多線切割機電氣控制設計
2012-09-16 13:23:00丁彭剛王雙全莊文波王亞君
電子工業專用設備 2012年3期
關鍵詞:系統
丁彭剛,王雙全,莊文波,王亞君
(中國電子科技集團公司第四十五研究所,北京 101601)
多線切割機是一種廣泛應用于IC(集成電路)、IT(信息技術)、PV(光伏)行業中,如單晶硅、藍寶石、石英晶體、壓電陶瓷、磁性材料、光學玻璃等硬脆性材料精密切片加工的電子專用設備,是光電信息產業核心器件基片制造流程中的關鍵裝備。多線切割是目前最先進的切片加工技術,其原理是通過金屬線的高速往復運動把磨料帶入待切割材料加工區域進行研磨,將待切件同時切割為數百或數千片薄片的創新性切片工藝。在該工藝中,切割線被纏繞在一個導線軸輥上,可以一次性完成相當于內外圓切割機數百次的切割量,而且在切片的彎曲度、翹曲度、平行度、總厚度公差等關鍵技術指標上均明顯優于傳統的加工設備,多線切割機以其切割速度快、加工精度高、切割損耗低的優點,已逐漸取代了傳統的內圓切割和外圓切割技術,成為硬脆性材料切片加工的主流設備。
1 多線切割機走線系統構成
線切割機系統設計是一個涉及機械技術、控制技術、數字信號處理技術、材料科學等多學科交叉的研究領域。圖1所示的是多線切割機的走線系統示意圖,放線輪上的切割線(通常為鋼絲線或者是金剛石線)通過一系列導向輪過渡到加工軸輥上,
在加工輥上纏繞多圈,再通過一系列導線輪收卷到收線輪。多線切割機進行切片加工時,工作臺進給系統驅動待切件向下運動與切割線接觸,加工輥高速往復運動,切割線則隨之帶動砂漿研磨切割待切件,從多線切割機的加工原理不難看出,走線系統是多線切割機系統的核心。如圖2所示,多線切割機走線系統主要由放線輪、加工軸錕、收線輪、張力控制裝置、排線裝置等幾個部分構成,各部分通過導線輪相連,加工輥兩側各有一個張力控制器,放線輪和收線輪側都配有排線裝置。
2 多線切割機控制部分

圖1 多線切割機走線系統示意圖
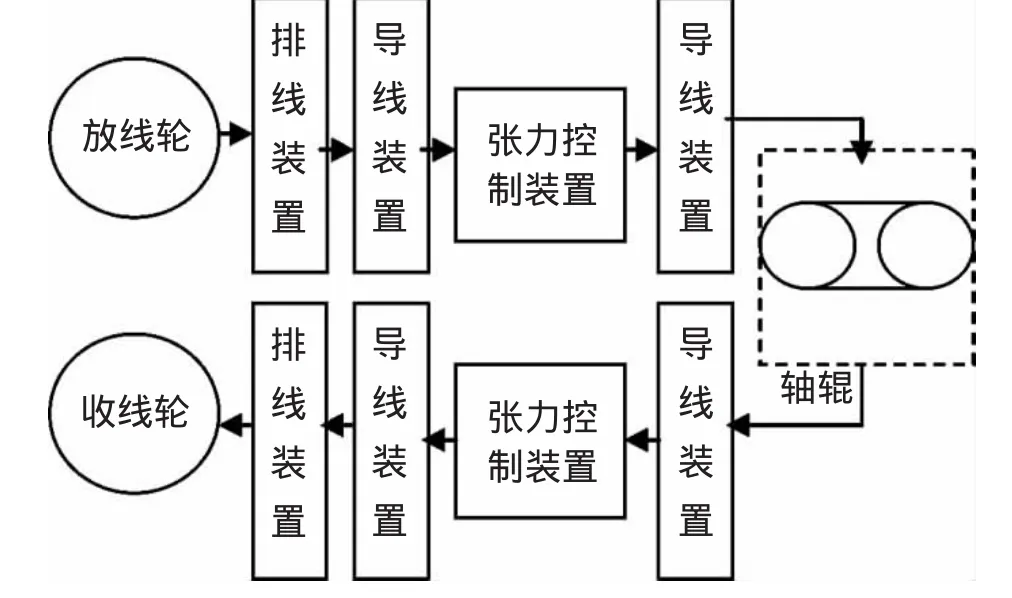
圖2 多線切割機走線系統通用框圖
多線切割機電氣控制系統綜合了分布式控制,模糊控制,PID控制等多種技術,本文主要介紹電氣控制部分。
2.1 電氣控制系統構成
多線切割機電氣控制系統的構成如圖3所示,控制系統主要由主控制器、軸控制卡、電機模塊、分布式I/O站、電源接口模塊、溫度控制模塊、斷線監測模塊、觸摸屏等組成。本系統選用PLC控制器作為整個控制部分的核心,它的性能影響著整個控制系統的響應速度,它的位計算速度是0.1μs,浮點數計算速度為 3μs,能夠充分滿足需要。軸控制卡和控制器通信采用的是PROFIBUS總線,PROFIBUS總線是現在國際上比較流行的分布式總線,通信模式采用的是等時通訊模式,它的特點是傳輸時間可調、傳輸速率快,分布式控制,抗干擾能力比較強。I/0的輸入和輸出模塊采用分布式I/0站,和控制器之間采用以太網連接,它是一個防護等級為IP20的模塊化配置DP從站,最多能夠連接8個信號或功能模塊,具有抗干擾性強,和主機交換數據實時性高,所用電纜少(總線連接)等諸多優點。系統采用數字式溫控模塊進行冷卻液的溫度控制和砂漿流量的控制,它的特點是高速采樣,采樣周期為50ms;高精度、高分辨率;多點輸入,支持多種溫度和模擬量輸入;多點輸出,支持多種電流和電壓輸出(脈沖)等。電源模塊包含濾波和整流功能,把380V交流電轉換成電機需要的直流電。系統含有8個電機模塊,用以實現主從軸、排線、收放線輪、工作臺等機構的控制。
2.2 主從軸輥的同步控制
軸輥運轉由兩個大功率電機帶動,并在軸輥電機主從控制結構中,將一臺電機作為主動電機,另一臺作為從動電機。主電機以用戶給出的速度給定值作為參考值,在運行過程中緊密跟蹤系統給定值,而從動電機以主電機的輸出速度作為自己的參考值。在運行過程中緊密跟蹤主電機。這種控制方式使系統的同步精度得到提高。主從軸輥電機控制系統結構如圖4所示。
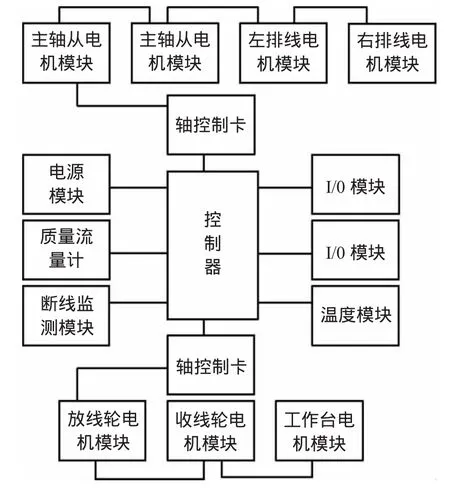
圖3 電氣控制系統構成

圖4 軸輥電機主從控制示意圖
2.3 張力控制
鋼線的張力是多線切割機切割工藝中相當核心的要素之一。張力控制不好是產生線痕片、崩邊、甚至斷線的重要原因。鋼線的張力過小,將會導致鋼線彎曲度增大,帶砂能力下降,切割能力降低。從而出現線痕片等。鋼線張力過大,懸浮在鋼線上的碳化硅微粉就會難以進入鋸縫,切割效率降低,出現線痕片等,并且斷線的幾率很大。如圖5所示為張力控制的機械結構。主軸軸輥上鋼線通過張力臂上的導輪連接收放線輪。張力臂的力矩來源由氣缸提供,并設定張力臂的垂直位置為平衡位置。在切割工藝中,通過氣缸設定鋼線的工作張力,當主軸速度和線輪速度不一致時,張力臂偏離平衡位置,鋼線張力發生變化。通過調節收放線輪的線速度,使之與主軸線速度一致,使張力臂盡量在平衡位置附近,以達到穩定鋼線張力的目的。
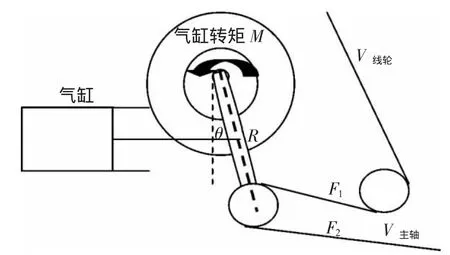
圖5 張力臂機械結構
為了比較精確匹配軸輥速度和收放線輪速度,使之線速度趨于一致,使張力臂擺動的幅度盡量最小,最終使張力臂上鋼線張力趨于穩定,負載變化較小,因此引入了PID控制。如圖6所示為本系統的PID控制框圖。其中張力臂平衡位置P0為輸入值,張力臂的轉角通過編碼器獲得,為系統反饋值,兩者之差經過PID控制器轉化為速度,同時把線輪補償速度作為一個前饋,共同作用值傳遞給收放線輪。
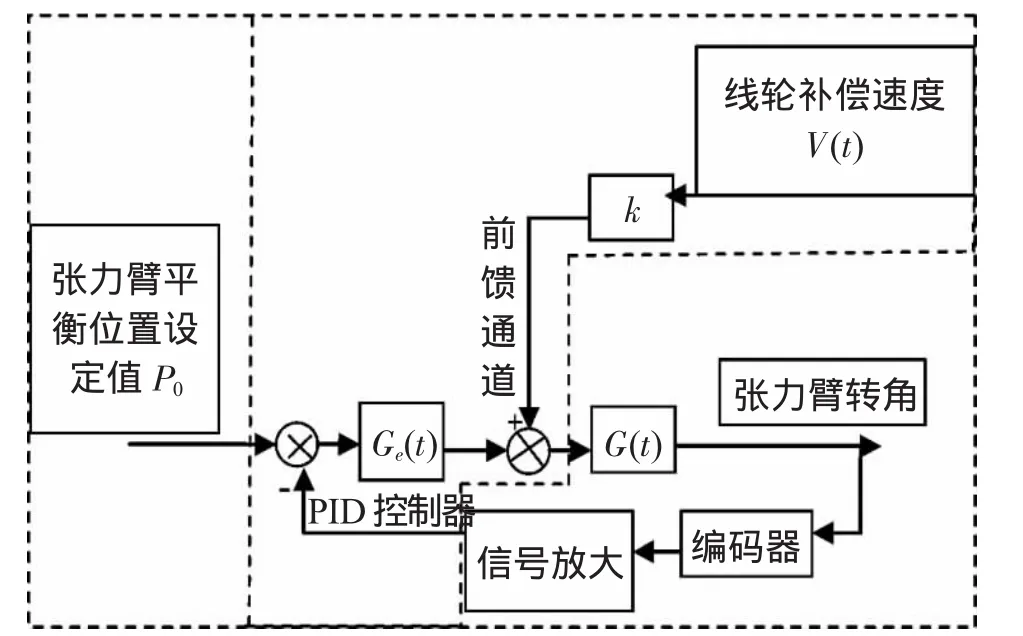
圖6 PID控制框圖
在控制器中設定采樣周期,Pi表示第i次采樣周期張力臂擺動位置

本系統PID控制規律用如下方程表示:V(Ki)表示收放線輪第i次采樣周期計算速度,KP是張力臂位置和平衡位置差值的比例系數,Ki是累計張力臂位置和平衡位置差值的積分系數,Kd是采樣周期之間位置差值的微分系數,V線輪(t)是收放線輪的計算速度。在控制器的每次等時模式數據傳輸中,把計算速度傳遞給收放線輪,來時刻調節張力臂的擺臂角度,使之處于平衡位置。對于PID控制而言,PID各項系數的選擇始終是一件非常煩雜的工作,需要經過不斷的調整才能得到較為滿意的控制效果。
2.4 收線輪排線控制
在切割機往復走線過程中,放線輪上的鋼絲線會逐漸過渡到收線輪,排線機構是保證走線系統正常運行的關鍵機構之一,在走線系統中起著非常重要的作用。排線機構將切割線均勻地收卷到收線輪上,排線導輪的直線運動速度大小跟隨收線輪電機的轉速,通過排線導輪的周期性往復運動,收線輪電機能使切割線整齊地纏繞在收線輪上,有效防止多層纏繞時鋼絲線亂卷、相互纏繞等現象,在收線過程中,線輪上的入線位置會發生改變,排線電機驅動導輪跟隨線輪上的入線位置移動,其移動范圍應在線輪上繞線部分長度L以內。在入線位置的每個前進或后退行程內,入線位置ΔS(t)與線輪轉動圈數Nr(t)的關系為:ΔS(t)=Nr(t)h(h為線輪上繞線間距)。因此通過數據總線讀出線輪的轉動圈數后,即可控制排線導輪移動到相應的位置,如圖7所示。
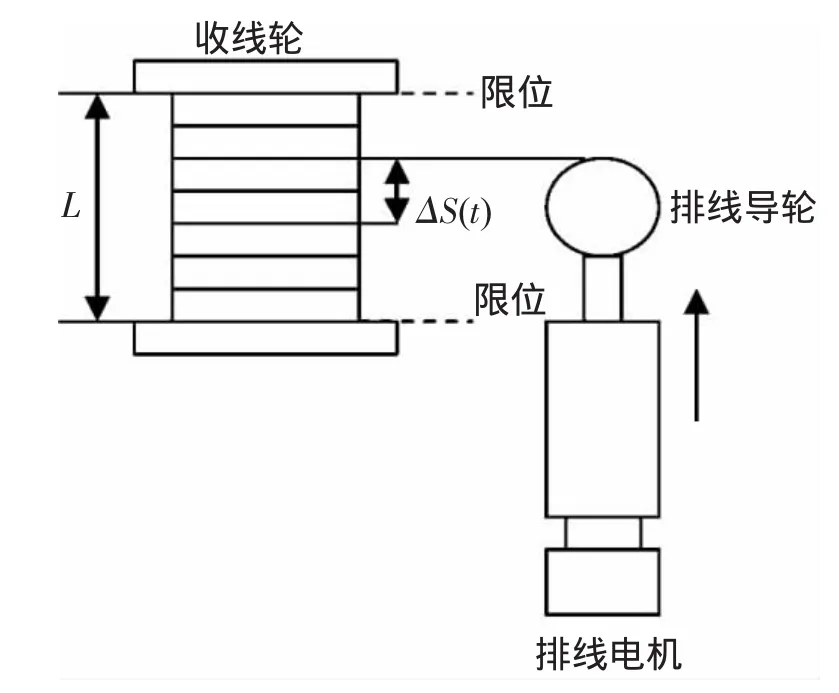
圖7 鋼線排線示意圖
2.5 溫度和砂漿流量控制
在切割機切割狀態下,必須時刻監測機器上各個重要部分的溫度以及砂漿流量控制。需要監測的溫度部分主要有軸輥部分、熱交換器冷卻部分、砂漿返回溫度等,為了監測各個部分溫度,本系統選用的是四線制Pt電阻溫度傳感器。相比于二線制、三線制Pt電阻溫度傳感器,四線制測量溫度更為精準,與溫度控制模塊相結合,可以把溫度控制在比較理想的范圍內。如圖8所示,為利用溫度控制模塊、四線制Pt電阻和比例閥來控制熱交換器冷卻砂漿。
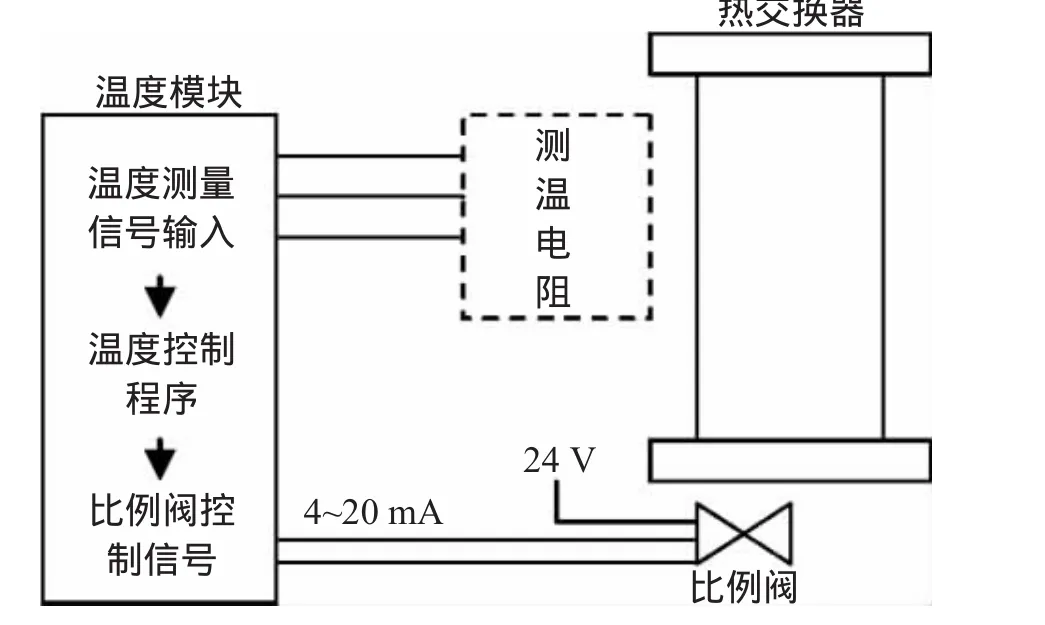
圖8 熱交換器冷卻示意圖
鋼線在高速運動中,要完成對硅料的切割,必須由砂漿泵將砂漿從砂漿罐中打到噴砂嘴,再由噴砂嘴噴到鋼線上。砂漿的流量是否均勻、流量能否達到切割的要求,都對切割能力和切割效率起著很關鍵的作用。如果流量跟不上,就會出現切割能力嚴重下降,導致線痕片、斷線、甚至是機器報警。為了監測系統的流量控制,系統選用質量流量計來時刻測量砂漿的流量。如圖9所示,把質量流量計測得流量結果時刻傳遞給數字溫度模塊,模塊利用自身內部的PID模塊,計算出相應的輸出值,可以是電壓,電流等,輸出值控制變頻器來控制電機的轉速,來調節砂漿流量滿足系統要求。質量流量計同時可以監測砂漿的黏度,隨著切割進行,砂漿的黏度超出工藝要求范圍時,及時進行報警。
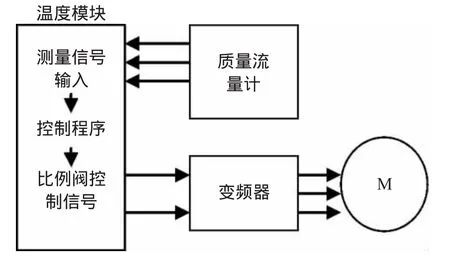
圖9 砂漿流量控制示意圖
3 結束語
除去以上列舉的電控部分的研究,同時進行了切割過程中斷線監測方法等研究。在多線切割機切割工藝中,控制系統的每一部分都根據權重的不同,在系統中起著重要作用。在切割工藝實驗中,根據硅片的切割質量,確定控制系統的各個部分是否滿足使用要求,并根據實驗結果,相應的進行控制系統各個部分的改進,最終切割產品滿足用戶要求。
:
[1]張義兵,戴瑜興,湯 睿,等.多線切割機速度同步系統的自適應逆控制及實現[J].控制理論與應用,2008.25(6):1007-1010.
[2]管力明,林 劍.無軸單張紙輸紙機的同步控制[J].控制理論與應用,2009.26(5):573-577.
[3]趙希梅,郭慶鼎.數控機床多軸聯動伺服電機的零相位自適應魯棒交叉耦合控制[J].中國電機工程學報,2008.28(12):129-133.
[4]何金保,郭 帥,何永義,等.基于遺傳優化的張力模糊控制[J].控制理論與應用,2009,26(3):243-248.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32