薄板金屬件輔助加工法-雙面膠粘法
2012-09-08 11:55:28供稿徐立業李輝珍
金屬世界 2012年4期
關鍵詞:變形
供稿|郭 巍,徐立業,李輝珍
薄板金屬件輔助加工法-雙面膠粘法
供稿|郭 巍1,徐立業2,李輝珍2
內容導讀
薄板件在加工過程中極易因切削力作用而產生“讓刀現象”,從而導致尺寸超差、零件變形。文章對薄板零件在銑削加工時采用虎鉗、組合夾具裝夾方式的不足進行了分析,介紹了一種雙面膠粘貼工件的加工方法,有效解決了零件變形問題。

圖1 基板步進托盤三維造型圖
圖1 為一個薄板零件——基板步進托盤的三維圖,材料屬于熱處理可強化鋁合金,具有中等強度,該零件厚度最薄處僅3.5 mm。由于零件加工時材料去除余量大,在銑削加工時采用虎鉗、組合夾具裝夾方式加工后會出現很嚴重的變形,因此以此零件為典型實例探討雙面膠粘貼工件的加工方法。
粘膠選擇
基板步進托盤薄板零件在加工過程中容易產生中間凹、四角凸以及工件扭曲等尺寸超差現象,薄板類零件容易產生扭曲變形,不便于用虎鉗及組合夾具裝夾。
初步考慮采用502膠水粘貼的辦法。但是該膠水屬于快速固化液體溶劑,大面積涂膠困難、在加工完成后也不易剝離。
通過各項參數及簡單試用效果決定采用3M的雙面膠帶。3M提供了一系列不同厚度、耐溫性及膠粘強度的雙面膠帶產品供客戶選擇。鑒于實際加工的需求,此次加工試驗主要考慮雙面膠要對金屬及非金屬、甚至是UV噴涂表面有很好的粘著力,其次具有優異的耐沖擊性。在加工試驗過程中,主要對300LSE膠系進行了實際加工試驗,具體試驗效果及膠帶參數見表1。結果表明,型號為9471LE的雙面膠帶用于薄板零件的輔助加工的效果比較理想。因此在零件加工實施方案中,以9471LE為膠粘介質進行加工試驗。

表1 300LSE膠系膠帶參數及試驗效果
加工方案
加工前預先準備好一平板(材料為45#鋼),將平板用壓板固定在工作臺上(如圖2),用百分表找正,φ8 mm定位銷裝入平板內(此工序中φ8 mm的銷子,采用6級精度,動配合,銷子長度16 mm,平板銷孔深13.5 mm),雙面膠粘于平板上,此時一定要攆實,將雙面膠上的保護膜揭掉,然后將銑好外形的工件粘于雙面膠上,攆實。
用偏心式彈簧尋邊器對刀,建立工件坐標系。選用¢12整體專用鋁合金立銑刀,對工件中部輪廓進行粗銑。用¢1.5鋁合金立銑刀將基板步進托盤背面圖1(b)中4個圓形凹槽進行粗銑,用¢3鋁合金立銑刀對4個方形凹槽進行粗銑。所有輪廓粗銑完成后進行精銑。基板步進托盤背面加工完成后效果如圖3所示。
完成圖3所示工序后,將平板與粘結工件卸下,置于有機溶液——汽油中浸泡。如果工件與平板不易剝離,可使用熱吹風機對工件與平板粘結的地方進行局部加熱,直至工件與平板全部剝離。工件與平板完全剝離后,晾干。此后,將平板重新安裝到工作臺上,用百分表找正。然后將基板步進托盤背面已加工面粘于平板上。為節省材料,可以將雙面膠裁剪成已加工面的輪廓形狀(可以大出工件輪廓1~2 mm)。將已加工面粘于雙面膠上,攆實。
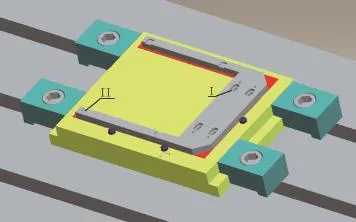
圖3 加工基板步進托盤背面
精銑工件最大厚度平面。然后將圖4中輪廓形狀粗銑。粗銑完畢后,對以加工輪廓形狀精銑。

圖4 加工基板步進托盤正面
其他實驗
以上加工方案是針對于鋁合金材料零件的,為了探討雙面膠粘法是否適用于其他材料,分別對45#鋼、聚四氟乙烯板、硬泡沫板進行加工實驗。實驗結果表明,雙面膠粘法不適于加工厚度在0.5 mm以下的零件,零件厚度為0.5~3.5 mm時的各種材料在加工后的變形量都較為穩定。
結束語
上述實驗證明雙面膠粘法不僅適用于金屬切削的輔助加工,也可用于非金屬材料,采用雙面膠粘法可以有效地控制薄板類零件的加工變形,對于個別工藝上難以控制變形的零件,應考慮改進其結構設計,確保改進后的結構有利于控制變形。
[1] 周建南.機械工程師手冊(上冊). 北京:機械工業出版社,1987
[2] 李威,王小群.機械設計基礎.北京:機械工業出版社,2009
[3] 武凱.航空薄壁件加工變形分析與控制研究.南京航空航天大學,2002
[4] 路東.航空整體結構件加工變形預測及裝夾布局優化[學位論文]. 山東大學,2007
[5] 阿爾炭尼狄克.機械工人. 北京:機械工業出版社,1981
[6] 劉黨生.金屬切削原理與刀具.北京:北京理工大學出版社,2009
[7] 申永勝.機械原理教程. 北京:清華大學出版社,2005
Sheet Metal Parts Processing Method — Auxiliary Double-Sided Adhesive Method
GUO Wei1, XU Li-ye2, LI Hui-zhen2
book=14,ebook=68
郭巍 (1983—),女,吉林工程技術師范學院畢業,現就職于北京興才技術開發中心 從事加工中心、數控銑編程教學工作;
1 北京興才技術開發中心,北京 100095; 2 北京科技大學,北京 100083
徐立業(1981—),男,吉林工程技術師范學院畢業,現就職于北京科技大學工程訓練中心 從事金工教學工作;
李輝珍 (1970—),女,河北科技大學,現就職于北京科技大學工程訓練中心 從事金工教學工作。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36