高強韌性鋼板矯直工藝優化
2012-09-08 11:55:22供稿王麗敏陳子剛魯獻輝
金屬世界 2012年4期
關鍵詞:工藝
供稿| 王麗敏,盧 銳,陳子剛,魯獻輝
高強韌性鋼板矯直工藝優化
供稿| 王麗敏,盧 銳,陳子剛,魯獻輝
內容導讀
針對近年來邯鋼中板廠高強韌性鋼板的比例大幅增加,但矯直機矯直能力不足的狀況,對十一輥矯直機矯直過程進行了分析,確定了對高強韌性鋼薄板實施大壓下量矯直方案,并采用矯直機輥系傾斜功能進行矯直,優化了高強韌性鋼板的矯直工藝。
近年來,邯鋼中板廠高強韌性鋼板的比例進一步提高,工程建筑機械用鋼板以及容器板生產比例不斷增加,這些產品的屈服強度高,終軋溫度低,鋼板原始曲率不均勻,現有的矯直工藝不能滿足高強韌性鋼板不平度的質量要求,本文通過對十一輥矯直機的矯直工藝過程進行分析,確定使用輥縫傾斜功能,從而對高強韌性鋼板的矯直工藝進行優化,達到改善其不平度的目的。
矯直工藝現狀
§矯直設備§
邯鋼中板廠矯直機壓下部分由 2臺 22 kW交流變頻電機通過減速機、蝸輪減速機減速和出口、入口兩個電磁失電離合器,帶動4個壓下絲杠轉動使活動橫梁及上輥系沿機架內側的滑板上下移動。
根據板材厚度、寬度、材料及原始曲率調整輥縫及開口度大小:兩臺電機聯動可實現上輥系整體上下調整;單獨調整入口或出口的壓下電機可實現上輥系的前后傾動;利用兩臺電機單動和電磁離合器的開關可實現4個壓下絲杠的單獨調整。
§工藝參數§
邯鋼中板廠矯直機為十一輥矯直機,入口與出口各有一根單獨傳動的導輥,上輥系可向出口、入口方向傾斜調整,鋼板的冷卻方式為內部通水冷卻和外部冷卻。鋼板冷態下的最高屈服極限為550 N/mm2。矯直機具體工藝參數見表1。
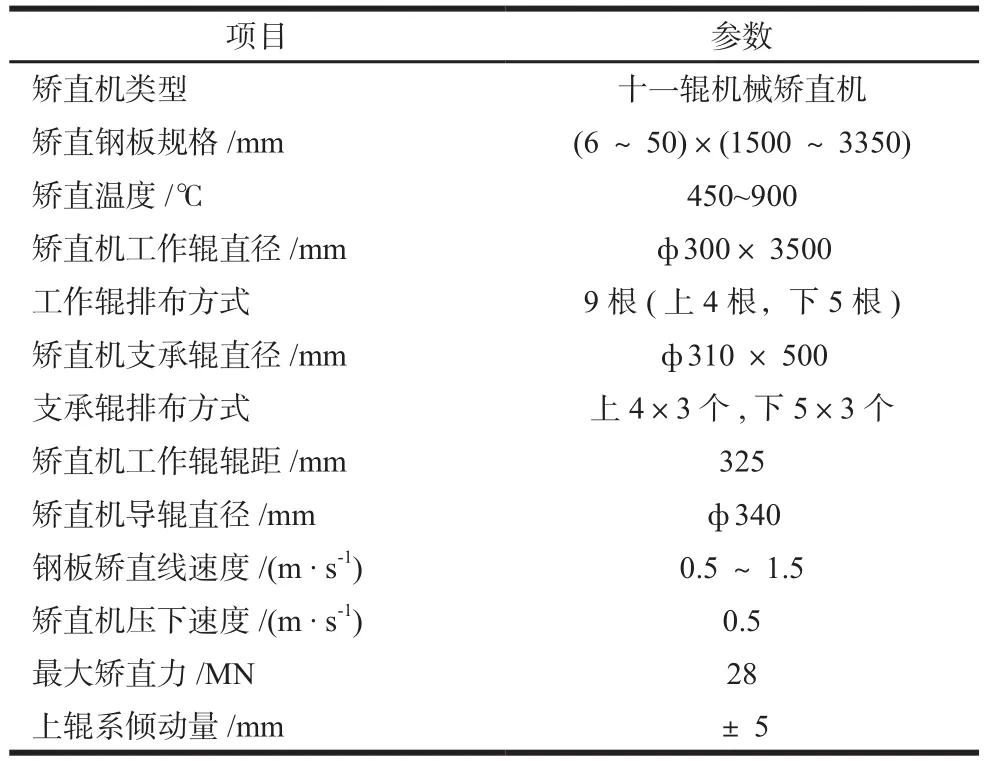
表1 邯鋼中板廠矯直機工藝參數
§存在問題§
高強韌性鋼板屈服強度高,終軋溫度低,810~850 ℃,終冷溫度680~720 ℃,鋼板的原始板形曲率不均勻;12 mm以下的薄板,中間浪和邊浪極為嚴重;另外,控冷后冷卻不均勻也會導致板形惡化,使得鋼板矯直困難,矯直后仍存在不同程度的中間浪、邊浪及頭部翹扣,導致鋼薄板不平度在5 mm以上,高強韌性鋼的薄板不平度改判率居高不下。另外,由于高強韌性厚板的強度極大,而中板廠現有矯直機能力不足,矯直時對工作輥的沖擊極大,造成矯直機產生劇烈震動,甚至出現了將矯直機導輥撞斷的現象。
多輥矯直原理
輥式矯直機的矯直過程如圖1所示。
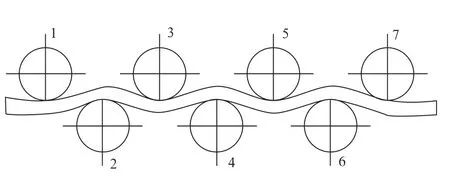
圖1 輥式矯直機的矯直過程
當鋼板進入第一個輥子時,工作輥對鋼板不起彎曲作用,僅起到將鋼板導入的作用。當鋼板進入第二個輥子時,鋼板的最大原始曲率仍為。從第二根輥子一直到第n-1根輥子,均對鋼板的矯直起作用。
如果反彎曲率(工作輥壓下量)足夠,經過第二根輥子后,原始曲率為彎曲的部分被矯直,曲率由變為零。對于原始曲率為的上凸部分,由于受到同方向的彎曲,使彎曲變形很小,并且變形只在彈性范圍內,卸載后最大曲率仍為。鋼板是平直的部分(原始曲率為0)進入第二根輥后被彎曲到,發生了塑性變形,卸載后,殘余曲率為因此,第二根輥子消除了鋼板的負曲率,則進入第三根輥子的曲率范圍為
矯直工藝優化方案
高強韌性鋼薄板的原始曲率較大,因此應采用大壓下矯直方案,以消除原始曲率的不均勻度,使鋼板形成單值曲率;隨著鋼板向后移動,鋼板越來趨近于平直,不再需要較大的反彎力和反彎曲率,矯直機出口工作輥輥縫也應當隨之增大。
對于原始板形較差的10~20 mm的高強韌性薄鋼板,為了保證在矯后能有較小的不平度,初步確定采用大壓下量矯直方案和使用入口側輥縫小于出口側輥縫的輥系傾斜矯直方案。
§矯直機工作輥壓下量§
高強韌性鋼板受低終軋溫度、軋輥凸度等影響,鋼板原始曲率不均勻、變形抗力較大,因此應根據不同屈服強度、溫度和鋼板規格來計算矯直機工作輥壓下量,并且對入口及出口工作輥壓下量進行優化分配是提高鋼板矯直不平度的關鍵。
當鋼板厚度小于20 mm時,采用傾斜矯直工藝,入口、出口工作輥壓下量計算公式:

當鋼板厚度大于20 mm時,采用平行矯直工藝,壓下量計算公式:
其中,σs 為屈服強度,t為輥距,E為彈性模量,為矯直機的壓下過平衡系數,h為鋼板厚度。
根據計算公式,可以對不同厚度規格的高強韌性鋼板及高強度船板進行壓下量計算。以20 mm以下厚度 Q550D鋼板為例 ,計算結果如表2,并且給出了優化后矯直壓下量分配情況。

表2 優化后 10~20 mm Q550D矯直壓下量分配表
結束語
邯鋼中板廠針對高強韌性鋼板生產比例增加的現狀,對鋼板的矯直過程和矯直工藝性能進行了分析,確定了對高強韌性薄鋼板實施大壓下量矯直技術和采用入口側輥縫小于出口側輥縫的輥系傾斜矯直方案,并以Q550D為例對矯直機壓下調整方式進行了優化和改進,顯著提高了高強度鋼板的矯直不平度,穩定了高強韌性鋼板板形。
[1] 鄒家祥.軋鋼機械(第三版).北京:冶金工業出版社,2000
[2] 劉鴻文.材料力學(上冊).北京:高等教育出版社,1982
[3] 崔甫.矯直原理與矯直機械.北京:冶金工業出版社,2002
[4] 孫本榮 王有銘 陳瑛.中厚鋼板生產.北京:冶金工業出版社,1993
Leveling Process Optimization of High Strength and High Toughness Steel Plate
WANG Li-min, LU Rui, CHEN Zi-gang, LU Xian-hui
book=53,ebook=27
邯鄲鋼鐵集團有限責任公司,河北 邯鄲 056000
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52