FANUC 0i數控系統車削二次曲線零件宏程序的應用*
2012-09-13 07:19:54赫煥麗咸寧職業技術學院湖北咸寧437100
湖北科技學院學報 2012年8期
關鍵詞:拋物線
赫煥麗(咸寧職業技術學院,湖北咸寧437100)
FANUC 0i數控系統車削二次曲線零件宏程序的應用*
赫煥麗
(咸寧職業技術學院,湖北咸寧437100)
在數控車削加工中,由于現代的數控系統中只有直線插補和圓弧插補指令,不適合二次曲線類零件的編程,因此二次類零件的加工是比較困難的,本文較全面總結了FANUC 0i數控系統車削加工二次類零件中宏程序的應用。采用切槽法使二次曲線的宏程序編程更加簡便。
拋物線;宏程序;編程;應用
引言
在實際機械加工和各種數控大賽中,我們常常會遇到由拋物線、橢圓等構成的復雜二次曲線類零件,但目前的數控系統還沒有提供完善的二次曲線插補功能,因此二次曲線編程是手工編程中的難點,因此,在實際加工中二次曲線的編程多采用變量來完成,也就是采用宏程序進行編程。宏程序的編制確實存在相當的難度,要想編制出一個加工效率高、程序簡潔、功能完善的宏程序更是難上加難。下面我就以拋物線和橢圓曲線的宏程序編程為例,來研究用戶宏程序在數控車削二次曲線類零件編程中的應用。
一、過程分析
如圖1所示帶內拋物線的套類零件,該零件外表面由圓柱面、橢圓等組成,內表面由圓柱孔、拋物線等組成,加工拋物線、橢圓時,須用宏程序編程,用直線或圓弧逼近曲線。
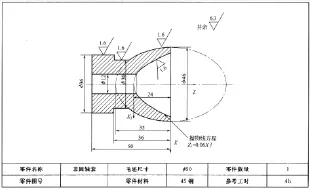
圖1 非圓內孔加工
根據工藝分析,制定加工工藝路線如下:(1)采用三爪卡盤直接夾持毛坯左端,車端面、粗車外圓柱面至Φ46.5mm;(2)鉆孔和擴孔;(3)用切槽刀徑向進給,自右向左粗車橢圓及槽,留余量0.5mm;(4)粗車外圓柱面Φ36mm至Φ36.5mm;(5)精車外輪廓;(6)粗車內部拋物線;(7)精車內部拋物線;(8)用切斷刀切斷.
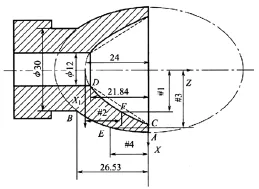
圖2 坐標計算
由圖2解析幾何可知,該橢圓在XOZ坐標系內的標準方程為:+=1,易知A點編程坐標為(46,0),將X= 15代入方程,可求得B點Z坐標ZB=-26.53,即B點編程坐標為(30,-26.53),設橢圓上任意一點E在XOZ坐標系內的坐標值用變量表示為XE=#3,ZE=#4,代入上式,則有+=1。
用切槽法自右向左粗車橢圓,以#4為自量,則有#3= 23/35×SQRT[35×35-#4×#4×#4],取#4的初始值為-5(不必取為0),最終值為-26.53,在XOZ坐標系內,編程坐標XE=2×[#3],ZE=#4,精車橢圓時,仍以#4為自變量,其初始值為0。已知拋物線在X1O1Z1坐標系內的標準方程為:Z1= 0,可知當Z1=24時,X1=20,當X1=6時,Z1= 2.16,設拋物線上任意一點F的坐標值用變量表示為XF=#1,ZF=#2,代入上式,則有#2=0.06×#12.拋物線上任意一點F的編程坐標值X=2×#1,ZF=#2-24.粗、精車拋物線時,用宏程序編程,以#1為自變量,可見#1的初始值為20,最終值為6.因此,在切削加工中,用切槽刀徑向進給,采用宏程序編程.粗車橢圓及槽,用宏程序編程,沿輪廓進給,精車橢圓,最后切斷。
由以上分析,編寫該零件的加工程序如表1所示:
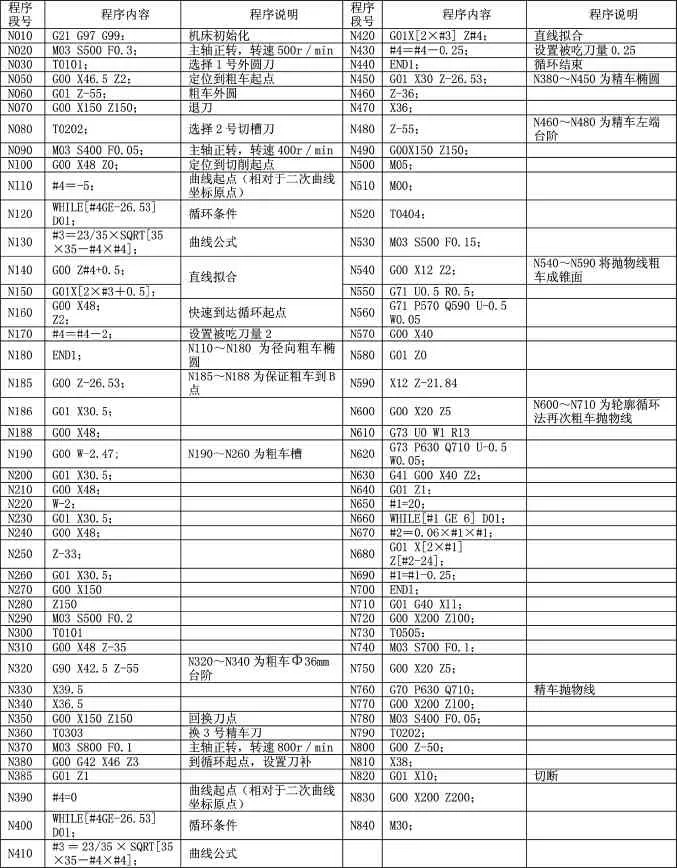
表1 參考程序程序號:O0001
二、總結
通過利用宏程序功能加工二次曲線零件,能充分的表明宏程序對于加工典型的二次曲線輪廓的效率。從我們上邊的編程可以推廣到已知零件輪廓方程的橢圓、拋物線等零件的編程中。因此,我們總結出以Z做為自變量的WHILE語句二次曲線加工模板如表2所示,以供大家參考。
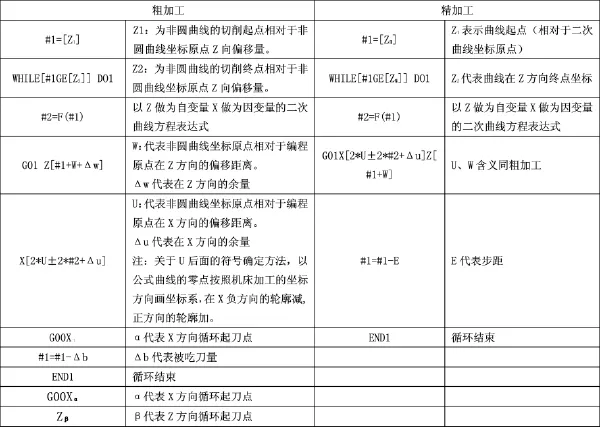
表2 以Z做為自變量的WHILE語句二次曲線加工模板
TG519.1
A
2012-03-09
猜你喜歡
中學生數理化·高二版(2025年2期)2025-03-05 00:00:00
語數外學習·高中版上旬(2024年18期)2024-02-20 00:00:00
中學生數理化(高中版.高二數學)(2022年1期)2022-04-26 13:59:58
中學生數理化(高中版.高二數學)(2022年1期)2022-04-26 13:59:56
中學生數理化·中考版(2021年10期)2021-11-22 07:26:38
中學生數理化(高中版.高二數學)(2021年3期)2021-06-09 06:08:40
中學生數理化(高中版.高二數學)(2021年2期)2021-03-19 08:54:12
中學生數理化·中考版(2019年10期)2019-11-25 09:39:04
中學生數理化·中考版(2018年10期)2018-12-07 00:44:42
中學生數理化·中考版(2017年10期)2017-04-23 06:29:38
