熱軋帶鋼頭部拉窄原因分析與控制措施
2012-09-08 11:55:20供稿林紹鋒畢國(guó)喜高文剛
金屬世界 2012年4期
供稿| 張 杰,林紹鋒,畢國(guó)喜,高文剛
熱軋帶鋼頭部拉窄原因分析與控制措施
供稿| 張 杰,林紹鋒,畢國(guó)喜,高文剛
內(nèi)容導(dǎo)讀
冷軋基料由于用途或客戶的需求不同其工藝制度也大相徑庭,有730℃高溫卷取的連退卷,還有580℃低溫卷取的罩式退火爐用鋼(以下簡(jiǎn)稱罩退鋼)。在成分相同情況下,其工藝制度的差異會(huì)在最終產(chǎn)品上有不同的表現(xiàn)。首鋼京唐公司近期生產(chǎn)的冷軋罩退鋼在卷取建立張力的時(shí)候出現(xiàn)明顯的拉窄情況,需要切除,降低了成材率。技術(shù)人員通過(guò)調(diào)整張力、層冷模式、卷取速度等方式消除了此缺陷,使產(chǎn)品質(zhì)量和成材率得到提高。
首鋼京唐公司熱軋1580生產(chǎn)線是由京唐公司完全自主集成,于2010年3月熱試車成功并投入生產(chǎn)。生產(chǎn)線主要以生產(chǎn)冷軋基料、集裝箱板等窄、薄規(guī)格鋼為主。近期在試生產(chǎn)冷軋罩退鋼時(shí)發(fā)現(xiàn)帶鋼成卷后在頭部120~150 m處有不同程度的窄邊(如圖1),比公稱寬度小近10 mm。寬度不足對(duì)后續(xù)冷軋生產(chǎn)有很大影響,需要切除,造成大量廢卷,影響成材率。
拉窄原因分析
產(chǎn)生拉窄的位置
通過(guò)平整開卷測(cè)量距離頭部的位置基本在120~150 m處有拉窄,而且不同卷取機(jī)卷取的鋼卷,拉窄位置有一定差別,可以確定是在帶鋼進(jìn)入卷取機(jī)后建立張力的時(shí)候造成的拉窄。而拉窄情況在精軋出口寬度儀表檢測(cè)曲線中并沒(méi)有體現(xiàn),但從一級(jí)PDA曲線軋機(jī)出口厚度曲線可以看出帶鋼有30μm以上的厚度減小。通過(guò)實(shí)測(cè)拉窄位置,應(yīng)該在層流冷卻第二組集管前后出現(xiàn),所以儀表不能檢測(cè)出來(lái)。圖2是1055 mm×3.0 mm規(guī)格實(shí)際測(cè)量的寬度曲線。
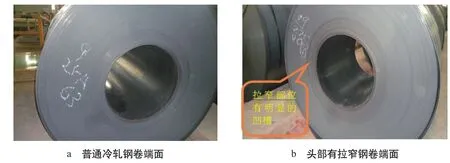
圖1 普通冷軋鋼卷和頭部有拉窄的鋼卷
原因分析
溫度影響
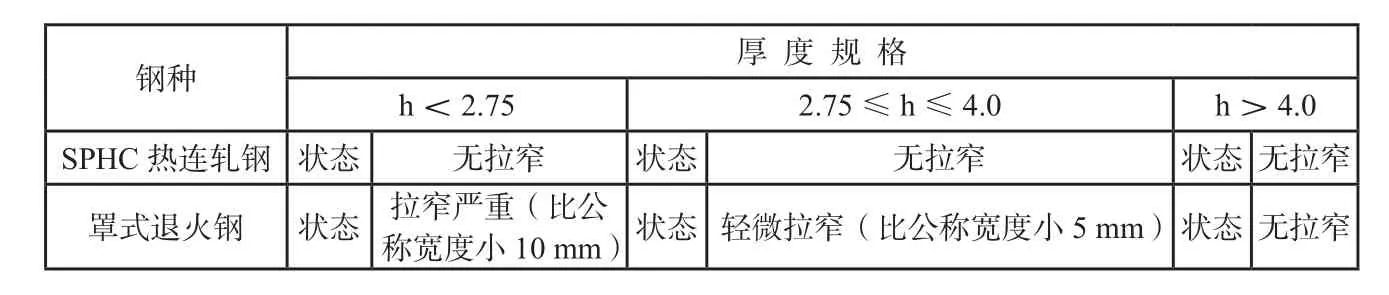
罩退鋼和普通的SPHC冷軋基料成分完全相同,工藝制度只有卷取溫度有很大差別。普通冷軋料卷取溫度680℃,罩退鋼卷取溫度為590℃,兩者相差近100℃,即高溫軋制(精軋出口溫度890℃)低溫卷取。從實(shí)際軋制情況看,普通冷軋基料并不存在拉窄情況,不同規(guī)格拉窄情況對(duì)比如下表。
?
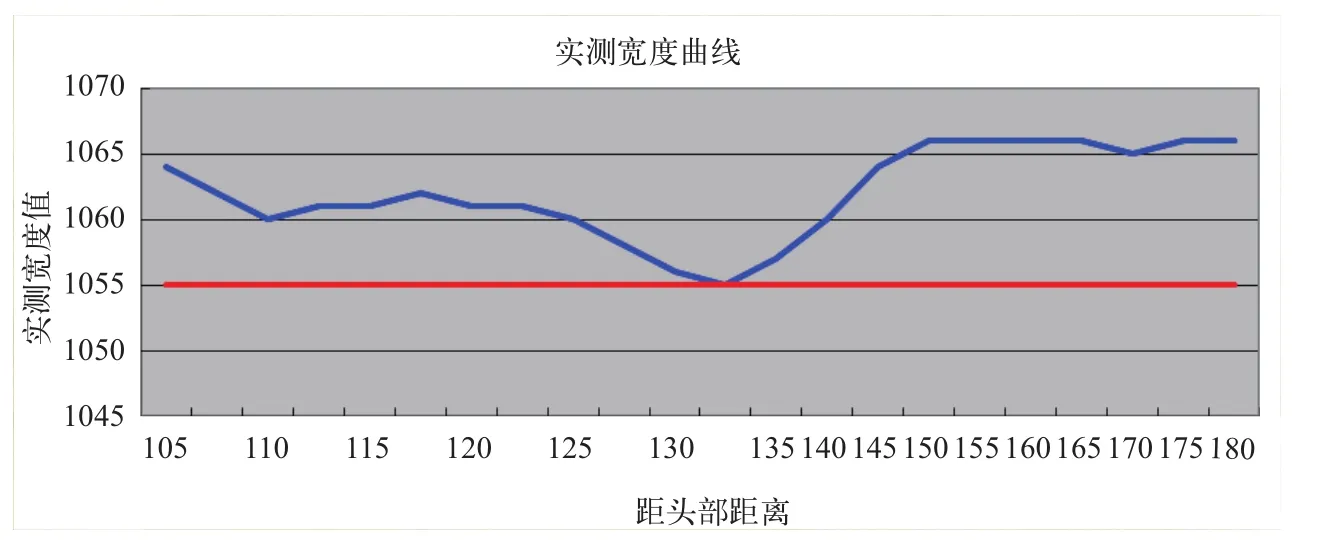
圖2 拉窄實(shí)測(cè)寬度曲線
冷軋料精軋出口溫度在880~890℃,含碳量在0.04左右,鐵碳相圖在900℃以下是從奧氏體向鐵素體轉(zhuǎn)變的開始,在727℃后轉(zhuǎn)變?yōu)殍F素體和滲碳體。在奧氏體向鐵素體轉(zhuǎn)變過(guò)程中隨著鐵素體的增加,變形抗力逐漸增加即強(qiáng)度增加,而其塑性是降低的,在相同張力下作用下能提供變形的高溫區(qū)短,所以拉窄明顯。
卷取張力
張力是由設(shè)備間的速度差異造成,所以軋機(jī)速度與卷取速度的匹配、卷取區(qū)設(shè)備的超前率都是影響的主要因素。3.0 mm帶鋼卷取張力從20 kN已經(jīng)降低到14 kN,超前率從17%降低到10%,但效果不明顯,同樣軋制3.5 mm規(guī)格帶鋼時(shí)1280 mm寬度較1055 mm的拉窄要輕,說(shuō)明張力確實(shí)有影響,但后續(xù)再降低張力可能會(huì)出現(xiàn)扁卷等卷形缺陷。
層冷模式
從拉窄的原理看,高溫區(qū)長(zhǎng)、溫度變化小會(huì)減少拉窄程度,所以可以從冷卻模式進(jìn)行調(diào)整。
層流冷卻位置后移:1580生產(chǎn)線前4段位快冷段,帶鋼冷卻快,為減少其影響,將前6組關(guān)閉,使用6組以后層冷水冷卻,拉窄從120多m減少到約105 m。
后段稀疏冷卻:使用后段組稀疏冷卻(利用后10組層冷水,每間隔一組投入),3.0 mm以上規(guī)格寬度改善明顯,但3.0 mm以下規(guī)格不明顯。圖3是軋制3.0 mm規(guī)格采用后段稀疏冷卻后寬度變化曲線。
從以上試驗(yàn)可以看出冷卻模式對(duì)帶鋼拉窄是有一定改善作用的,但還不能完全消除拉窄現(xiàn)象。
從以上分析和試驗(yàn),可以得出以下結(jié)論:
(1)帶鋼拉窄是由于低溫卷取的帶鋼塑性降低,卷取建張時(shí)產(chǎn)生的。
(2)層冷模式可以改善拉窄情況,但不能徹底解決。
(3)需要減小張力特別是卷取建張時(shí)的張力就能解決拉窄問(wèn)題。
解決措施
卷取張力主要是由芯軸、夾送輥、軋機(jī)之間的速度差產(chǎn)生的,所以必須減小三者之間的速度差,尤其是在芯軸建張時(shí)增加芯軸與夾送輥之間的張力。為達(dá)到此目的,主要從卷取一級(jí)方面進(jìn)行解決。
修改夾送輥咬鋼前后速度
原程序:夾送輥建張之前速度是按照芯軸速度設(shè)定的超前速度,當(dāng)芯軸咬鋼信號(hào)來(lái)后夾送輥速度與精軋速度同步。
修改后的程序:夾送輥建張后速度跟精軋速度同步,這樣芯軸咬鋼瞬間產(chǎn)生的張力可以通過(guò)夾送輥抵消些,從而可有效避免精軋出口帶鋼高溫區(qū)的拉窄。
減小芯軸咬鋼前三圈內(nèi)的卷取張力
卷取厚度小于4.0 mm的帶鋼時(shí),將芯軸咬鋼前3圈時(shí)張力減小到設(shè)定值的50%。咬鋼三圈后恢復(fù)到設(shè)定值;這樣即減小了頭部張力,又可以避免由于整卷張力小造成松卷等卷形缺陷。
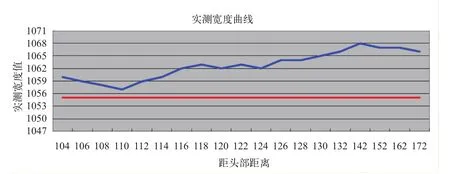
圖3 改變層冷模式后寬度曲線
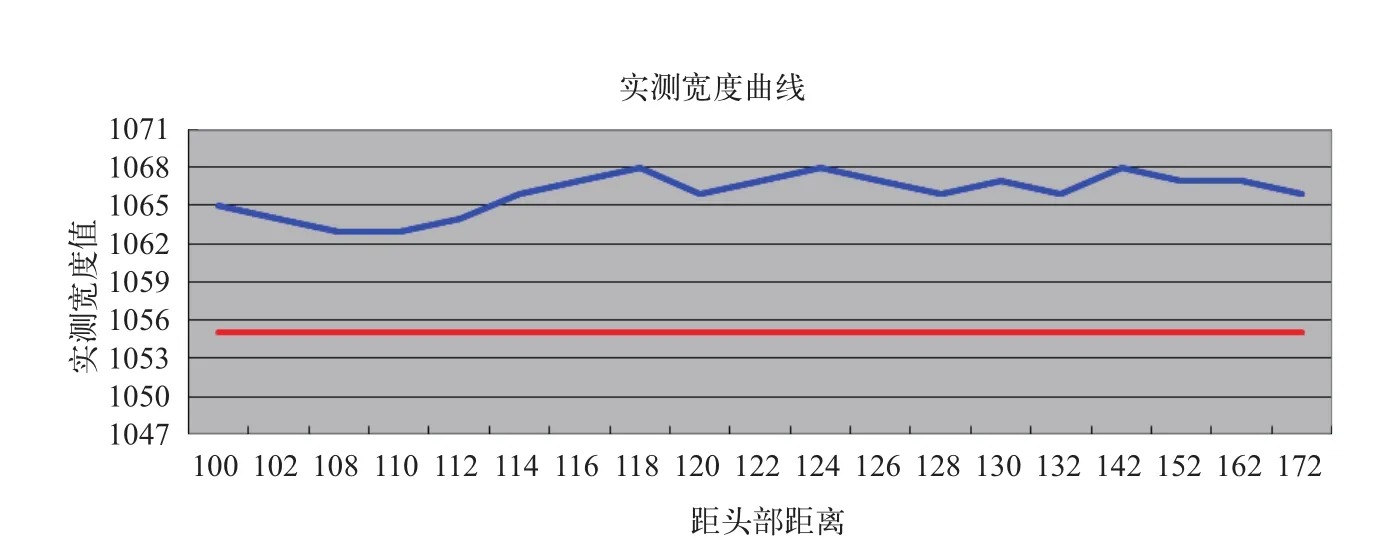
圖4 優(yōu)化后實(shí)測(cè)寬度曲線
效果驗(yàn)證

圖5 程序優(yōu)化前寬度厚度曲線(標(biāo)注為異常區(qū)域)
圖4 是使用以上措施后軋機(jī)出口PDA厚度曲線和實(shí)測(cè)帶鋼寬度曲線:
從以上曲線可以看出,通過(guò)減小張力、修改夾送輥速度時(shí)序和使用后段稀疏冷卻,實(shí)測(cè)的寬度基本無(wú)窄點(diǎn),優(yōu)化前后的軋機(jī)出口厚度減薄從30μm減小到10μm,說(shuō)明拉窄現(xiàn)象已經(jīng)得到解決。
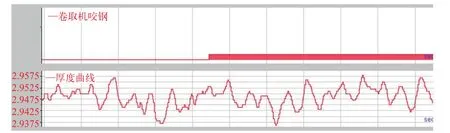
圖6 程序優(yōu)化后寬度厚度曲線
[1] 全國(guó)鋼標(biāo)準(zhǔn)化技術(shù)委員會(huì),GB/T709-2006熱軋鋼板和鋼帶尺寸、外形、重量及允許偏差。北京:中國(guó)標(biāo)準(zhǔn)出版社,2007
[2] 王笑波,板帶層流冷卻過(guò)程控制方法。中南工業(yè)大學(xué)學(xué)報(bào)(自然科學(xué)板),2004,34(4):390-392
[3] 崔忠圻,金屬學(xué)與熱處理.北京:機(jī)械工業(yè)出版社,2001
Causes Analysis of Appearing Narrow Size of Head of Hot Rolled Strip and Its Measures
ZHANG Jie, LIN Shao-feng, BI Guo-xi, GAO Wen-gang
book=42,ebook=1