直線導軌安裝底座幾種尺寸標注方法的比較與分析
2012-09-16 13:23:12周啟舟
電子工業專用設備 2012年10期
關鍵詞:方法
郎 平 ,周啟舟
(北京中電科電子裝備有限公司,北京 100176)
直線導軌由于具有運動靈敏度高、低速運動平穩性好、定位精度高、精度保持性好、磨損小、壽命長等特點[1]廣泛被應用于各類精密機床和數控機床等設備,尤其是在半導體設備領域應用更加廣泛。直線導軌能否發揮其特性,與其安裝底座的加工質量有非常大的關系,而零件的加工質量與零件中關鍵尺寸的標注方法也有非常大的關系,本文對直線導軌安裝底座中幾個關鍵尺寸的幾種常見的尺寸標注方法進行了總結,對各種標注方法的優缺點進行了對比和分析,這些對廣大機械設計人員有一定的參考意義。
1 直線導軌安裝底座結構簡圖
常見的直線導軌安裝底座結構如圖1所示。直線導軌通常是成對使用,每根導軌的底面放置在導軌安裝底座的A面和B面上,每根導軌的側向基準面靠緊在導軌安裝底座的側向定位面C面和D面上,通過螺釘將直線導軌固定在導軌安裝底座上。A面、B面、C面和D面通常通過磨削加工,以保證各平面的平面度以及相關平面的平行度要求。為了保證直線導軌可靠的安裝,導軌安裝底座相應結構尺寸必須滿足的要求:(1)尺寸d1必須滿足尺寸公差控制在±0.1mm以內。由于尺寸d1直接決定了兩根直線導軌的位置,如果尺寸公差過大,則在導軌滑塊上進行連接的零件就有可能因誤差的累積而無法安裝;(2)尺寸d2和d3尺寸公差控制在±0.1mm以內。由于導軌在安裝時其側向的基準面必須緊靠在平面C和D上,來保證兩根導軌的平行性,同時也能保證導軌的安裝更加可靠,并且可以承受一定的側向載荷。雖然直線導軌上的螺釘安裝孔與安裝螺釘之間會有一定的間隙,但綜合考慮導軌座上螺紋孔在長度方向誤差以及C面和D面平行度的影響,一般將d2和d3尺寸公差控制在±0.1mm以內,否則導軌可能由于螺紋孔距離C面和D面太遠而無法緊密地貼合在C面和D面上,或者由于螺紋孔距離C面和D面太近而無法安裝。
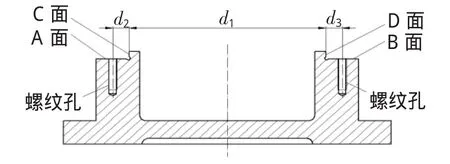
圖1 常見的直線導軌安裝底座結構
2 幾種尺寸標注方法的分析與比較
下面我們對導軌安裝底座中幾個關鍵尺寸的幾種常見尺寸標注方法進行分析,對各種尺寸標注方法的優缺點進行比較。
(1)第一種常見尺寸標注方法如圖2所示。這種標注方法直接標注出了導軌安裝底座兩側向定位基準面之間的尺寸d1±0.1mm和兩螺釘孔分別到導軌安裝底座兩側向定位基準面之間的尺寸d2±0.1和d3±0.1。這種標注方法的優點是:設計基準和加工時的測量基準是一致的,因此比較容易保證設計要求;這種標注方法的缺點是:由于d2尺寸和d3尺寸標注的是螺紋孔與導軌安裝底座側向定位基準面之間的距離,因此在進行螺紋孔加工時需要兩次對刀,并且每加工一個零件都需要重新對刀,這會大大增加零件加工時的對刀調整時間和加工者工作強度,勞動生產率比較低,同時對加工者的技術水平也有一定的要求,因此只能適用于加工數量比較少的零件。

圖2 第一種常見尺寸標注方法
(2)第二種常見的尺寸標注方法如圖3所示,這種標注方法標注出了兩螺紋孔的中心距B1、一端螺紋孔與導軌安裝底座側向定位基準面之間的距離B2和導軌安裝底座側向定位基準面之間的距離B3。由于另一端螺紋孔到導軌安裝底座側向定位基準面的尺寸公差是由這些尺寸間接保證,因此需要對這些尺寸進行尺寸鏈計算,合理分配尺寸公差,以保證其與側向定位面的距離(B0)公差控制在±0.1mm,尺寸鏈如圖4所示。由尺寸鏈方面的知識[2,3]可知:加工過程中最后自然形成的一環為封閉環,因此另一端螺紋孔到導軌安裝底座側向定位基準面的尺寸及為本尺寸鏈的封閉環B0。封閉環公差等于所有組成環公差之和(如公式(1)所示),首先可以先計算各組成環的平均公差(公式(2)):

其中 T0為封閉環公差,Ti為組成環公差,m為組成環數量

Tav,L為平均公差


Δ為中間偏差ES為上偏差 EI為下偏差:
Δ0為封閉環中間偏差 Δi為增環中間偏差 Δj為減環中間偏差

T為尺寸公差

各尺寸的中間偏差為:Δ1=0.025,Δ3=-0.025,Δ0=0,根據公式(4)可得到:
這種尺寸標注方法與第一種尺寸標注方法相比其優點是在進行螺紋孔加工時一次對刀就可以將兩端螺紋孔加工出來,而且可以保證各尺寸公差都在要求的范圍內,因此可以減少零件加工時的對刀調整時間,降低操作者的勞動強度;這種標注方法的缺點也是每加工一個零件就需要進行一次對刀過程,同時各組成環的尺寸公差精度比第一種標注方法要求高,因此這種標注方法適合小批量生產的零件。

圖3 第二種常見的尺寸標注方法
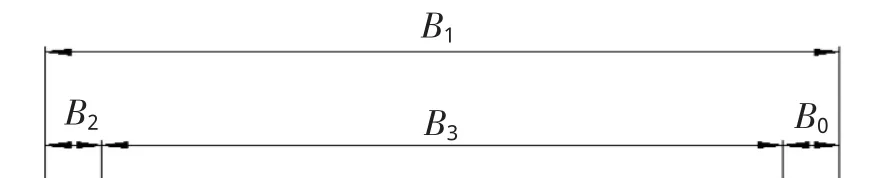
圖4 尺寸鏈
(3)第三種尺寸標注方法如圖5所示。這種標注方法標注出了兩螺紋孔的中心距C1、導軌安裝底座兩側向定位基準面之間的距離C2和兩螺紋孔中心和導軌安裝底座兩側向定位基準面中心之間的對稱度C3。這種標注方法只能直接控制導軌安裝底座兩側向定位基準面之間的距離C2的公差在要求的公差范圍內,而兩側螺紋孔到導軌安裝底座兩側向定位基準面之間的距離是間接保證的,因此需要對這些尺寸進行尺寸鏈計算,合理分配尺寸公差,以保證兩端螺紋孔與導軌安裝底座兩側向定位基準面的距離公差控制在±0.1mm,尺寸鏈如圖6所示。左側螺紋孔到導軌安裝底座側向定位基準面之間的距離為D0,D3為兩螺紋孔中心和底座兩側向定位面中心之間的對稱度公差對尺寸鏈的影響(基本尺寸為0,尺寸公差為±C3/2),D1和D2為兩螺紋孔的中心距C1、導軌安裝底座兩側向定位基準面之間的距離C2的一半。根據公式(2)、(3)可以先計算出各組成環的平均公差:

各尺寸的中間偏差為:Δ1=0.0125,Δ3=-0,Δ0=0,根據公式(4)可得到:
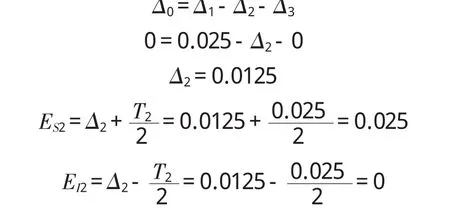
使用這種標注方法的優點是圖紙比較簡潔,同時在加工螺紋孔時只要一次對刀就可以將兩端螺紋孔加工出來,可以減少零件加工時的對刀調整時間,但每加工一個零件都得重新對刀一次,因此也只能適合于小批量的生產,同時對加工者的技術水平要求也比較高。
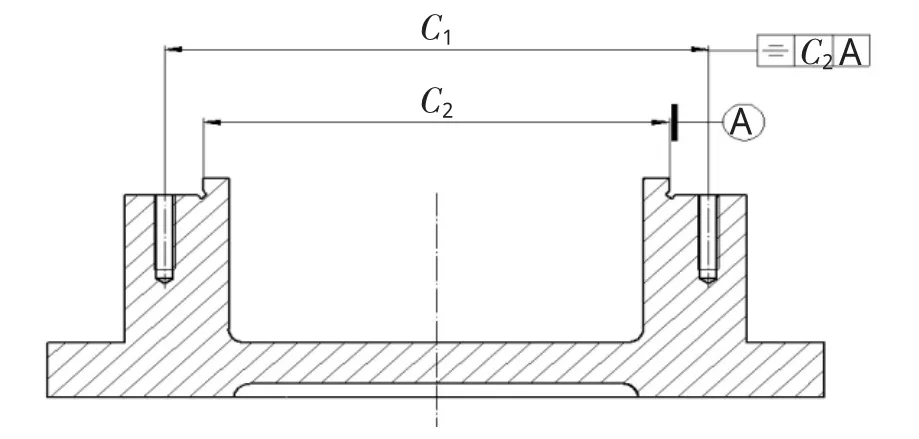
圖5 第三種尺寸標注方法

圖6 尺寸鏈
(4)第四種尺寸標注方法如圖7所示。這種標注方法以導軌安裝底座上的A面為尺寸標注的基準,標注出了導軌安裝底座側向定位基準面到A面的距離E1、兩導軌安裝底座側向定位基準面之間的距離E2、左端螺紋孔到A面的距離E3和兩螺紋孔的中心距E4。在這種標注方法標注下,兩導軌安裝底座側向定位基準面之間的尺寸公差可直接由尺寸E2保證,但左端和右端螺紋孔到兩導軌安裝底座側向定位基準面之間的距離是由這些尺寸間接保證,因此需要對這些尺寸進行尺寸鏈計算,合理分配尺寸公差,以保證兩端螺紋孔與兩導軌安裝底座側向定位基準面的距離公差控制在±0.1mm,尺寸鏈如圖8所示,以右端螺紋孔到導軌安裝底座側向定位基準面的距離為封閉環E0進行分析(因為此端的尺寸鏈比較長,因此只要此端滿足要求,則另一端必滿足要求):E0的尺寸公差要控制在±0.1mm以內,根據公式(2)、(3)可以先計算出各組成環的平均公差:
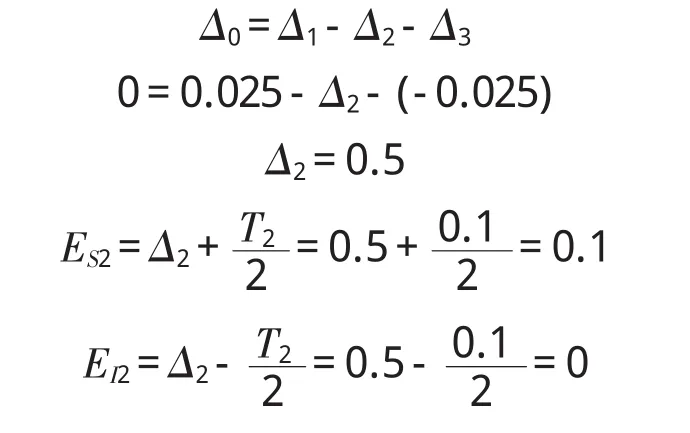
各尺寸的中間偏差為:Δ1=0.025,Δ2=-0.025,Δ4=0.025,Δ0=0,根據公式(4)可得到:
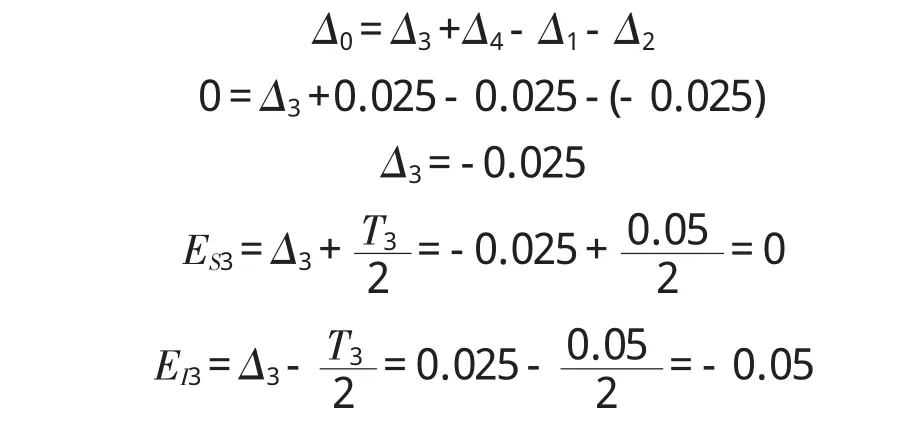
使用這種標注方法的優點是加工時只要以A面為基準進行定位裝夾,只要一次將刀具位置調整好就可以將一批零件加工出來,因此適合于批量比較大的零件生產,同時對加工者的技術水平要求也不是特別高。這種標注方法的缺點是由于組成環比較多,因此各組成環尺寸公差精度要求比較高,另外需要一些輔助的定位夾具來對底座進行定位。
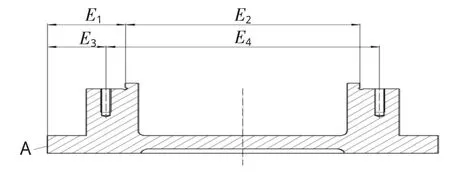
圖7 第四種尺寸標注方法
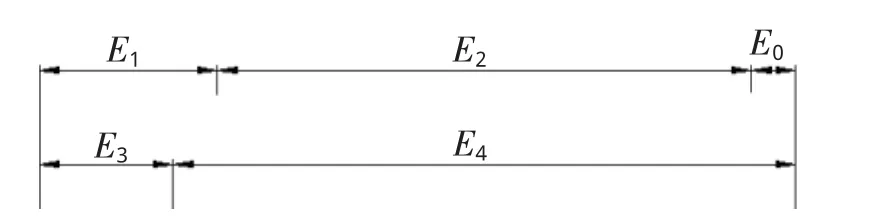
圖8 尺寸鏈
3 結 論
本文對導軌安裝底座中的關鍵尺寸幾種常見的尺寸標注方法進行了比較和分析:第一種標注方法由于設計基準和加工時的測量基準是一致的,所以不存在工藝尺寸換算問題,因此尺寸公差精度要求是最低的,比較容易保證設計要求;但在進行兩端螺紋孔加工時需要分別兩次對刀,這會增加零件加工時的調整對刀時間和加工者的勞動強度,因此只能適用于件數比較少時的零件加工;第二種和第三種標注方法由于部分螺紋孔和導軌安裝底座側向定位基準面的尺寸是間接保證的,因此各組成環的尺寸公差比第一種要求要高,但只需要一次對刀就可以將兩端的螺紋孔都加工出來,因此零件加工時的調整對刀時間比第一種要少,因此適合小批量零件加工;第四種標注方法以A面為基準進行定位裝夾,加工時只要一次將刀具位置調整好就可以將一批零件加工出來,因此適合于批量比較大的零件生產,同時對加工者的技術水平要求也不是特別高。廣大機械設計工作者可根據所設計零件的加工數量,靈活的選用尺寸標注方法。
:
[1]THK Co.,Ltd.THK綜合商品目錄[Z].
[2]甘永立.幾何量公差與檢測[M].上海:上海科學技術出版社,1993.
[3]蔡光起,馬正元,孫鳳臣.機械制造工藝學[M].沈陽:東北大學出版社,1994.
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56