,應用于芯片與外部的引線連接。利用凸點同時實現電氣和機械連接。金絲球焊機可以制作凸點以起到固定連線的目的,而且凸點的直徑大小可以調節。利用金絲球焊機生產的凸點作為倒裝焊的凸點,將其制作在功率型LED的基板上,既減少了傳統制作凸點方法中復雜的技術過程,又增強了焊接的靈活性和精度[1]。生產周期縮短,而質量不會降低,增加倒裝焊的競爭力,使這項技術更富有生命力。
1 凸點制作

圖1 金絲球焊機
金絲球焊可以根據焊接芯片,進行打點設計,完全按照已有的模型自由靈活地制作凸點。可以根據具體產品設計凸點制作模式,分配凸點的個數、密度、距離、大小,既保證器件焊接后的電學特性和機械強度,又節省了材料,減輕了工作量。
功率型LED采用的是6倍線徑的凸點,利用金絲球焊機進行凸點制作(見表1,其中δ是一常量,其固定值為δ=3.14μm),將基板放在熱臺上,打開氣閥,使基板固定,在參數控制模塊選擇測試觸發,按住搖桿上的觸發鍵,移動劈刀到要焊凸點部位的上方,測試劈刀高度,這一步驟是為了避免損壞劈刀。退出程序進行打點,線夾開關打開,金線下送,打火桿產生瞬間高電壓,使金絲成球,按住觸發鍵,移到要打點的部位上方松開,在熱超聲的作用下,凸點焊接在基板上,劈刀水平移動,產生一個橫向切力,使金線在凸點尾部斷開,完成打點(過程見圖2)。設備本身有熱臺,但是要靠超聲的幫助完成打點過程,在一瞬間產生高電壓,使金線熔化,然后加熱超聲使其粘在基板上。金絲球焊機參數設置可調,凸點直徑可調,滿足不同芯片的要求。
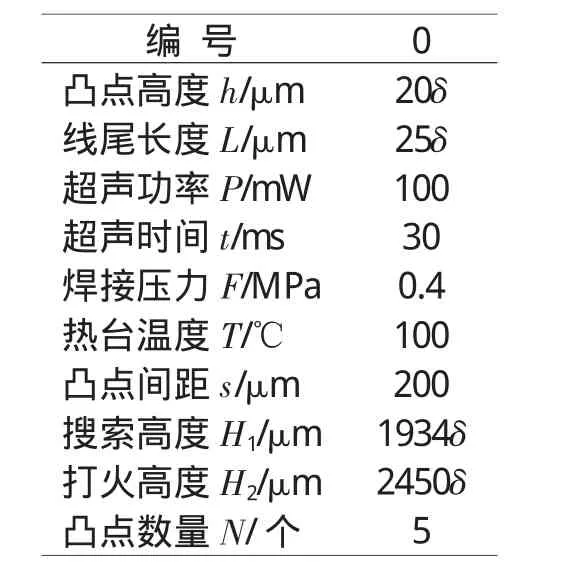
表1 金絲球焊機參數設置
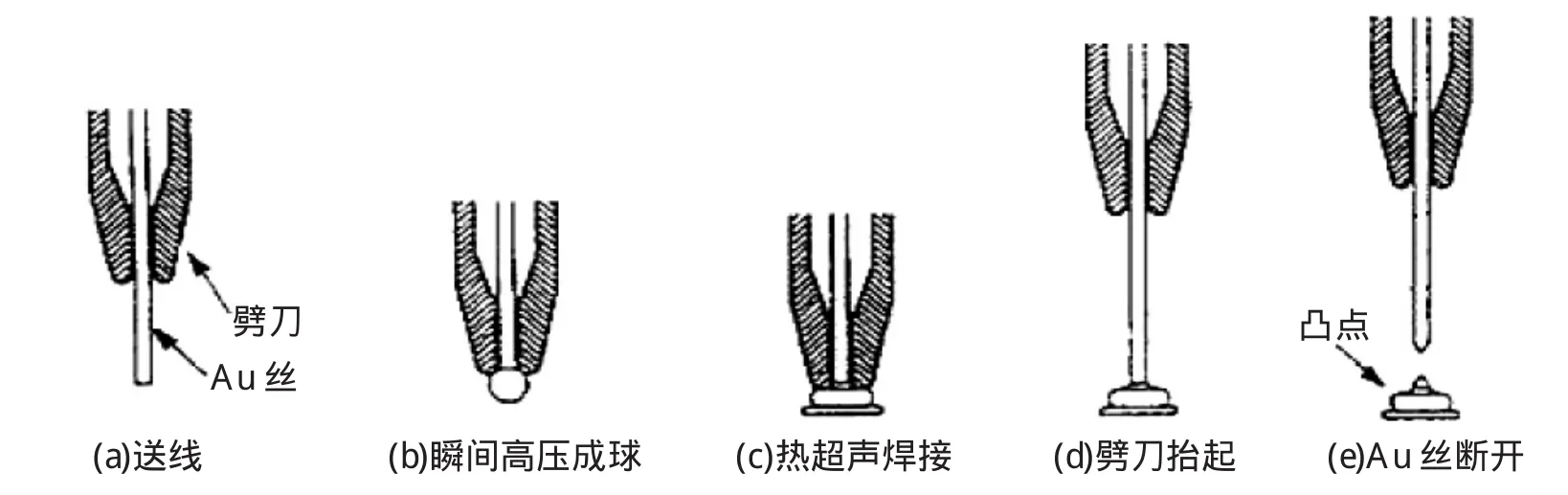
圖2 金絲球焊的過程
2 工藝參數分析
金絲球焊制作凸點的關鍵是參數的設置,由于設備的傳動累積誤差會造成凸點尾線過長,甚至有拖線現象,即在尾線的上面仍有一段線體存在,這易造成焊接不牢固,甚至產生短路現象,使得封裝失敗,造成LED芯片損壞。所以需要反復測試具體參數[2],從中選擇最佳焊接值完成焊接。制作凸點時工藝規格通常包括凸點高度、線尾長度、超聲功率、超聲時間、焊接壓力、熱臺溫度等。
2.1 凸點高度
顯示在凸點高度參數不同時,凸點的大小形狀也不同,參數設置如2表所示,可見凸點高度的變化決定尾線的長短,即凸點的形狀,當達不到一定高度時(<10δ),凸點不出現尾線,呈扁平狀分布,平塌在基板上,(如圖3a所示)。當設定的凸點高度超過一定值(>20δ),雖然尾線出現,但是有明顯的拖線情況,(如圖3c所示)。最佳選擇應是凸點高度在20δ附近,這時出現尾線,凸點成規則狀,達到一定強度,又不至于拖線過長(如圖3b所示),凸點高度參數改變實測凸點數值如表3所示。
凸點高度設置低,則金線送出量過少,在尾線沒有出現時,金線劈刀在水平移動時產生的橫向切力就使得金線斷開,造成整個凸點不具有明顯的立體形狀,在焊接過程中,這種扁平的凸點焊接力弱,可靠性差,起不到連接作用;凸點高度設置過高,金線送出多,劈刀抬起慢,金線不能及時拉斷,平移時產生的尾線過長,凸點有可能出現拖線現象,焊接時造成短路,降低了器件的可靠性。

表2 凸點高度參數選擇
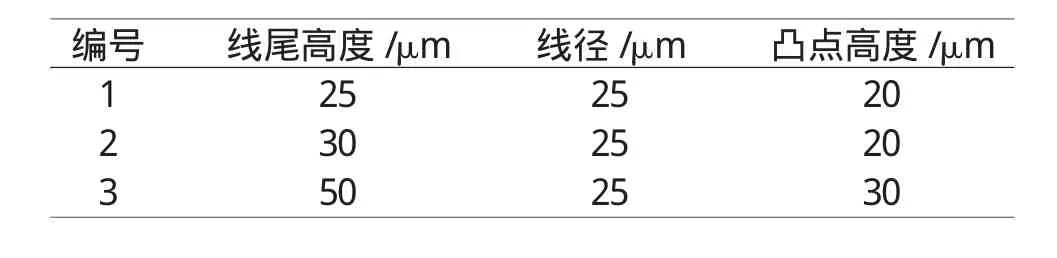
表3 凸點高度參數實測凸點數值
2.2 線尾長度
不同的尾線長度也決定凸點形狀。參數設置表如4所示,當尾線長度設定過短(<20δ),則金線供給量不足,凸點的底座將出現薄厚不均,劈刀的橫向移動使尾線受力不均,可能出現拖線現象(如圖4a所示)。尾線超過一定值(>30δ),金線長劈刀抬起過晚,則出現嚴重拖線情況(如圖4c所示)。正常情況下,尾線長度選擇25δ附近,此時凸點底座均勻且尾線不拖線,凸點成球狀,(如圖4b所示),實測數據如表5所示。
尾線長度若設置過小,劈刀送線時間短,送線量少,高電壓下凸點成球小且扁平,這樣凸點在焊接時焊接力不夠,機械強度低,可靠性差,焊接效果不佳,同時由于送線量少,劈刀過早抬起,尾線橫向切力不均勻,造成尾線長短不一,不規則,出線拖線現象。拖線的出現,一是使封裝可能出現短路現象,封裝不可靠;二是LED芯片焊接不牢固,降低封裝強度。
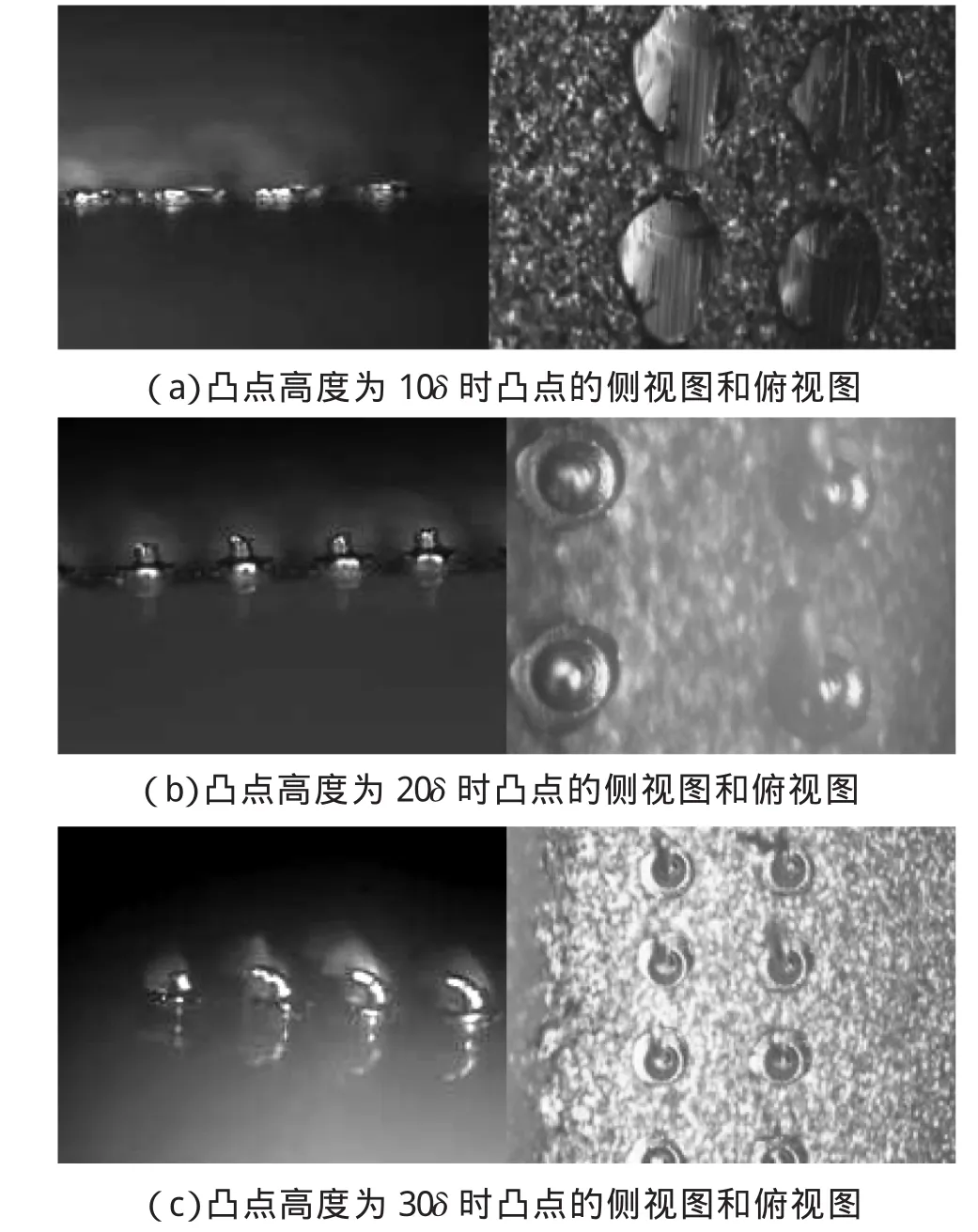
圖3 凸點高度改變時凸點的形狀
若尾線設置過長劈刀抬起慢,高電壓下金線成球大,不均勻,尾線過長,甚至嚴重拖線,使封裝失敗。
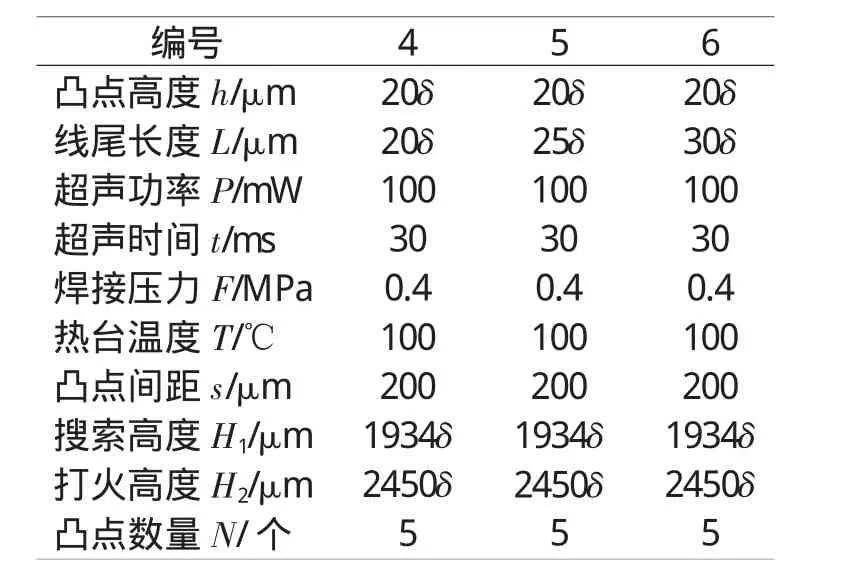
表4 線尾長度參數選擇
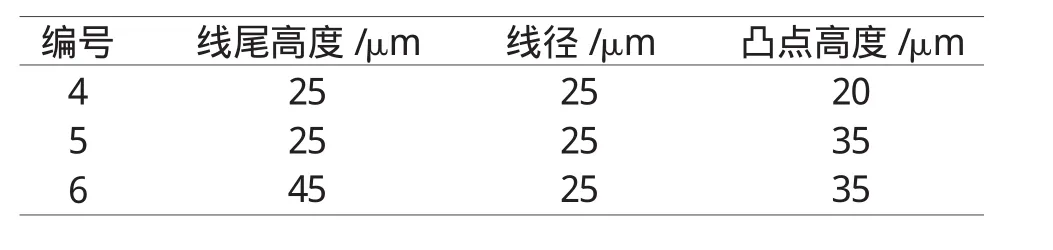
表5 線尾長度參數改變實測凸點數值
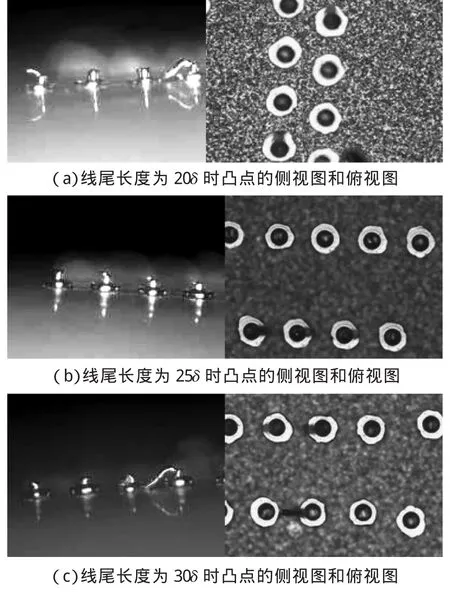
圖4 線尾長度改變時凸點的形狀
2.3 超聲功率
由于熱臺的溫度不可能無限升高,而一般金的熔點在1000℃以上,金點的焊接時是靠加超聲將金點熔化。參數設置如表6所示,超聲功率的大小也決定凸點形狀。超聲的功率低于一定值(<50mW),超聲作用不明顯,已經在高電壓下成球的金點熔化慢,在基板上形成的凸點較小,粘合不牢固,不能形成較明顯的尾線,但形狀相對規則(圖5a所示)。當功率超過一定值時(>150mW),由于功率過大,使得金點熔化過塊,在基板上形成的凸點過大,且凸點扁平,不凸起,呈一平面平鋪在基板上,尾線不規則,(圖5c所示)。功率恒定在100mW,此時在基板上形成的凸點大小適宜,成明顯立體狀,且尾線均勻,規則分布,(圖5b所示),超聲功率參數改變實測如表7所示。
超聲功率小,金點在焊接到基板上時熔化少,此時在基板上形成的純金凸點的直徑過小,焊接時焊接強度低,LED芯片焊接的可靠性差,使用壽命減少;設置大功率超聲波,超聲波造成金分子快速運動,球狀金點熔化速度加快,在超聲壓力作用下,金點成餅狀粘在基板上,這樣的凸點進行倒裝焊接時,焊接機械強度低,可靠性差。由于金點熔化量增加,金線在超聲作用下,形狀和延展性發生變化,不再是均勻的線體。斷線時尾線不規則,可能出現拖線現象,這會使LED焊接時出現短路情況。
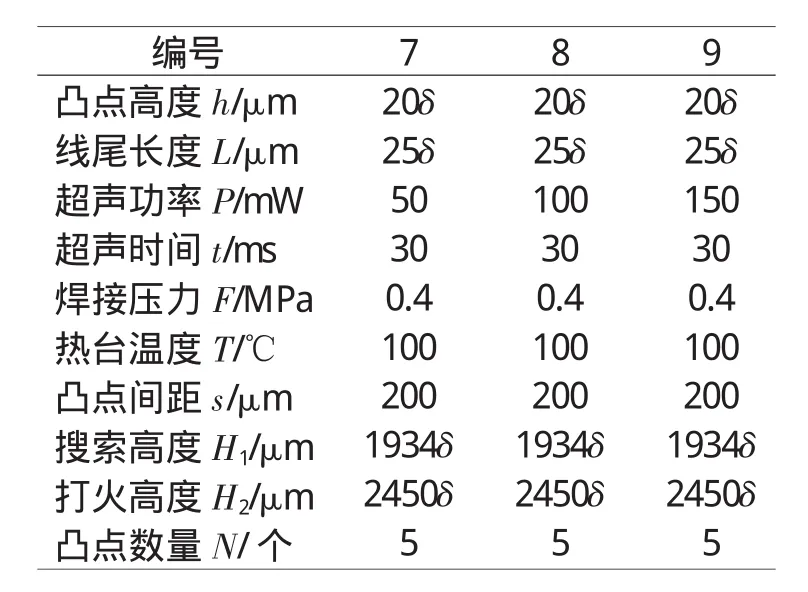
表6 超聲功率參數選擇
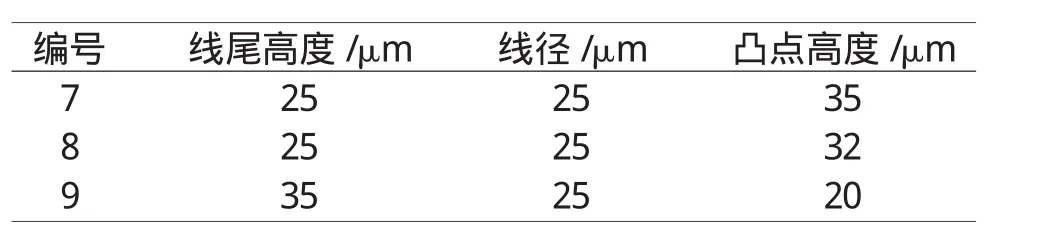
表7 超聲功率參數改變實測凸點數值
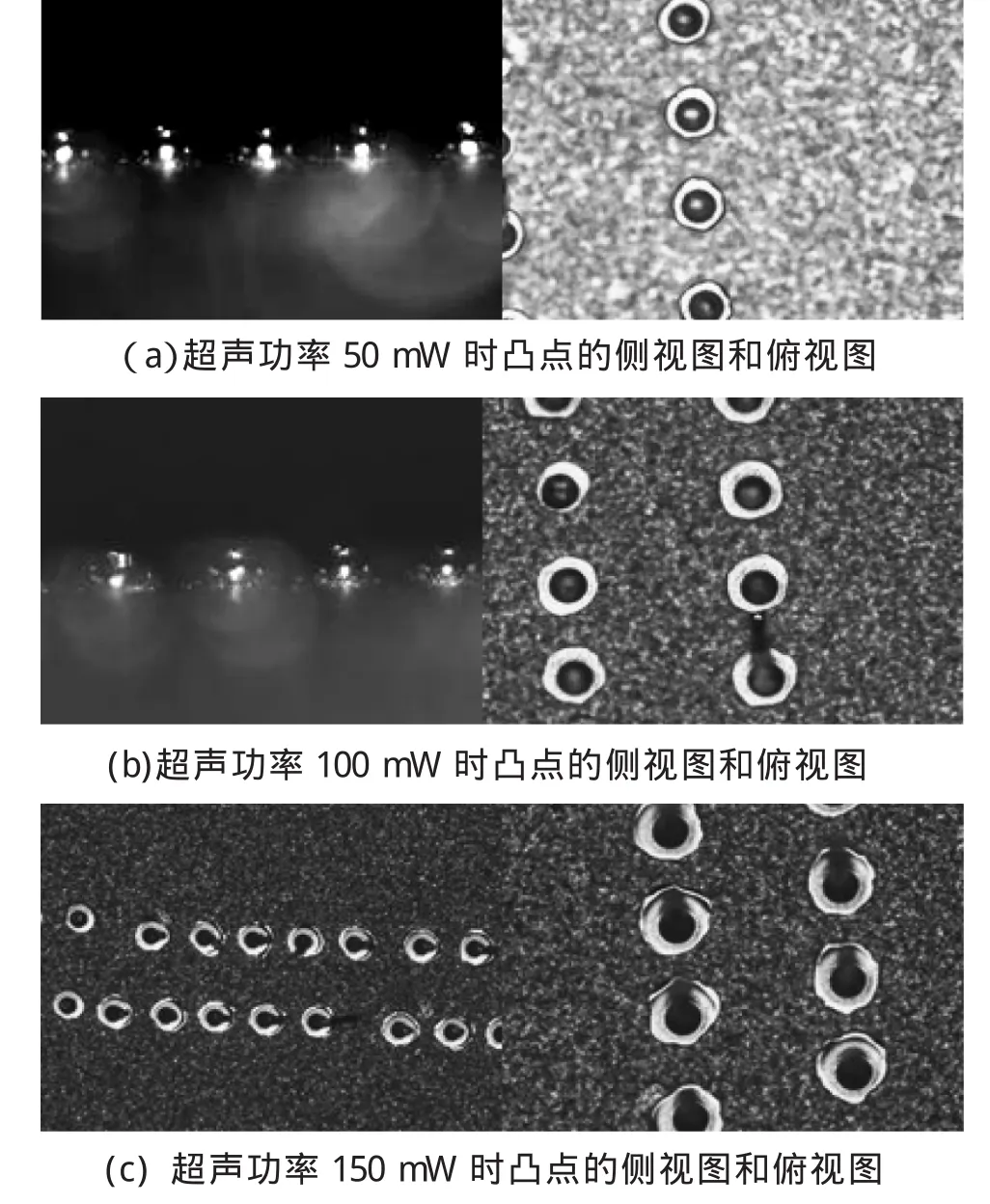
圖5 超聲功率改變時凸點的形狀
2.4 超聲時間
金線的熔點很高,熱臺的溫度不可能加熱到1000℃以上,在瞬間的高電壓下,金線被制成金點,只有同時加超聲作用,使分子運動加速,凸點才很容易焊在基板上,超聲時間的作用是使在高電壓下形成的金點快速熔化,最終牢固地焊接到基板上。超聲時間參數選擇表如8所示:加超聲時間過短(<20ms),金點熔化較少,在基板上形成的凸點較小,焊接力低,焊接時機械強度差,尾線不易斷,出現長拖線,(圖 6a所示)。時間過長(>60ms),金點迅速、大量熔化,基板上形成的凸點過平,呈扁球狀平鋪,面積大,不凸起,,不易焊接,焊接時機械強度低,不能體現出很好的電學特性(圖6c所示)。當恒定超聲時間在30ms時,基板上形成的凸點為規則球狀,而且很少拖線,(圖6b所示)。超聲時間參數實測凸點數值如表9所示。
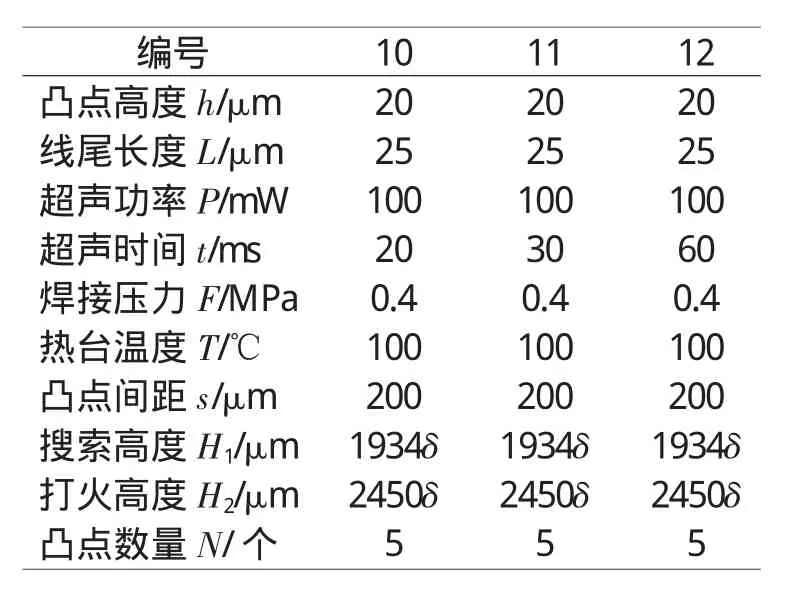
表8 超聲時間參數選擇
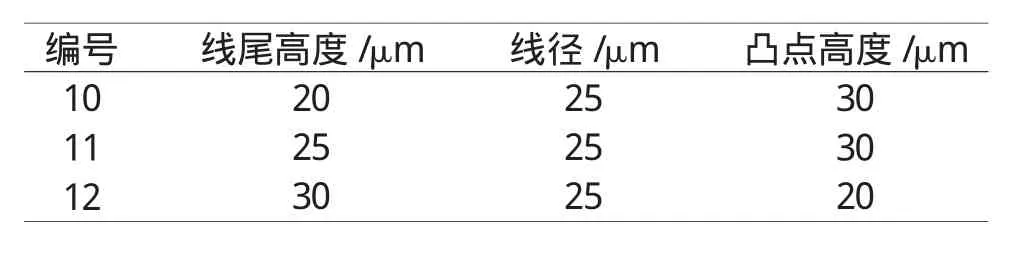
表9 超聲時間參數改變實測凸點數值
2.5 焊接壓力
焊接壓力是在金線形成金點后,焊在基板形成為純金凸點的過程時,外加一個向下的力,可以使純金凸點更牢固地粘合在基板上。焊接壓力參數選擇如表10所示:當壓力過小(<0.2MPa),外界給力不夠,而且本身粘合力小,凸點不能很好地粘在基板上,但相對均勻(圖7a所示)。當壓力過大(>0.6MPa),凸點被壓得扁平,完全平鋪在基板上(圖7c所示)。正常情況選擇0.4MPa壓力,這是的凸點大小合適,既保證了粘合力,有使凸點呈球狀,便于焊接(見圖7b所示)。參數實測凸點數值如表11所示:焊接壓力過低,純金凸點在基板上的粘力不夠,雖然產生的凸點形狀均勻,但焊接強度低,在封裝時可能造成凸點脫落;焊接壓力過大,金點將被壓平,焊接后可靠性下降。
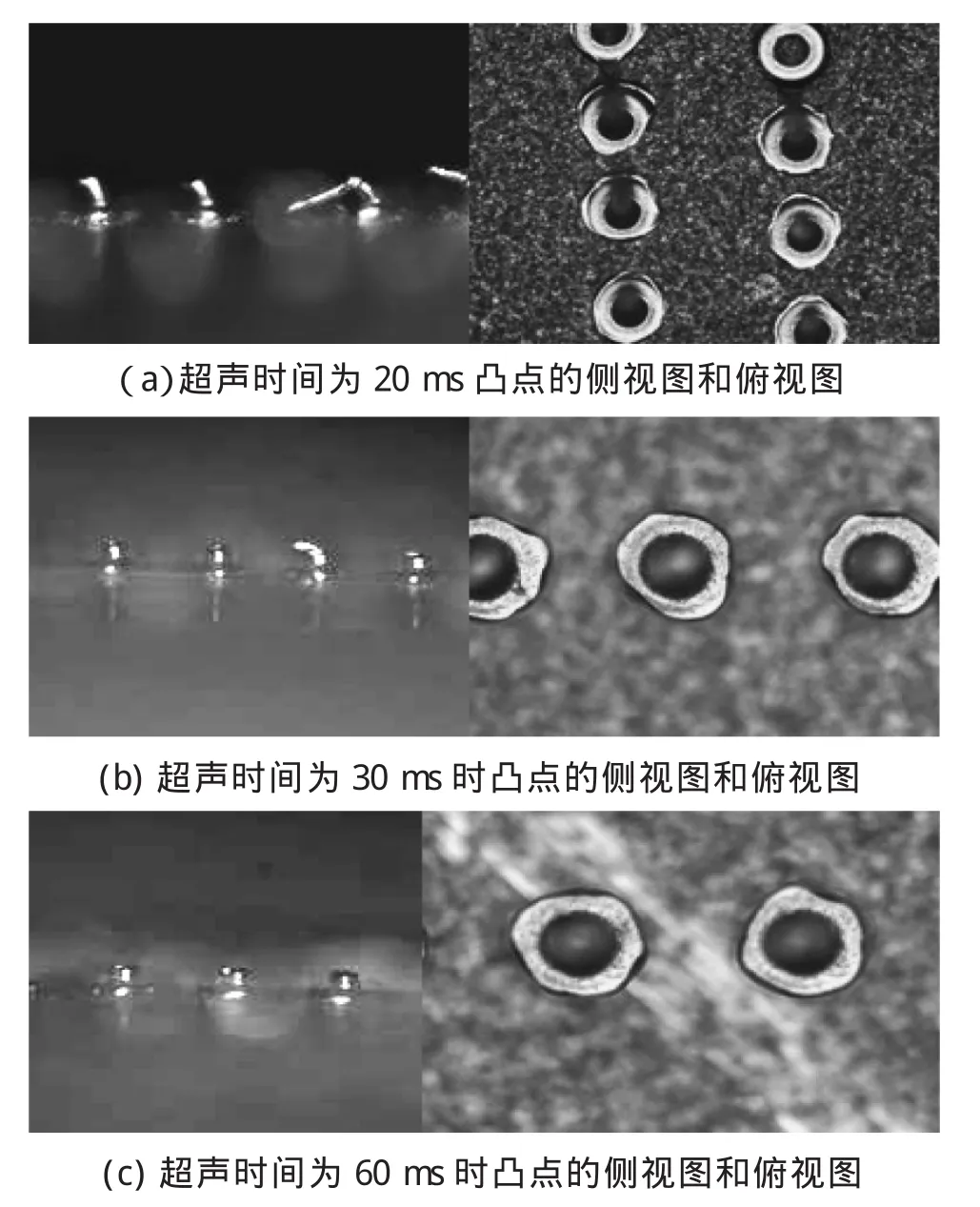
圖6 超聲時間改變時凸點的形狀
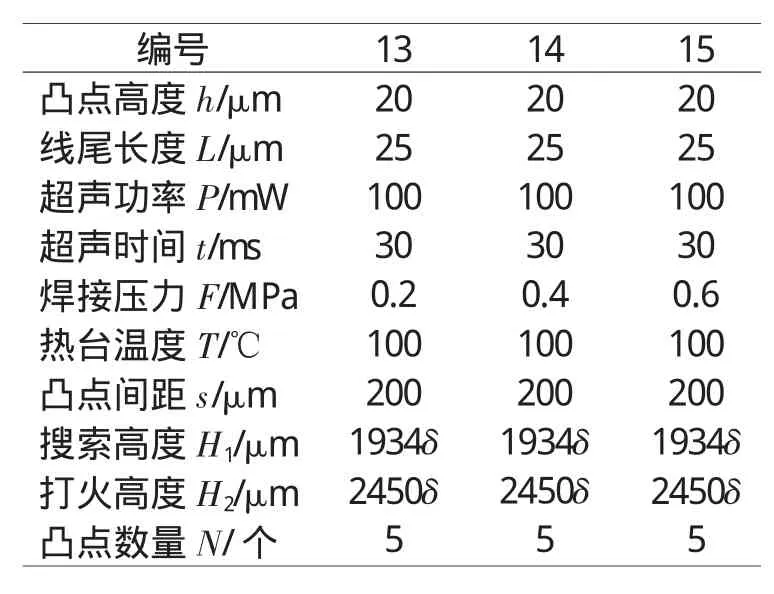
表10 焊接壓力參數選擇
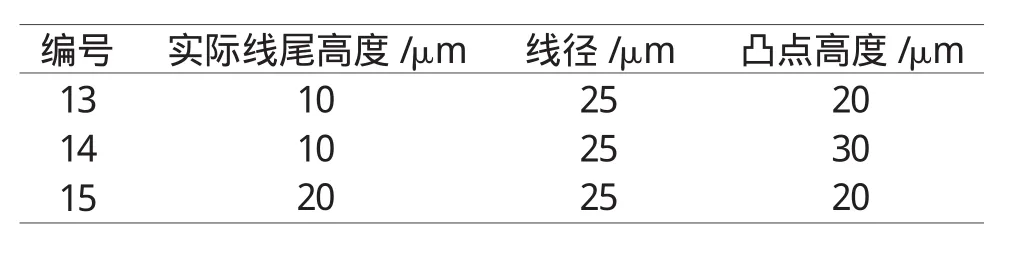
表11 焊接壓力參數改變實測凸點數值
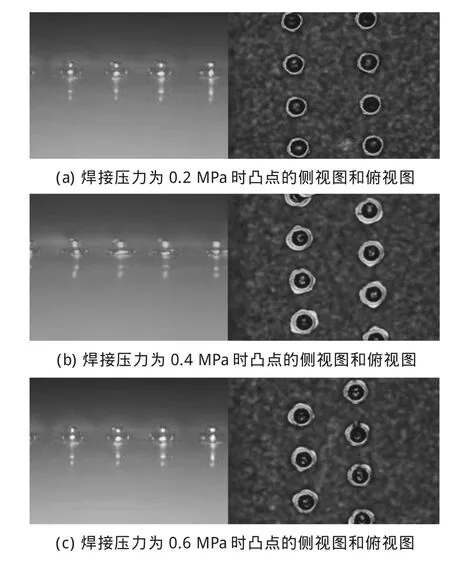
圖7 焊接壓力改變時凸點的形狀
2.6 熱臺溫度
熱臺溫度和拖線情況有密切聯系(圖8,a、b、c所示)。參數設置如表12所示:當熱臺溫度越高,拖線情況越明顯。當熱臺溫度升高時,金線變得更軟,延展性更好,所以當溫度升高時,由于劈刀本身精度不高,當劈刀水平移動時,劈刀不能很快地將延展性很好的金線割斷,造成尾線拖線嚴重。溫度過低(<100℃),劈刀上金點焊在基板上形成凸點過小,不易焊接。我們通常采用100℃左右的熱臺溫度。
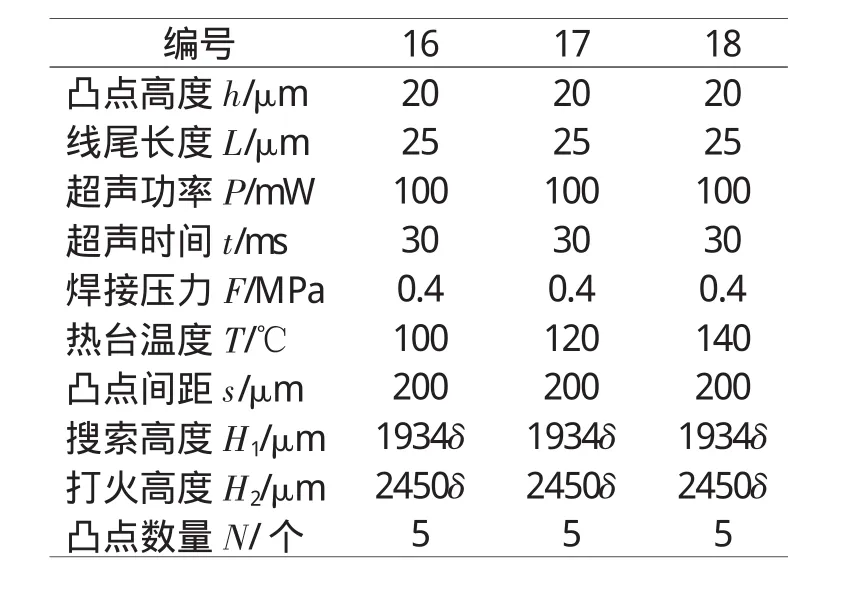
表12 熱臺溫度參數選擇
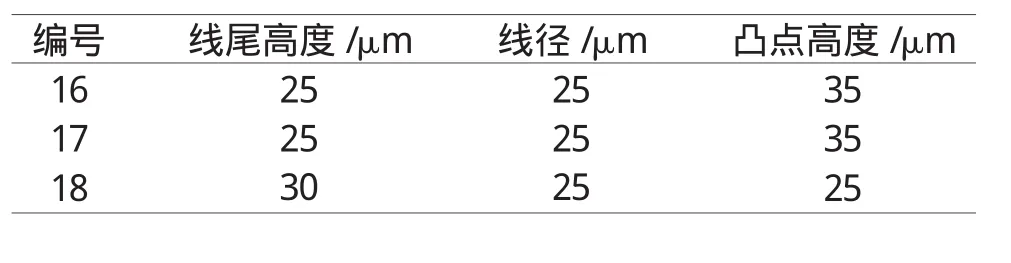
表13 熱臺溫度參數改變實測凸點數值
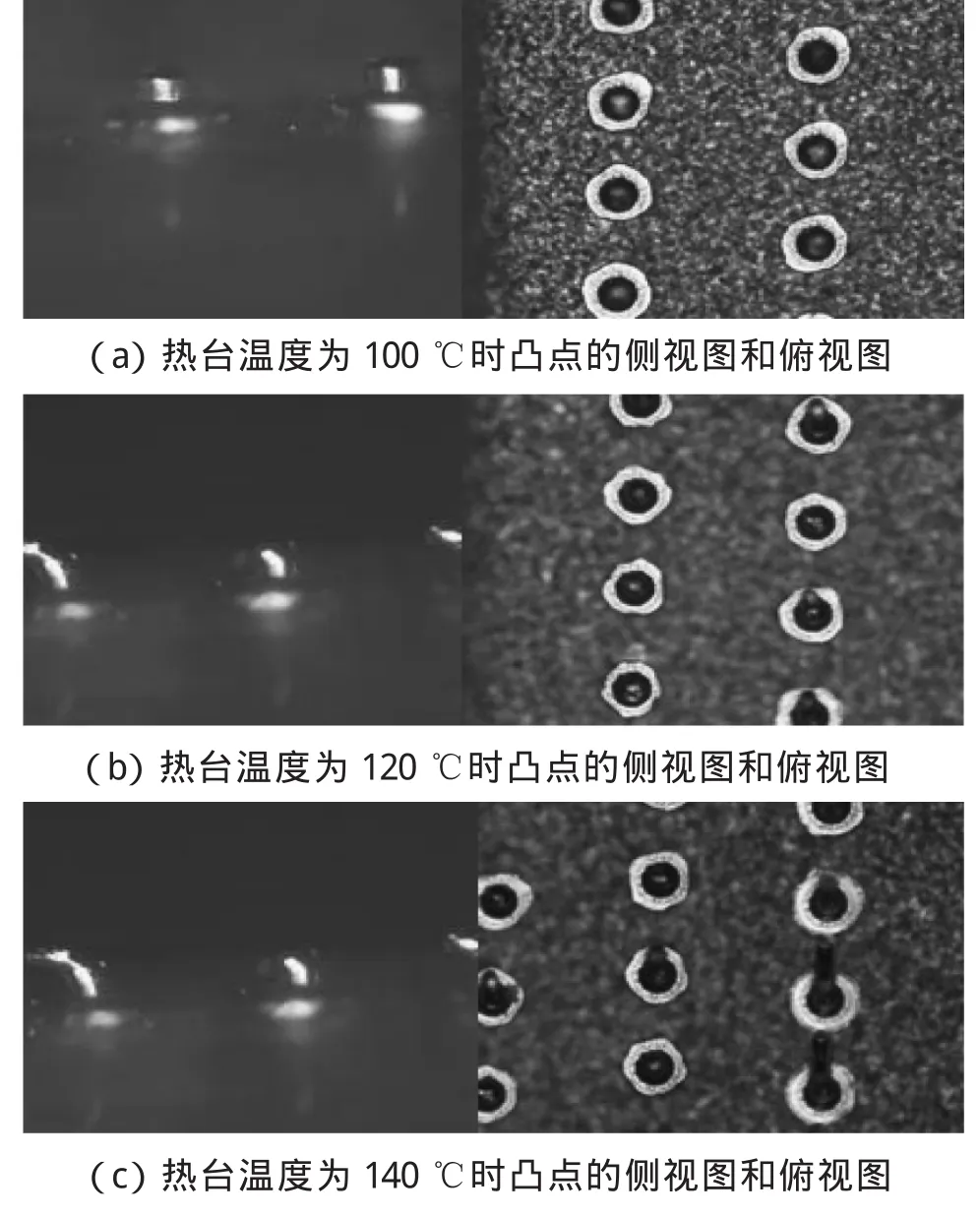
圖8 熱臺溫度改變時凸點的形狀
凸點的形狀與凸點制作的參數有密切的關系,必須對工藝參數建立有效的控制手段,只有準確地設置參數,才能在基板上制成更完美的凸點,保證最后的焊接質量。如果參數設定不合適,可能使尾線過長出現拖線情況,或者凸點過小不能保證焊接強度,使封裝失敗。只有提高凸點質量,保證凸點大小形狀規則,才能保證封裝的可靠性,提高封裝的質量[3]。
3 結束語
本文著重介紹了金絲球焊接技術的關鍵—凸點的制作工藝實驗分析,通過固定參數的實驗分析,得出利用這種方法制作凸點一系列最佳參數:凸點高度、線尾長度、超聲功率、超聲時間、焊接壓力以及熱臺溫度等參數,利用這些參數在基板上制作出的凸點,完成引線鍵合,實現功率型LED焊接有更高的可靠性,更佳的電和熱傳導率,更大機械強度。
:
[1]張如明.凸點實現的倒裝焊推進微電子封裝技術的發展.微電子,2002,11:39-41.
[2]張彩云,霍灼琴,高敏,張晨曦.采用熱壓焊工藝實現金凸點芯片的倒裝焊接.電子工藝技術,2008,29(1):27-29.
[3]王水弟,蔡堅,譚智敏,等.用于圓片級封裝的金凸點研制.半導體技術,2004,29(4):27-31.
